TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第109页
F i g . 3 B 1 5 4 F i g . 3 B 1 5 4 F i g . 3 B 1 5 4 F i g . 3 B 1 5 4 F i g . 3 B 1 5 4 “ 线 路 板 数 据 线 路 板 数 据 线 路 板 数 据 线 路 板 数 据 线 路 板 数 据 ” 选 项 卡 选 项 卡 选 项 卡 选 项 卡 选 项 卡 * 2 * 2 * 2 * 2 * 2 替 代 机 能 指 定 替 代 机 能 指 定 替 …
4 . 24 . 2
4 . 24 . 2
4 . 2 “
操作数据操作数据
操作数据操作数据
操作数据 ”
T a bT a b
T a bT a b
T a b
4.2.14.2.1
4.2.14.2.1
4.2.1 “
线路板数据线路板数据
线路板数据线路板数据
线路板数据 ”
T a bT a b
T a bT a b
T a b
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页 面 显 示
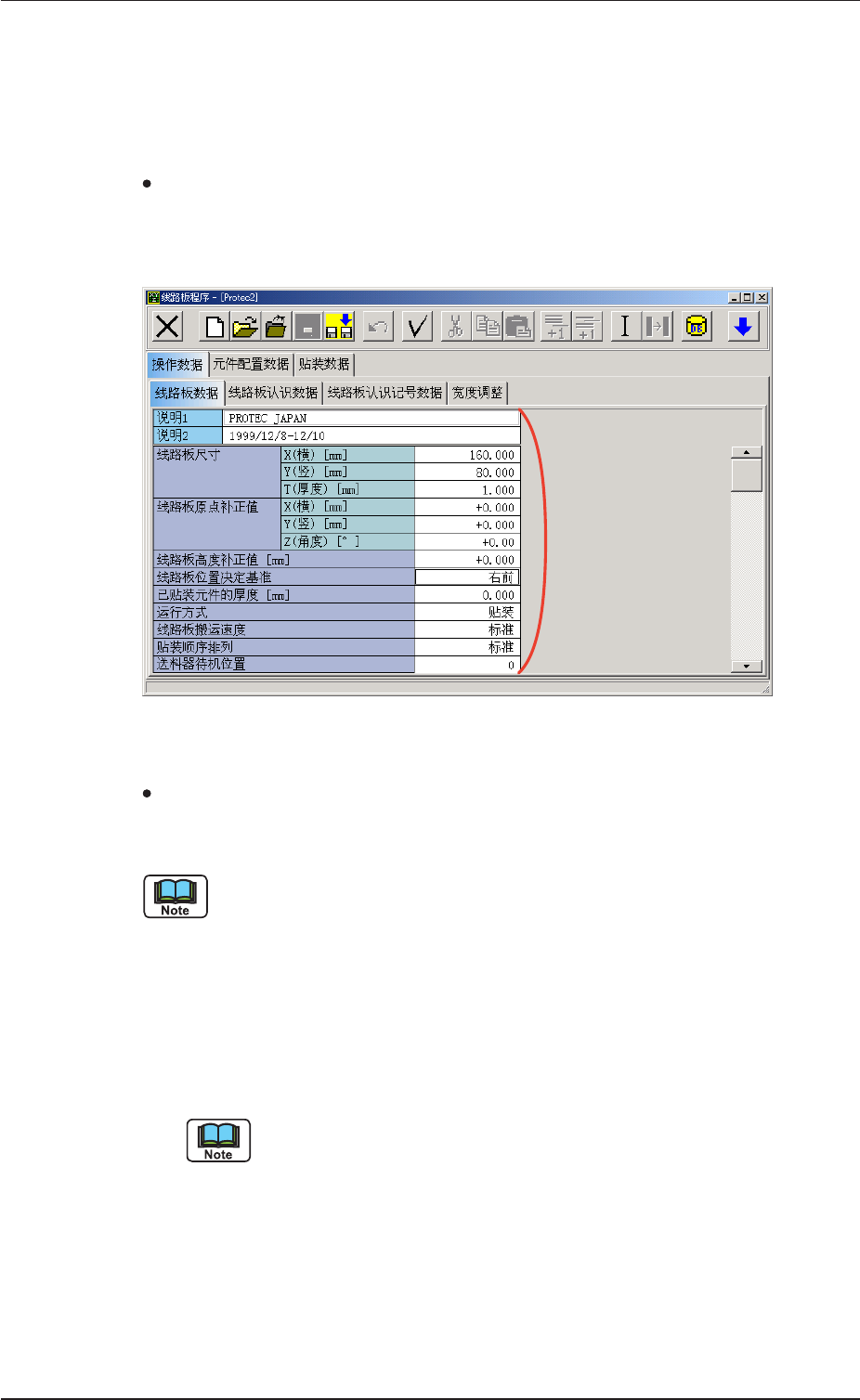
单击[ 操作数据] 选项卡中的[ 线路板数据] T a b ,显示如下选项卡。
页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
显示或输入各数据 。
有关各数据的输入方法,请参照 “4 . 1 .3 文本框的基本操
作 ” 章节。
* 1* 1
* 1* 1
* 1
说 明说 明
说 明说 明
说 明
11
11
1
、、
、、
、
说 明说 明
说 明说 明
说 明
22
22
2
、、
、、
、
线 路 板 尺 寸 、线 路 板 尺 寸 、
线 路 板 尺 寸 、线 路 板 尺 寸 、
线 路 板 尺 寸 、
线 路 板 原 点 补 正 值 、线 路 板 原 点 补 正 值 、
线 路 板 原 点 补 正 值 、线 路 板 原 点 补 正 值 、
线 路 板 原 点 补 正 值 、
线 路 板 高 度 补 正 值线 路 板 高 度 补 正 值
线 路 板 高 度 补 正 值线 路 板 高 度 补 正 值
线 路 板 高 度 补 正 值
[ m m ][ m m ]
[ m m ][ m m ]
[ m m ]
、、
、、
、
线 路 板 位 置 决 定 基 准 、线 路 板 位 置 决 定 基 准 、
线 路 板 位 置 决 定 基 准 、线 路 板 位 置 决 定 基 准 、
线 路 板 位 置 决 定 基 准 、
已 贴 装 元 件 的 厚 度已 贴 装 元 件 的 厚 度
已 贴 装 元 件 的 厚 度已 贴 装 元 件 的 厚 度
已 贴 装 元 件 的 厚 度
[ m m ][ m m ]
[ m m ][ m m ]
[ m m ]
、、
、、
、
运 行 方 式 、运 行 方 式 、
运 行 方 式 、运 行 方 式 、
运 行 方 式 、
线 路 板 搬 运 速 度 、线 路 板 搬 运 速 度 、
线 路 板 搬 运 速 度 、线 路 板 搬 运 速 度 、
线 路 板 搬 运 速 度 、
贴 装 排 列 顺 序 、贴 装 排 列 顺 序 、
贴 装 排 列 顺 序 、贴 装 排 列 顺 序 、
贴 装 排 列 顺 序 、
送 料 器 待 机 位 置送 料 器 待 机 位 置
送 料 器 待 机 位 置送 料 器 待 机 位 置
送 料 器 待 机 位 置
说明 1 、说明 2 使用键盘输入。可以使用全部文字。
F i g . 3 B 1 5 3F i g . 3 B 1 5 3
F i g . 3 B 1 5 3F i g . 3 B 1 5 3
F i g . 3 B 1 5 3
“
线路板数据线路板数据
线路板数据线路板数据
线路板数据 ”
选项卡选项卡
选项卡选项卡
选项卡
4 . 24 . 2
4 . 24 . 2
4 . 2 “
操作数据操作数 据
操作数据操作数 据
操作数据 ”
T a bT a b
T a bT a b
T a b
0308-001 2-89
* 1* 1
* 1* 1
* 1
F i g . 3 B 1 5 4F i g . 3 B 1 5 4
F i g . 3 B 1 5 4F i g . 3 B 1 5 4
F i g . 3 B 1 5 4 “
线路板数据线路板数据
线路板数据线路板数据
线路板数据 ”
选项卡选项卡
选项卡选项卡
选项卡
* 2* 2
* 2* 2
* 2
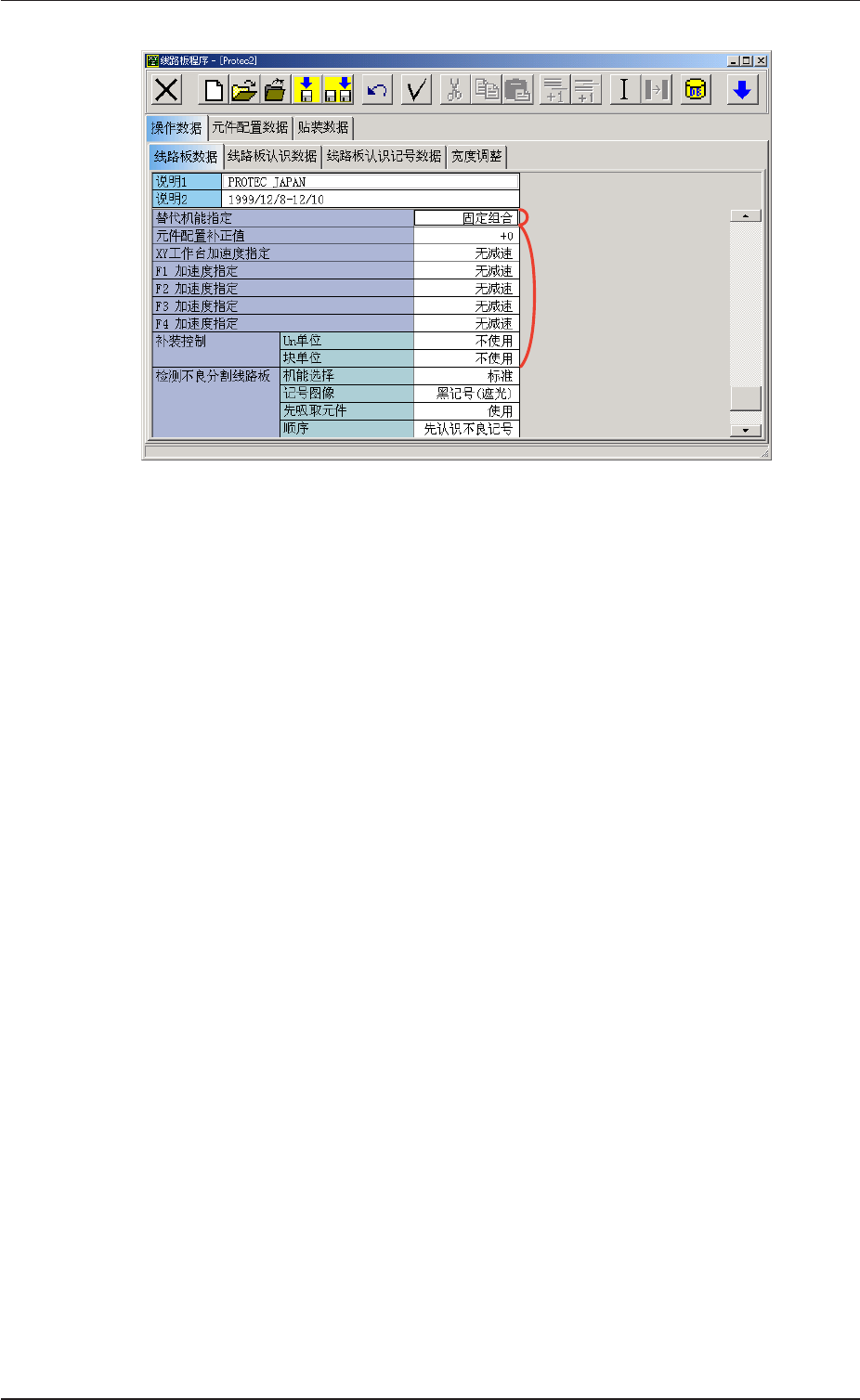
替 代 机 能 指 定替 代 机 能 指 定
替 代 机 能 指 定替 代 机 能 指 定
替 代 机 能 指 定
* 3* 3
* 3* 3
* 3
元 件 配 置 补 正 值 、元 件 配 置 补 正 值 、
元 件 配 置 补 正 值 、元 件 配 置 补 正 值 、
元 件 配 置 补 正 值 、
X YX Y
X YX Y
X Y
工 作 台 加 速 度 指 定 、工 作 台 加 速 度 指 定 、
工 作 台 加 速 度 指 定 、工 作 台 加 速 度 指 定 、
工 作 台 加 速 度 指 定 、
F 1F 1
F 1F 1
F 1
加 速 度 指 定 、加 速 度 指 定 、
加 速 度 指 定 、加 速 度 指 定 、
加 速 度 指 定 、
F 2F 2
F 2F 2
F 2
加 速 度 指 定 、加 速 度 指 定 、
加 速 度 指 定 、加 速 度 指 定 、
加 速 度 指 定、
F 3F 3
F 3F 3
F 3
加 速 度 指 定 、加 速 度 指 定 、
加 速 度 指 定 、加 速 度 指 定 、
加 速 度 指 定、
F 4F 4
F 4F 4
F 4
加 速 度 指 定 、加 速 度 指 定 、
加 速 度 指 定 、加 速 度 指 定 、
加 速 度 指 定 、
补 装 控 制补 装 控 制
补 装 控 制补 装 控 制
补 装 控 制
0308-001 2-90
4 . 24 . 2
4 . 24 . 2
4 . 2 “
操作数据操作数 据
操作数据操作数 据
操作数据 ”
T a bT a b
T a bT a b
T a b
* 3* 3
* 3* 3
* 3
* 2* 2
* 2* 2
* 2
F i g . 3 B 1 5 5F i g . 3 B 1 5 5
F i g . 3 B 1 5 5F i g . 3 B 1 5 5
F i g . 3 B 1 5 5 “
线路板数据线路板数据
线路板数据线路板数据
线路板数据 ”
选项卡选项卡
选项卡选项卡
选项卡
* 4* 4
* 4* 4
* 4
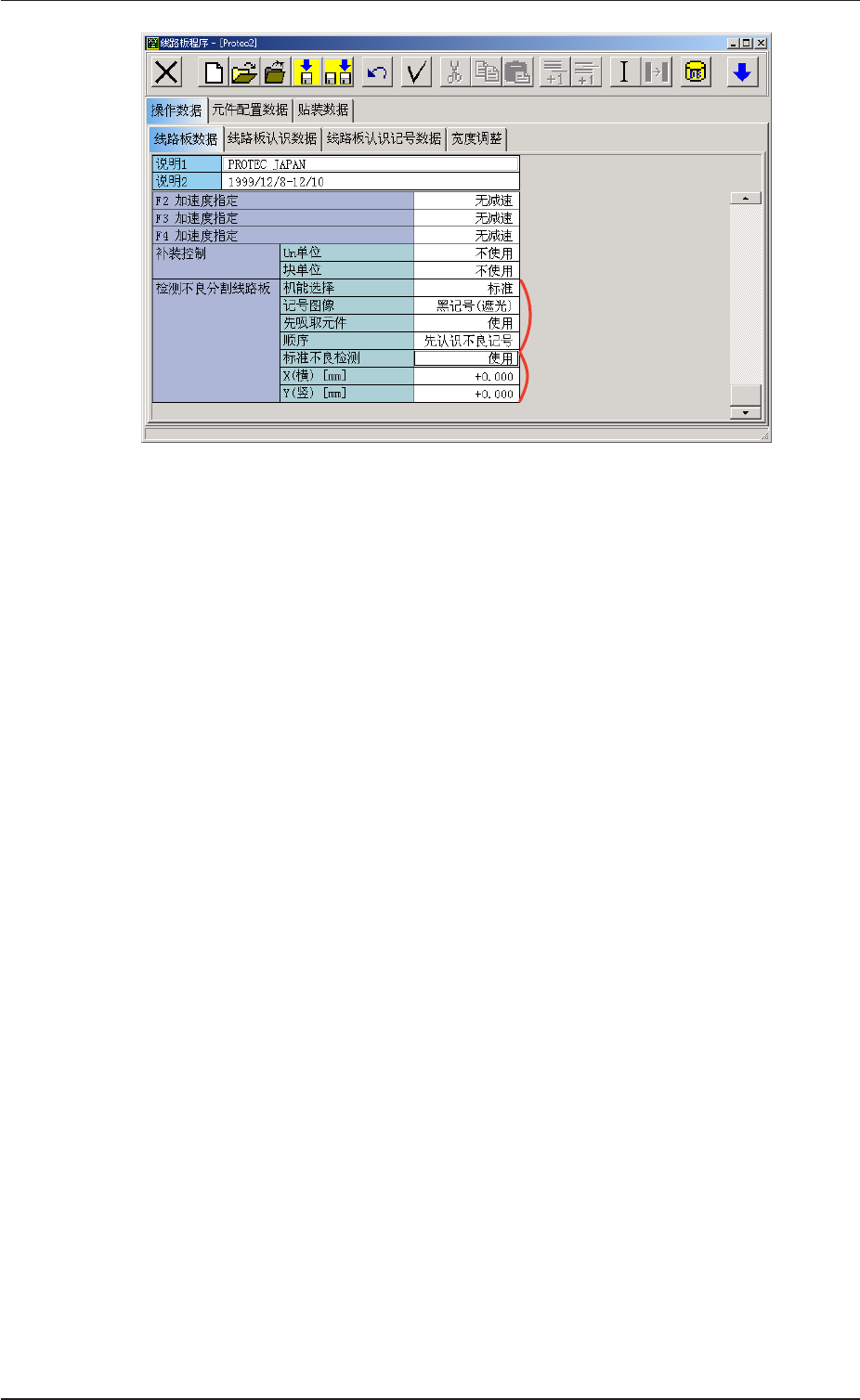
检 测 不 良分 割 线 路 板检 测 不 良 分 割 线 路 板
检 测 不 良分 割 线 路 板检 测 不 良 分 割 线 路 板
检 测 不 良 分 割 线路 板
((
((
(
选项选 项
选项选 项
选 项
))
))
)
机 能 选 择机 能 选 择
机 能 选 择机 能 选 择
机 能 选 择
记 号记 号
记 号记 号
记 号
图像 、图 像 、
图像 、图 像 、
图 像 、
先 取 元 件先 取 元 件
先 取 元 件先 取 元 件
先 取 元 件
、、
、、
、
顺 序顺 序
顺 序顺 序
顺 序
机能选择设定为 “ 不使用 ” 以外时,在此文本框里输入
数据 。
* 5* 5
* 5* 5
* 5
标 准 不良 检 测标准 不 良 检 测
标 准 不良 检 测标准 不 良 检 测
标 准 不 良 检 测
((
((
(
选 项选项
选 项选项
选 项
))
))
)
X (X (
X (X (
X (
横横
横横
横
)[ m m]) [ m m]
)[ m m]) [ m m]
)[m m ]
、、
、、
、
Y (Y (
Y (Y (
Y (
竖竖
竖竖
竖
)[ m m])[ m m]
)[ m m])[ m m]
)[m m ]
设定标准不良检测为 “ 使用 ” 时,在此文本框里输入数据。
0308-001 2-91
4 . 24 . 2
4 . 24 . 2
4 . 2 “
操作数据操作数 据
操作数据操作数 据
操作数据 ”
T a bT a b
T a bT a b
T a b
* 4* 4
* 4* 4
* 4
* 5* 5
* 5* 5
* 5