Betriebsanleitung_HF3_14_de.pdf - 第295页
Der Eingabedialog [Lötgutverfolgung] In diesem Dialog können Sie Parameter zur Lötgutgeometrie einstellen und Istwer- te ablesen. HINWEIS Keine Änderungen möglich? Für den Zugang zu diesem Dialog sind die Benutzerrechte …
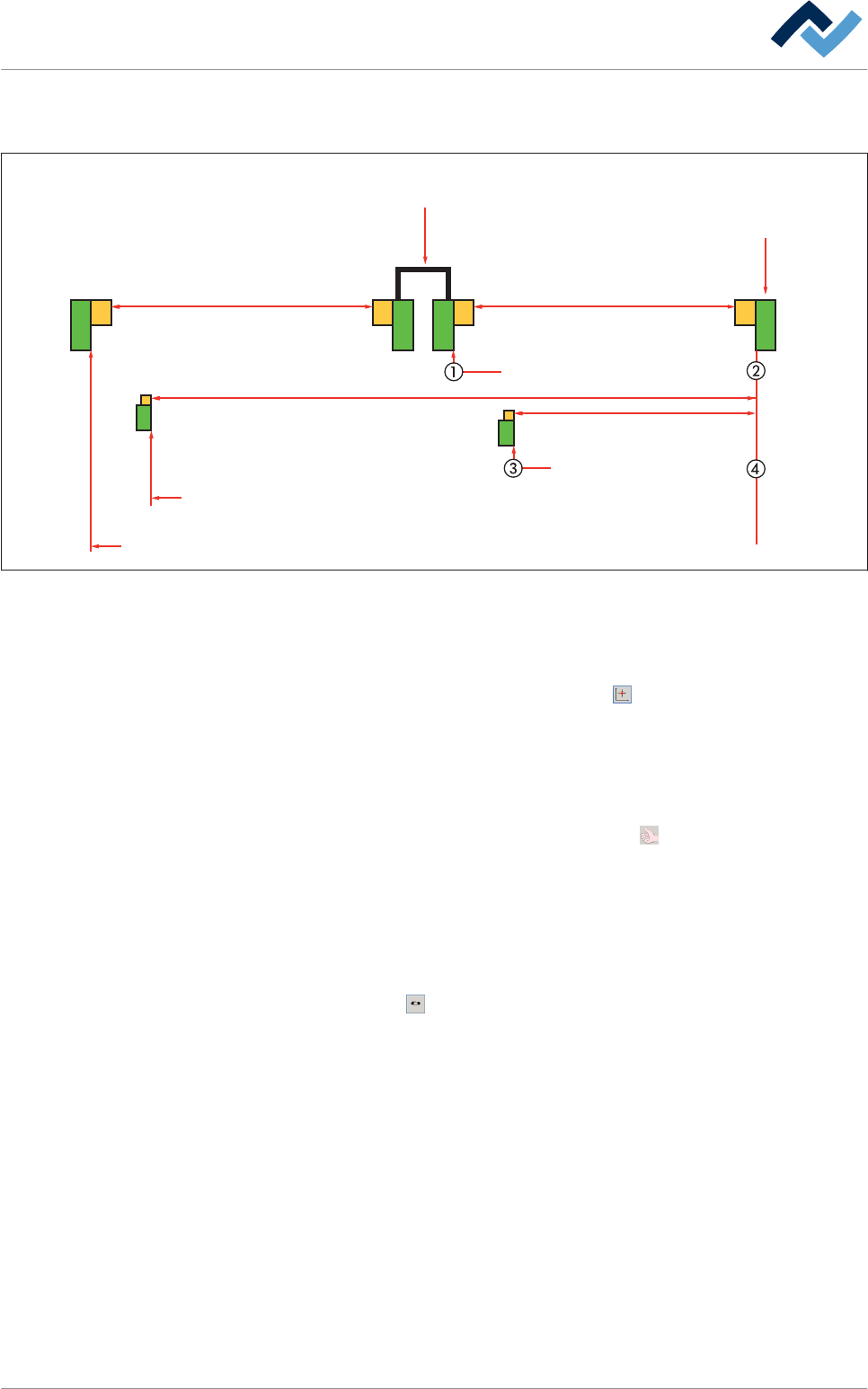
Beispiel c), ohne Hardware-Endschalter, ohne Referenzfahrt, Holme
mechanisch gekoppelt
Spur 1
Fester Holm
Referenzpunkt Breite 1
Breite 1
Referenzpunkt Mitte 1
Mechanisch
gekoppelt
Spur 2
Referenzpunkt Breite 2
Breite 2
Referenzpunkt Mitte 2
Abb. 107: Referenzierung von Breitenverstellung und Mittenunterstützung bei einer Dual-Track Anlage
ü Die Mittenunterstützung referenzieren:
1. Den Einstellungsdialog [Motor] Mittenunterstützung öffnen.
2. Im Rahmen [Positionierung] die Schaltfläche anklicken.
3. Den tatsächlichen Abstand (3) – (4) zwischen feststehendem Transportholm
und Mittenunterstützung messen.
4. Das Eingabefeld [Referenzposition] anklicken und den gemessenen Wert einge-
ben.
5. Die Einstellung durch Anklicken der Schaltfläche
übernehmen.
ð Der eingegebene Wert entspricht nun der neuen Referenzposition.
ü Die Referenzierung überprüfen:
1. Den Eingabedialog [Mittenunterstützung] öffnen.
2. In das Eingabefeld [Sollwert] einen Wert in [mm] eingeben.
3. Die Schaltfläche anklicken.
ð Die Mittenunterstützung wird nun verstellt. Im Anzeigefeld [Istwert] kön-
nen Sie die momentane Position in [mm] ablesen. Sobald die Positionie-
rung beendet ist:
4. Den tatsächlichen Abstand (3) – (4) zwischen feststehendem Transportholm
und Mittenunterstützung messen.
ð Entspricht der gemessene Wert dem angezeigten [Istwert], ist die Referenzie-
rung abgeschlossen.
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 294 / 0
Der Eingabedialog [Lötgutverfolgung]
In diesem Dialog können Sie Parameter zur Lötgutgeometrie einstellen und Istwer-
te ablesen.
HINWEIS
Keine Änderungen möglich?
Für den Zugang zu diesem Dialog sind die Benutzerrechte [Sollwerteingabe] erfor-
derlich. Die Einstellungen können ohne Benutzernamen und Kennwort lediglich
angezeigt werden. Drücken Sie in diesem Fall während die Kennwortabfrage er-
scheint, die Taste [ESC] auf Ihrer Tastatur oder klicken Sie auf die Schaltfläche
[Abbrechen].
Wir beschreiben hier lediglich die Dialoge der Transportspur 1, diese gelten dann
sinngemäß für alle weiteren Transportspuren.
ü Den Eingabedialog [Lötgutverfolgung] öffnen:
1. Den Eingabedialog [Transport] öffnen.
2. Im Rahmen [Transport 1] die Schaltfläche anklicken.
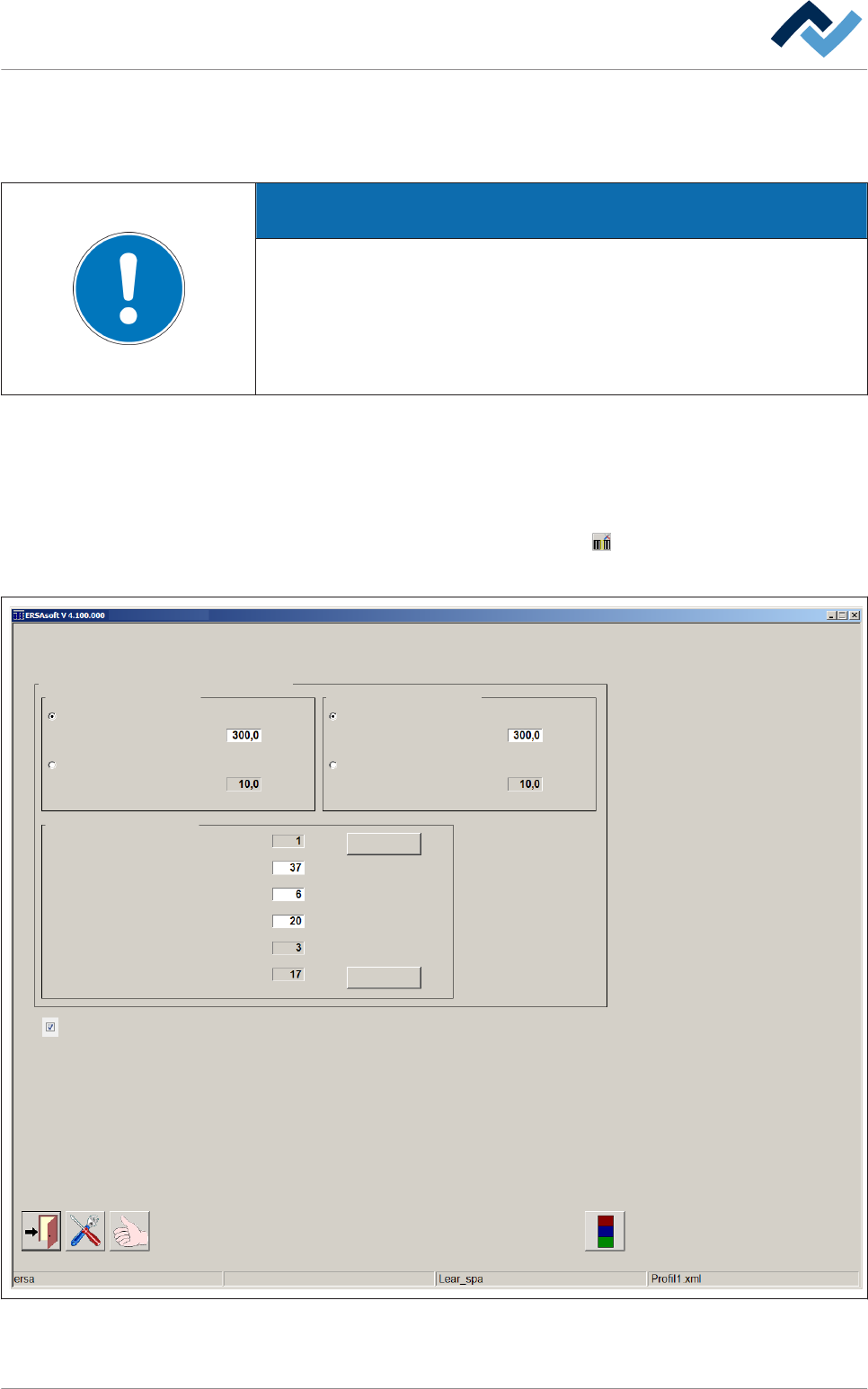
ð Der Eingabedialog [Lötgutverfolgung] erscheint:
Lötgutverfolgung
Einrichten
Transport 1
Eingabedialog
Erkennung ...
Einlaufmodul
Länge
Aktiv
Lötgutlänge
Ausschaltverzögerung
Aktiv
Ausschaltverzögerung
Anzahl an Lötgut in der Spur
Produziert
Fehlerhaft
Eingelaufen
Tagesstückzahl
Betriebsart "Einrichten" mit Durchlauffunktion
Löschen
Aktiv
Länge
Ausschaltverzögerung
Aktiv
Ausschaltverzögerung
Auslaufmodul
Lötgutlänge
Anzahl Lötgut je Spur
Löschen
Chargenzähler
Abb. 108: Der Eingabedialog [Lötgutverfolgung]
6.17.17
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 295 / 0
Die Rahmen [Einlaufmodul] und [Auslaufmodul]
▪ [Länge Aktiv]: Wenn dieser Radio button aktiviert wurde, können Sie das Einga-
befeld [Lötgutlänge] editieren.
▪ [Lötgutlänge]: Die Lötgutlänge eingeben.
▪ [Ausschaltverzögerung Aktiv]: Wenn dieser Radio button aktiviert wurde, kön-
nen Sie das Eingabefeld [Ausschaltverzögerung] editieren.
Beachten Sie hierzu auch das Kapitel
Der Eingabedialog [Lötguterfassung] [} 180].
Beachten Sie die Anwendungsbeispiele am Ende dieses Abschnittes.
Der Rahmen [Erkennung ...]
▪ [Anzahl an Lötgut in der Spur]: Zeigt die Menge des produzierten Lötgutes seit
der letzten Betätigung der Schaltfläche [Löschen] an.
▪ [Löschen]: Diese Schaltfläche löscht das Anzeigefeld [Anzahl an Lötgut in der
Spur].
▪ [Produziert]: Zeigt an, wie viel Lötgut die Maschine seit der Inbetriebnahme
fehlerfrei durchlaufen hat.
▪ [Fehlerhaft]: Zeigt an, wie viel Lötgut die Maschine seit der Inbetriebnahme
fehlerhaft durchlaufen hat.
▪ [Eingelaufen]: Zeigt an, wie viel Lötgut die Maschine seit der Inbetriebnahme
insgesamt durchlaufen hat.
▪ [Kurzzeit Lötgut Zähler]: Zeigt die Menge des produzierten Lötgutes seit der
letzten Betätigung der Schaltfläche [Löschen] an.
▪ [Löschen]: Diese Schaltfläche löscht das Anzeigefeld [Kurzzeit Lötgut Zähler].
▪ [Erkennung ...]: Diese Schaltfläche öffnet den Einstellungsdialog [Lötguterken-
nung].
ü Die Maschine zu Testzwecken ohne Heizung betreiben, hierzu muss die Ma-
schine mit der Durchlauf-Funktion ausgerüstet sein:
1. Die Inline Schnittstelle korrekt konfigurieren. (Die Dialoge der Maschinenkonfi-
guration sind ausschließlich geschultem Fachpersonal zugänglich).
2. Die Checkbox [Betriebsart "Einrichten" mit Durchlauffunktion] aktivieren.
ð Sie können die Maschine nun in der Betriebsart [Einrichten] ohne Heizung be-
treiben.
Anwendungsbeispiele
HINWEIS
Funktionen schließen sich gegenseitig aus!
Die Radiobuttons [Länge Aktiv] und [Ausschaltverzögerung Aktiv] können aktiviert
werden, schließen sich jedoch gegenseitig aus. Sie können beide Funktionen also
nicht gemeinsam aktivieren.
Funktionsbeschreibung | 6
Ersa GmbH Betriebsanleitung_HF3_14_de | 28.10.2014 296 / 0