TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第38页
( A 0 1 _ 0 7 ) ( A 0 1 _ 0 7 ) ( A 0 1 _ 0 7 ) ( A 0 1 _ 0 7 ) ( A 0 1 _ 0 7 ) 运 行 方 式 运 行 方 式 运 行 方 式 运 行 方 式 运 行 方 式 选 择 “ 贴 装 ” 运 作 或 者 “ 通 过 ” 运 作 。 通 常 选 择 “ 贴 装 ” 运 作 。 把 选 择 “ 通 过 ” 的 模 板 程 序 设 为 生 产 机 种 数 据 时 , …
( A 0 1 _ 0 5 )( A 0 1 _ 0 5 )
( A 0 1 _ 0 5 )( A 0 1 _ 0 5 )
( A 0 1 _ 0 5 )
线路板位置决定基准线路板位置决定基准
线路板位置决定基准线路板位置决定基准
线路板位置决定基准
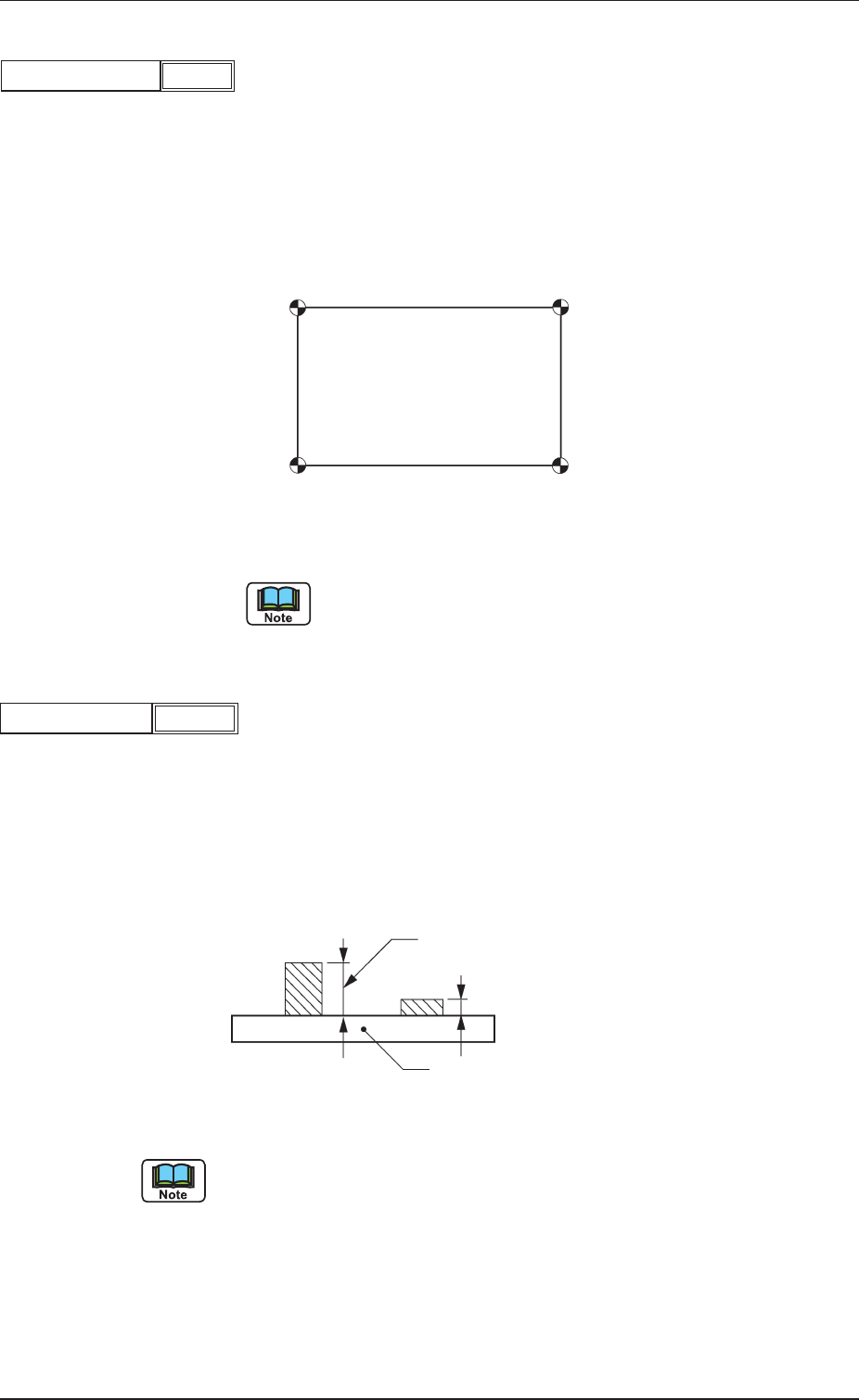
表示线路板位置决定基准。
左 后左 后
左 后左 后
左 后
::
::
: 左后基准
左 前左 前
左 前左 前
左 前
::
::
: 左前基准
右 前右 前
右 前右 前
右 前
::
::
: 右前基准
右 后右 后
右 后右 后
右 后
::
::
: 右后基准
F i g . 3 B 2 1F ig .3 B 2 1
F i g . 3 B 2 1F ig .3 B 2 1
F i g . 3 B 2 1
使用不同线路板定位基准的装置备用线路板程序时,进行
变更。
( A 0 1 _ 0 6 _ )( A 0 1 _ 0 6 _ )
( A 0 1 _ 0 6 _ )( A 0 1 _ 0 6 _ )
( A 0 1 _ 0 6 _ )
已贴装元件的厚度已贴装元件的厚度
已贴装元件的厚度已贴装元件的厚度
已贴装元件的厚度
[ m m ] [m m ]
[ m m ] [m m ]
[ m m ]
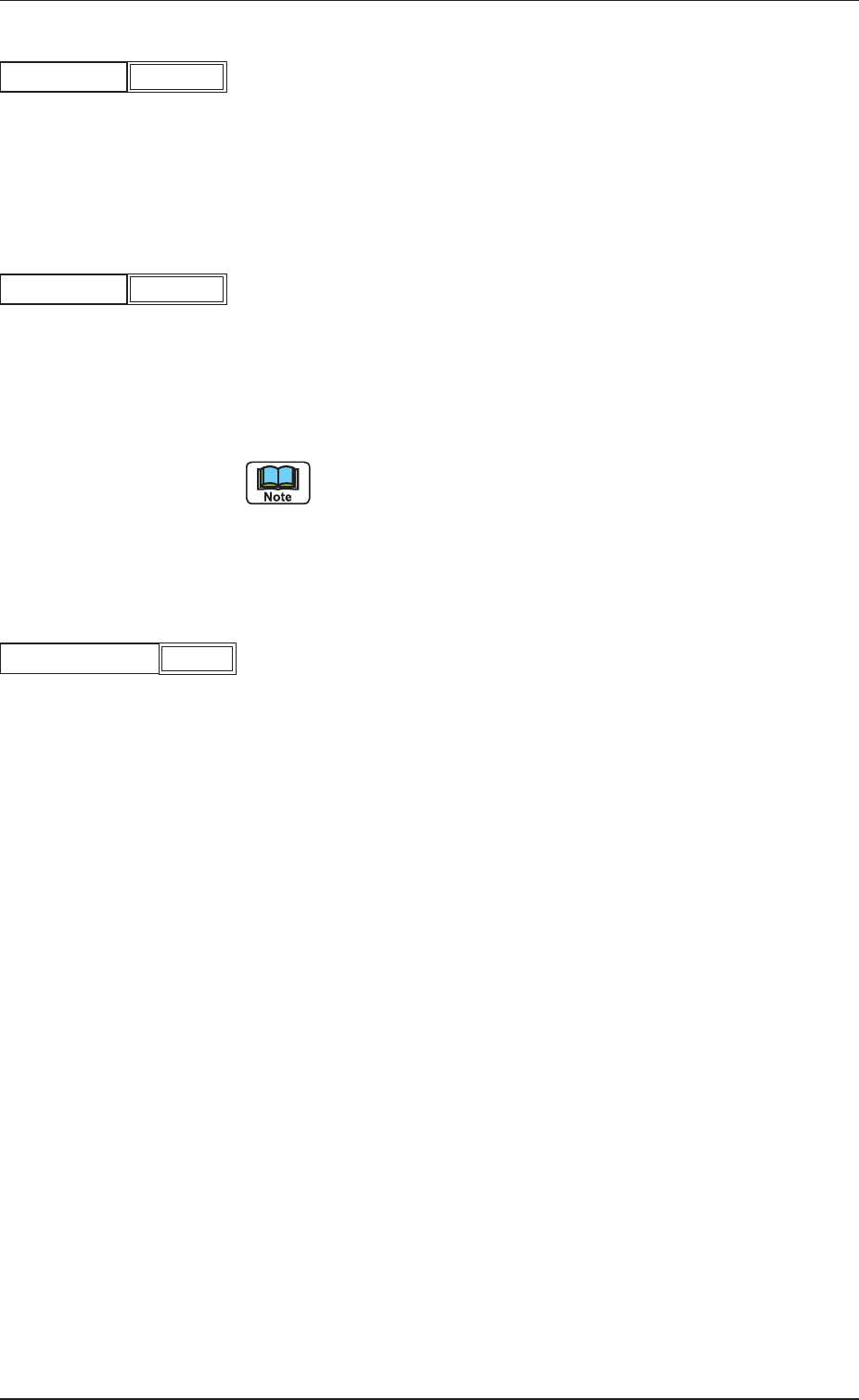
已通过前一工序在线路板表面贴装完元件的线路板被送入时,从
中设定最高元件的厚度。
单位: mm
未装元件的线路板,请设定为 “0 0 . 0 0 ”( 零) 。
数据有效范围数据有效范围
数据有效范围数据有效范围
数据有效范围
: :
: :
: 0.000~6.500
F i g . 3 B 2 3F i g . 3 B 2 3
F i g . 3 B 2 3F i g . 3 B 2 3
F i g . 3 B 2 3
前工序中的贴装状态前工序中的贴装状态
前工序中的贴装状态前工序中的贴装状态
前工序中的贴装状态
(a) 如果不考虑先装元件,把数据设定为零而运作的话,
前工序中贴装的元 件和即将贴装的元 件之 间有时会发
生冲突。
(b) 建议编制贴装数据时,从小型元件开始贴装。
线路板位置决定基准
F i g . 3 B 2 0F i g . 3 B 2 0
F i g . 3 B 2 0F i g . 3 B 2 0
F i g . 3 B 2 0
左前
2 . 3 2 . 3
2 . 3 2 . 3
2 . 3
操作数据操作数据
操作数据操作数据
操作数据
已贴装元件的厚度
[ m m ]
F i g . 3 B 2 2F i g . 3 B 2 2
F i g . 3 B 2 2F i g . 3 B 2 2
F i g . 3 B 2 2
00.000
0308-001 2-18
左后基准左后基准
左后基准左后基准
左后基准
右后基准右后基准
右后基准右后基准
右后基准
左前基准左前基准
左前基准左前基准
左前基准
右前基准右前基准
右前基准右前基准
右前基准
设 定 此 元 件 厚 度设 定 此 元 件 厚 度
设 定 此 元 件 厚 度设 定 此 元 件 厚 度
设 定 此 元 件 厚 度
线 路 板线 路 板
线 路 板线 路 板
线 路 板
( A 0 1 _ 0 7 )( A 0 1 _ 0 7 )
( A 0 1 _ 0 7 )( A 0 1 _ 0 7 )
( A 0 1 _ 0 7 )
运行方式运行方式
运行方式运行方式
运行方式
选择 “ 贴装 ” 运作或者 “ 通过 ” 运作。
通常选择 “ 贴装 ” 运作。
把选 择 “ 通过 ” 的 模 板 程 序 设 为 生 产 机 种数 据 时 , 将自 动 关 闭
( O F F ) 真空泵马达和送风马达。
( A 0 1 _ 0 8 )( A 0 1 _ 0 8 )
( A 0 1 _ 0 8 )( A 0 1 _ 0 8 )
( A 0 1 _ 0 8 )
线路板搬运速度线路板搬运速度
线路板搬运速度线路板搬运速度
线路板搬运速度
从以下选择供给传送带到 X Y 工作台的线路板搬运速度。
标 准标 准
标 准标 准
标 准
低速低速
低速低速
低速
1 1
1 1
1
低速低速
低速低速
低速
2 2
2 2
2
低速低速
低速低速
低速
3 3
3 3
3
高速高速
高速高速
高速
3 3
3 3
3
高速高速
高速高速
高速
2 2
2 2
2
高速高速
高速高速
高速
1 1
1 1
1
(a) 通常选择 “ 标准 ” 。
(b) 已有先装元件时应 考 虑随着 线路 板 搬运 所产 生 的元
件错位,设定相应的减速。
( A 0 1 _ 0 9 )( A 0 1 _ 0 9 )
( A 0 1 _ 0 9 )( A 0 1 _ 0 9 )
( A 0 1 _ 0 9 )
贴装顺序排列贴装顺序排列
贴装顺序排列贴装顺序排列
贴装顺序排列
从以下选择贴装顺序。
通常选择 “ 标准 ” 。
标 准标 准
标 准标 准
标 准
按照贴装数据的控制指令 “P ( 顺序) ” 或者 “Q(倒序)” 中指定的贴装
顺序进行生产。
步 骤步 骤
步 骤步 骤
步 骤
不管线路板程序是顺序还是倒序,依次贴装与重复线路板相同送
料器编号的元件。
通常料车动作频率要比标准设 定小。
2 . 3 2 . 3
2 . 3 2 . 3
2 . 3
操作数据操作数据
操作数据操作数据
操作数据
运行方式
F i g . 3 B 2 4F i g . 3 B 2 4
F i g . 3 B 2 4F i g . 3 B 2 4
F i g . 3 B 2 4
贴装
线路板搬运速度
F i g . 3 B 2 5F i g . 3 B 2 5
F i g . 3 B 2 5F i g . 3 B 2 5
F i g . 3 B 2 5
标准
标准贴装顺序排列
F i g . 3 B 2 6F i g . 3 B 2 6
F i g . 3 B 2 6F i g . 3 B 2 6
F i g . 3 B 2 6
0308-001 2-19
( A 0 1 _ 1 0 )( A 0 1 _ 1 0 )
( A 0 1 _ 1 0 )( A 0 1 _ 1 0 )
( A 0 1 _ 1 0 )
送料器待机位置送料器待机位置
送料器待机位置送料器待机位置
送料器待机位置
设定送料器待机位置 “ 送料器编号 ” 。
00
00
0 : 不使用此机能。
送 料 器 编 号送 料 器 编 号
送 料 器 编 号送 料 器 编 号
送 料 器 编 号
的 输 入的 输 入
的 输 入的 输 入
的 输 入 : 完成一 个线路板后, 料车返回到指
定 Fdr No.(吸取位置)。
数 据数 据
数 据数 据
数 据
有 效有 效
有 效有 效
有 效
范 围范 围
范 围范 围
范 围
TCM-X110 TC M - X 210TCM-X110 T CM - X 21 0
TCM-X110 TC M - X 210TCM-X110 T CM - X 21 0
TCM- X11 0 TC M - X 210
101~179、201~279、301~379、401~479
T C M - X 3 0 0T CM -X 3 0 0
T C M - X 3 0 0T CM -X 3 0 0
T C M - X 3 0 0
101~170、201~270、301~370、401~470
不能设定元件配置数据中不存在的送料器编号 。
( A 0 1 _ 1 1 )( A 0 1 _ 1 1 )
( A 0 1 _ 1 1 )( A 0 1 _ 1 1 )
( A 0 1 _ 1 1 )
替代机能指定替代机能指定
替代机能指定替代机能指定
替代机能指定
从以下选择替代机能。
不 使 用不 使 用
不 使 用不 使 用
不 使 用 : 不使用替代机能。
单 元 替 代单 元 替 代
单 元 替 代单 元 替 代
单 元 替 代 : 使用单元替代机 能。
料 盘 替 代料 盘 替 代
料 盘 替 代料 盘 替 代
料 盘 替 代 : 使用料盘替代机能。
在元件配置数据中设定送料器替代。
0308-001 2-20
2 . 32 . 3
2 . 32 . 3
2 . 3
操作数据操作数据
操作数据操作数据
操作数据
0
送料器待机位置
F i g . 3 B 2 7F i g . 3 B 2 7
F i g . 3 B 2 7F i g . 3 B 2 7
F i g . 3 B 2 7
不使用
替代机能指定
F i g . 3 B 2 8F i g . 3 B 2 8
F i g . 3 B 2 8F i g . 3 B 2 8
F i g . 3 B 2 8