TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第87页
( 2 ) ( 2 ) ( 2 ) ( 2 ) ( 2 ) 操作 数据的编制 操作 数据的编制 操作 数据的编制 操作 数据的编制 操作 数据的编制 线 路 板 数 据 线 路 板 数 据 线 路 板 数 据 线 路 板 数 据 线 路 板 数 据 T a b l e 3 B 3 1 T a b l e 3 B 3 1 T a b l e 3 B 3 1 T a b l e 3 B 3 1 T a b l e 3 B 3 1 X ( X…
3 . 53 . 5
3 . 53 . 5
3 . 5
重复线路板重复线路 板
重复线路板重复线路 板
重复线路板
((
((
(
有检测 不良分割线路 板机能有检测 不良 分 割线路 板机 能
有检测 不良分割线路 板机能有检测 不良 分 割线路 板机 能
有检测不良 分 割线路 板机 能
))
))
)
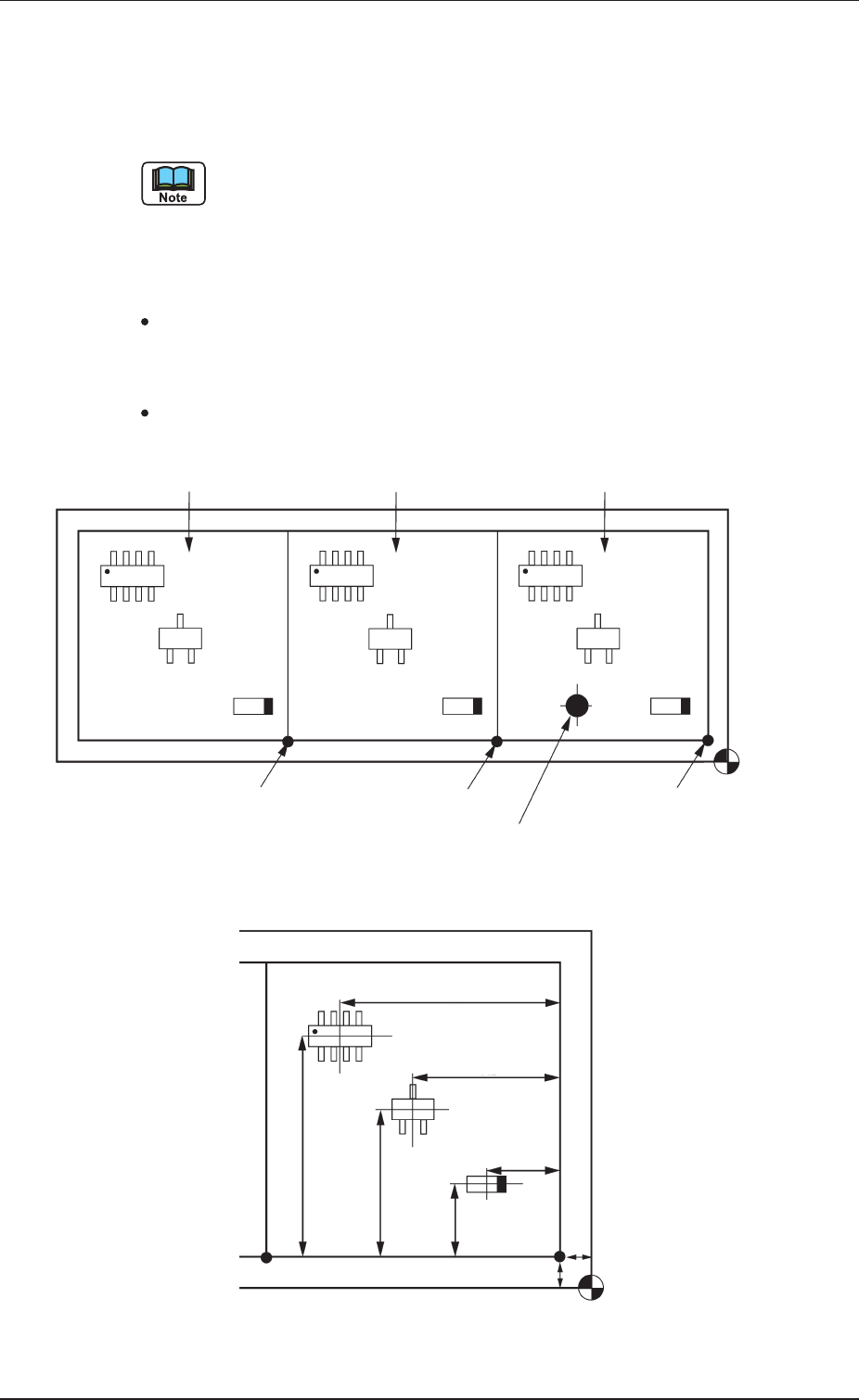
数据创建的 典例如下。
不能在没有装备检测分割线路板不良机能的装置上使用。
( 1 )( 1 )
( 1 )( 1 )
( 1 )
线 路 板 程 序 创 建 信 息线 路 板 程 序 创 建 信 息
线 路 板 程 序 创 建 信 息线 路 板 程 序 创 建 信 息
线 路 板 程 序 创 建 信 息
线 路 板 尺 寸 、线 路 板 尺 寸 、
线 路 板 尺 寸 、线 路 板 尺 寸 、
线路 板 尺 寸 、
元 件 包 装 和 元 件元 件 包 装和 元 件
元 件 包 装 和 元 件元 件 包 装和 元 件
元件 包 装 和元 件
I DI D
I DI D
I D
、、
、、
、
线 路 板 认识 记 号线路 板 认 识记 号
线 路 板 认识 记 号线路 板 认 识记 号
线 路 板 认 识 记 号
制作与 “ 3 . 1 单个线路板 ” 相同的尺寸。
贴 装 坐 标 、贴 装 坐 标 、
贴 装 坐 标 、贴 装 坐 标 、
贴 装 坐 标 、
贴 装 角 度贴 装 角 度
贴 装 角 度贴 装 角 度
贴 装 角 度
F i g . 3 B 1 3 0F i g . 3 B 1 3 0
F i g . 3 B 1 3 0F i g . 3 B 1 3 0
F i g . 3 B 1 3 0
整体图整体图
整体图整体图
整体图
F i g . 3 B 1 3 1F i g . 3 B 1 3 1
F i g . 3 B 1 3 1F i g . 3 B 1 3 1
F i g . 3 B 1 3 1
线路板线路板
线路板线路板
线路板
1 (1 (
1 (1 (
1 (
放大图放大图
放大图放大图
放大图
))
))
)
3 . 53 . 5
3 . 53 . 5
3 . 5
重 复 线 路 板重 复 线 路 板
重 复 线 路 板重 复 线 路 板
重 复 线 路 板
((
((
(
有 检 测 不 良 分 割 线 路 板 机 能有 检 测 不 良 分 割 线 路 板 机 能
有 检 测 不 良 分 割 线 路 板 机 能有 检 测 不 良 分 割 线 路 板 机 能
有 检 测 不 良 分 割 线 路 板 机 能
))
))
)
0308-001 2-67
XX
XX
X
33
333
YY
YY
Y
33
33
3
XX
XX
X
22
22
2
XX
XX
X
11
11
1
YY
YY
Y
11
111
YY
YY
Y
22
22
2
O XO X
O XO X
O X
11
11
1
O YO Y
O YO Y
O Y
11
11
1
线路板线路板
线路板线路板
线路板
33
33
3
线路板线路板
线路板线路板
线路板
22
22
2
线路板线路板
线路板线路板
线路板
11
11
1
贴 装 坐 标 基 准贴 装 坐 标 基 准
贴 装 坐 标 基 准贴 装 坐 标 基 准
贴 装 坐 标 基 准
(O X(OX
(O X(OX
(O X
11
11
1
,
0Y0Y
0Y0Y
0Y
11
11
1
))
))
)
不良记号贴位不良记号贴位
不良记号贴位不良记号贴位
不良记号贴位
( B X( B X
( B X( B X
( B X
1 ,1 ,
1 ,1 ,
1 ,
B YB Y
B YB Y
B Y
11
11
1
))
))
)
(O X(O X
(O X(O X
(O X
22
22
2
,
0Y0Y
0Y0Y
0Y
22
22
2
))
))
)
线路板线路板
线路板线路板
线路板
原点原点
原点原点
原点
((
((
(
OO
OO
O
XX
XX
X
3 ,3 ,
3 ,3 ,
3 ,
O YO Y
O YO Y
O Y
33
33
3
))
))
)
贴 装 坐 标 基 准贴 装 坐 标 基 准
贴 装 坐 标 基 准贴 装 坐 标 基 准
贴 装 坐 标 基 准
( 2 )( 2 )
( 2 )( 2 )
( 2 )
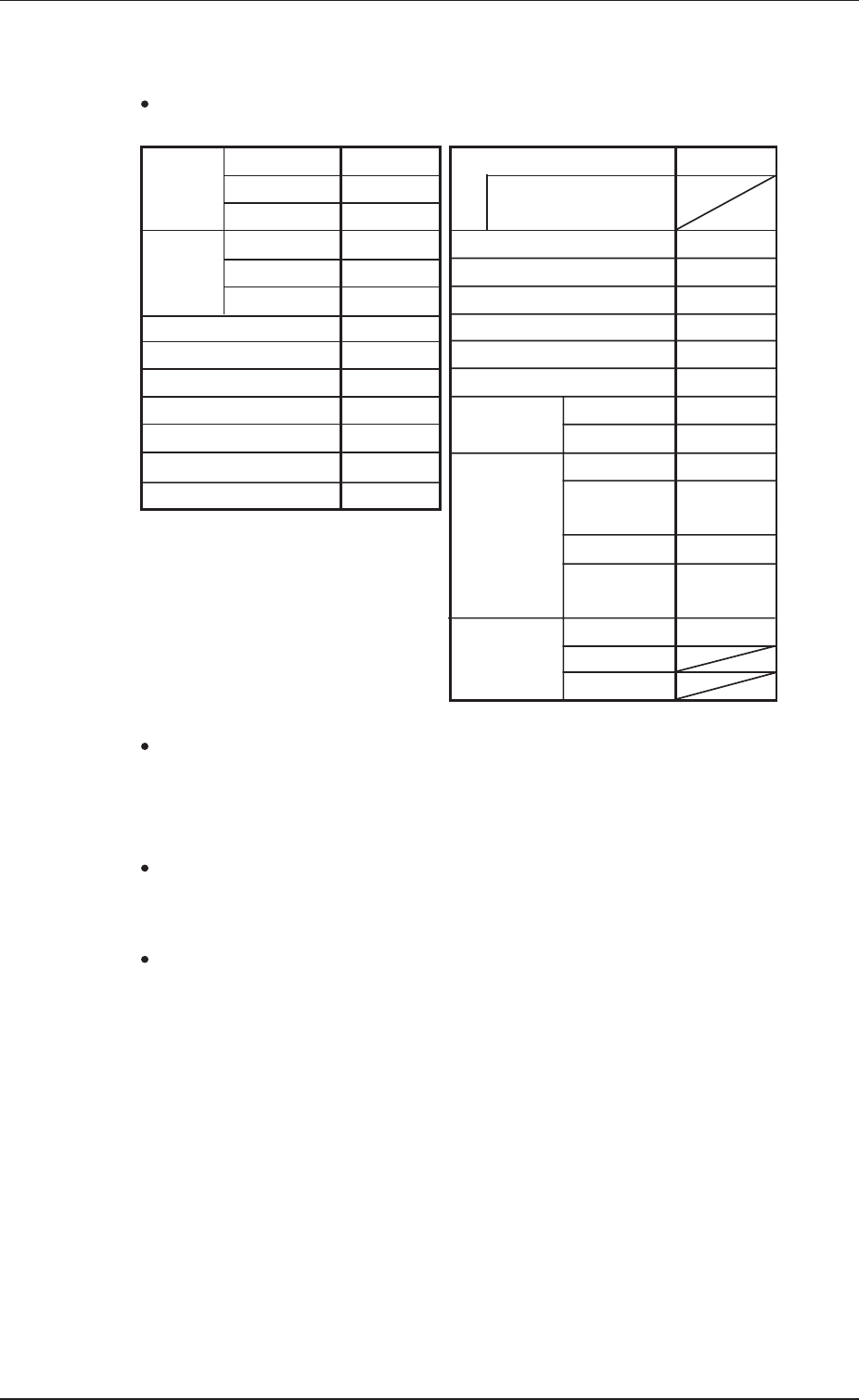
操作数据的编制操作数据的编制
操作数据的编制操作数据的编制
操作数据的编制
线 路 板 数 据线 路 板 数 据
线 路 板 数 据线 路 板 数 据
线 路 板 数 据
Table 3B 31Tab le 3 B31
Table 3B 31Tab le 3 B31
Tabl e 3B3 1
X (X (
X (X (
X (
横横
横横
横
) [ m m ]) [ m m ]
) [ m m ]) [ m m ]
) [ m m ]
33 0 . 0 003 3 0 . 0 0 0
33 0 . 0 003 3 0 . 0 0 0
33 0 . 0 00
替 代 机 能 指 定替 代 机 能 指 定
替 代 机 能 指 定替 代 机 能 指 定
替 代 机 能 指 定
不使用不使用
不使用不使用
不使用
线 路 板线 路 板
线 路 板线 路 板
线 路 板
Y (Y (
Y (Y (
Y (
竖竖
竖竖
竖
) [ m m ]) [ m m ]
) [ m m ]) [ m m ]
) [ m m ]
25 0 . 0 002 5 0 . 0 0 0
25 0 . 0 002 5 0 . 0 0 0
25 0 . 0 00
单元替代单元替代
单元替代单元替代
单元替代
尺 寸尺 寸
尺 寸尺 寸
尺 寸
T(T(
T(T(
T(
厚度厚度
厚度厚度
厚度
))
))
)
[mm][mm]
[mm][mm]
[mm]
1 . 6 0 01 . 6 0 0
1 . 6 0 01 . 6 0 0
1. 6 0 0
优先顺序指定优先顺序指定
优先顺序指定优先顺序指定
优先顺序指定
线 路 板线 路 板
线 路 板线 路 板
线 路 板
X (X (
X (X (
X (
横横
横横
横
) [ m m ]) [ m m ]
) [ m m ]) [ m m ]
) [ m m ]
+0 0 . 0 00+ 0 0 . 0 0 0
+0 0 . 0 00+ 0 0 . 0 0 0
+0 0 . 0 00
元 件 配 置 补 正 值元 件 配 置 补 正 值
元 件 配 置 补 正 值元 件 配 置 补 正 值
元 件 配 置 补 正 值
+ 0 0 0+ 0 0 0
+ 0 0 0+ 0 0 0
+ 0 0 0
原 点原 点
原 点原 点
原 点
Y (Y (
Y (Y (
Y (
竖竖
竖竖
竖
) [ m m ]) [ m m ]
) [ m m ]) [ m m ]
) [ m m ]
+0 0 . 0 00+ 0 0 . 0 0 0
+0 0 . 0 00+ 0 0 . 0 0 0
+0 0 . 0 00
X YX Y
X YX Y
X Y
工作台加速度指定工作台加速度指定
工作台加速度指定工作台加速度指定
工作台加速度指定
无 减 速无 减 速
无 减 速无 减 速
无 减 速
补 正 值补 正 值
补 正 值补 正 值
补 正 值
Z(Z(
Z(Z(
Z(
角度角度
角度角度
角度
)[mm])[mm]
)[mm])[mm]
)[mm]
+ 0 . 0 0+ 0 . 0 0
+ 0 . 0 0+ 0 . 0 0
+ 0. 0 0
F 1F 1
F 1F 1
F 1
加速度指定加速度指定
加速度指定加速度指定
加速度指定
无 减 速无 减 速
无 减 速无 减 速
无 减 速
线路板高度补正值线路板高度补正值
线路板高度补正值线路板高度补正值
线路板高度补正值
[ m m ][ m m ]
[ m m ][ m m ]
[ m m ]
+ 0 .0 0 0+ 0 . 0 0 0
+ 0 .0 0 0+ 0 . 0 0 0
+ 0. 0 0 0
F 2F 2
F 2F 2
F 2
加速度指定加速度指定
加速度指定加速度指定
加速度指定
无 减 速无 减 速
无 减 速无 减 速
无 减 速
线 路 板 位 置 决 定 基 准线 路 板 位 置 决 定 基 准
线 路 板 位 置 决 定 基 准线 路 板 位 置 决 定 基 准
线 路 板 位 置 决 定 基 准
右 前右 前
右 前右 前
右 前
F 3F 3
F 3F 3
F 3
加速度指定加速度指定
加速度指定加速度指定
加速度指定
无 减 速无 减 速
无 减 速无 减 速
无 减 速
已贴装元件的厚度已贴装元件的厚度
已贴装元件的厚度已贴装元件的厚度
已贴装元件的厚度
[mm][mm]
[mm][mm]
[mm]
0 . 0 0 0 0 . 0 0 0
0 . 0 0 0 0 . 0 0 0
0 . 0 0 0
F 4F 4
F 4F 4
F 4
加速度指定加速度指定
加速度指定加速度指定
加速度指定
无 减 速无 减 速
无 减 速无 减 速
无 减 速
运 行 方 式运 行 方 式
运 行 方 式运 行 方 式
运 行 方 式
贴 装贴 装
贴 装贴 装
贴 装
补装控制补 装 控 制
补装控制补 装 控 制
补装控制
U nU n
U nU n
U n
单位单位
单位单位
单位
不 使 用不 使 用
不 使 用不 使 用
不 使 用
线 路 板 搬 运 速 度线 路 板 搬 运 速 度
线 路 板 搬 运 速 度线 路 板 搬 运 速 度
线 路 板 搬 运 速 度
标 准标 准
标 准标 准
标 准
块 单 位块 单 位
块 单 位块 单 位
块 单 位
不 使 用不 使 用
不 使 用不 使 用
不 使 用
贴 装 顺 序 排 列贴 装 顺 序 排 列
贴 装 顺 序 排 列贴 装 顺 序 排 列
贴 装 顺 序 排 列
标 准标 准
标 准标 准
标 准
机 能 选 择机 能 选 择
机 能 选 择机 能 选 择
机 能 选 择
标 准标 准
标 准标 准
标 准
送 料 器 待 机 位 置送 料 器 待 机 位 置
送 料 器 待 机 位 置送 料 器 待 机 位 置
送 料 器 待 机 位 置
0 0 00 0 0
0 0 00 0 0
0 0 0
记 号记 号
记 号记 号
记 号
黑 记 号黑 记 号
黑 记 号黑 记 号
黑 记 号
检 测 不 良检 测 不 良
检 测 不 良检 测 不 良
检 测 不 良
图 像图 像
图 像图 像
图 像
((
((
(
遮光遮光
遮光遮光
遮光
))
))
)
分 割 线 路 板分 割 线 路 板
分 割 线 路 板分 割 线 路 板
分 割 线 路 板
先 吸 取 元 件 不 使 用先 吸 取 元 件 不 使 用
先 吸 取 元 件 不 使 用先 吸 取 元 件 不 使 用
先 吸 取 元 件 不 使 用
((
((
(
选项选项
选项选项
选项
))
))
)
顺 序顺 序
顺 序顺 序
顺 序
先 认 识先 认 识
先 认 识先 认 识
先 认 识
不良记号不良记号
不良记号不良记号
不良记号
标 准标 准
标 准标 准
标 准
机 能 选 择机 能 选 择
机 能 选 择机 能 选 择
机 能 选 择
不 使 用不 使 用
不 使 用不 使 用
不 使 用
不 良 检 测不 良 检 测
不 良 检 测不 良 检 测
不 良 检 测
X (X (
X (X (
X (
横横
横横
横
) [ m m ]) [ m m ]
) [ m m ]) [ m m ]
) [ m m ]
((
((
(
选项选项
选项选项
选项
))
))
)
Y (Y (
Y (Y (
Y (
竖竖
竖竖
竖
) [ m m ]) [ m m ]
) [ m m ]) [ m m ]
) [ m m ]
线 路 板 认 识 数 据线 路 板 认 识 数 据
线 路 板 认 识 数 据线 路 板 认 识 数 据
线 路 板 认 识 数 据
请把线路板认识机能选择设定为 “ 不认识 ” 。
请不要设定其它数据。
线 路 板 认 识 记 号 数 据线 路 板 认 识 记 号 数 据
线 路 板 认 识 记 号 数 据线 路 板 认 识 记 号 数 据
线 路 板 认 识 记 号 数 据
请不要编制此数据 。
宽度 调 整宽度调 整
宽度 调 整宽度调 整
宽度 调 整
需要使用自动 调整机能时编 制。
( 3 )( 3 )
( 3 )( 3 )
( 3 )
元 件 配 置 数 据 的 编 制元 件 配 置 数 据 的 编 制
元 件 配 置 数 据 的 编 制元 件 配 置 数 据 的 编 制
元 件 配 置 数 据 的 编 制
制作与 “3.1 单个线路板 ” 相同的尺寸。
3 . 53 . 5
3 . 53 . 5
3 . 5
重 复 线 路 板重 复 线 路 板
重 复 线 路 板重 复 线 路 板
重 复 线 路 板
((
((
(
有 检 测 不 良 分 割 线 路 板 机 能有 检 测 不 良 分 割 线 路 板 机 能
有 检 测 不 良 分 割 线 路 板 机 能有 检 测 不 良 分 割 线 路 板 机 能
有 检 测 不 良 分 割 线 路 板 机 能
))
))
)
0308-001 2-68
( 4 )( 4 )
( 4 )( 4 )
( 4 )
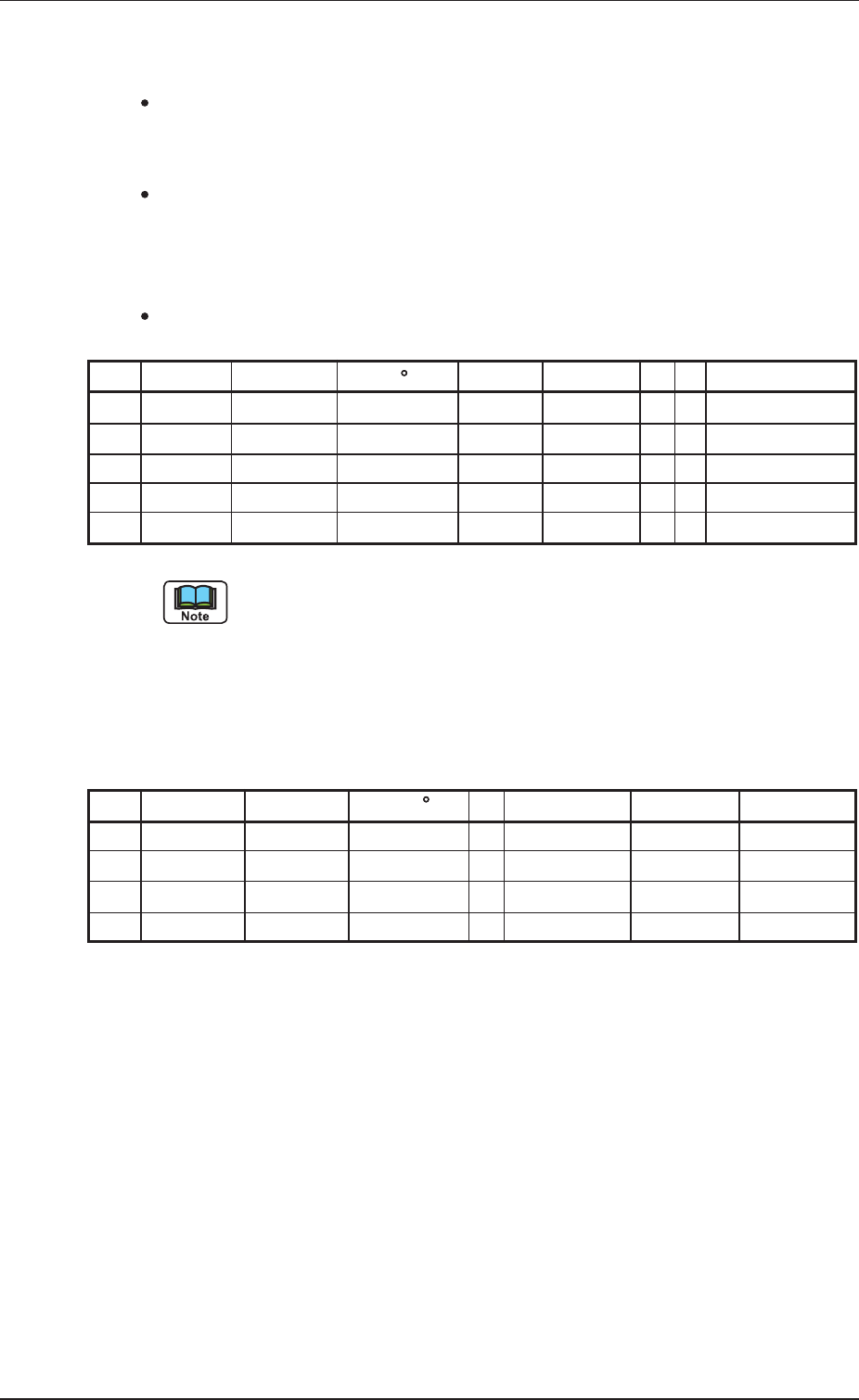
贴装数据贴装数据
贴装数据贴装数据
贴装数据
( P ) U 1( P ) U 1
( P ) U 1( P ) U 1
( P ) U 1
的编制的编制
的编制的编制
的编制
单 元 控 制单 元 控 制
单 元 控 制单 元 控 制
单 元 控 制
制作与 “3.1 单个线路板 ” 相同的尺寸。
分 割 线 路 板 认 识分 割 线 路 板认 识
分 割 线 路 板 认 识分 割 线 路 板认 识
分 割 线 路 板 认 识
请把 “ 分割线路板认识 ” 设定为 “ 不认识 ” 。
请不要设定其它数据。
贴装数据贴装数据
贴装数据贴装数据
贴装数据
( P )( P )
( P )( P )
( P )
Table 3 B32Tab le 3 B32
Table 3 B32Tab le 3 B32
Tabl e 3B 32
P-No.P-No.
P-No.P-No.
P-No.
XX
XX
X
[m m ][ m m ]
[m m ][ m m ]
[ m m ]
Y [m m ]Y [ m m ]
Y [m m ]Y [ m m ]
Y [ m m ]
Z[ Z[
Z[ Z[
Z[
]]
]]
]
H[mm] Fdr. No.H[mm] Fdr. No.
H[mm] Fdr. No.H[mm] Fdr. No.
H[mm] Fdr. No.
VV
VV
V
CC
CC
C
说 明说 明
说 明说 明
说 明
11
11
1
B XB X
B XB X
B X
11
11
1
B YB Y
B YB Y
B Y
11
11
1
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0. 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
0 0 00 0 0
0 0 00 0 0
0 0 0
0 00 0
0 00 0
0 0
BB
BB
B
22
22
2
XX
XX
X
11
111
YY
YY
Y
11
111
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0. 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
1 0 11 0 1
1 0 11 0 1
1 0 1
0 00 0
0 00 0
0 0
--
--
-
33
33
3
XX
XX
X
22
22
2
YY
YY
Y
22
22
2
+0 9 0 . 00+ 09 0 . 0 0
+0 9 0 . 00+ 09 0 . 0 0
+0 9 0. 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
1 0 31 0 3
1 0 31 0 3
1 0 3
0 00 0
0 00 0
0 0
--
--
-
44
44
4
XX
XX
X
33
33
3
YY
YY
Y
33
33
3
+1 8 0 . 00+1 8 0 . 00
+1 8 0 . 00+1 8 0 . 00
+ 18 0 . 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
1 0 51 0 5
1 0 51 0 5
1 0 5
0 00 0
0 00 0
0 0
--
--
-
55
55
5
+000.000+000.000
+000.000+000.000
+000.000
+0 00 . 00 0+ 0 0 0 . 0 0 0
+0 00 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 00 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0. 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
0 0 00 0 0
0 0 00 0 0
0 0 0
0 00 0
0 00 0
0 0
PP
PP
P
(a) 在 P- N o. 1 步骤设定不良标记粘贴位置坐标(B X
1
,BY
1
)
和控制指令 “B ” 。
(b) 请把最终步骤的控制指令设定为 “ P ” 或者 “ Q ” 。
( 5 )( 5 )
( 5 )( 5 )
( 5 )
贴装数据贴装数据
贴装数据贴装数据
贴装数据
( O ) U 1( O ) U 1
( O ) U 1( O ) U 1
( O ) U 1
的编制的编制
的编制的编制
的编制
Table 3 B33Tab le 3 B33
Table 3 B33Tab le 3 B33
Tabl e 3B 33
O-No.O-No.
O-No.O-No.
O-No.
XX
XX
X
[ m m ][ m m ]
[ m m ][ m m ]
[ m m ]
Y [ m m ]Y [ m m ]
Y [ m m ]Y [ m m ]
Y [ m m ]
Z [ Z [
Z [ Z [
Z [
]]
]]
]
CC
CC
C
说明说明
说明说明
说明
B- X [ m m]B -X [ m m ]
B- X [ m m]B -X [ m m ]
B- X [ m m]
B- Y [ m m]B -Y [ m m ]
B- Y [ m m]B -Y [ m m ]
B- Y [m m ]
11
11
1
O XO X
O XO X
O X
11
11
1
O YO Y
O YO Y
O Y
11
11
1
+0 0 0. 0 0+00 0 . 00
+0 0 0. 0 0+00 0 . 00
+0 0 0 . 0 0
--
--
-
+0 0 0 . 0 0 0+ 0 0 0 . 0 00
+0 0 0 . 0 0 0+ 0 0 0 . 0 00
+0 0 0. 0 0 0
+0 0 0. 0 0 0+ 00 0 . 00 0
+0 0 0. 0 0 0+ 00 0 . 00 0
+0 00 . 000
22
22
2
O XO X
O XO X
O X
22
222
O YO Y
O YO Y
O Y
22
222
+0 0 0. 0 0+00 0 . 00
+0 0 0. 0 0+00 0 . 00
+0 0 0 . 0 0
--
--
-
+0 0 0 . 0 0 0+ 0 0 0 . 0 00
+0 0 0 . 0 0 0+ 0 0 0 . 0 00
+0 0 0. 0 0 0
+0 0 0. 0 0 0+ 00 0 . 00 0
+0 0 0. 0 0 0+ 00 0 . 00 0
+0 00 . 000
33
33
3
O XO X
O XO X
O X
33
33
3
O YO Y
O YO Y
O Y
33
33
3
+0 0 0. 0 0+00 0 . 00
+0 0 0. 0 0+00 0 . 00
+0 0 0 . 0 0
--
--
-
+0 0 0 . 0 0 0+ 0 0 0 . 0 00
+0 0 0 . 0 0 0+ 0 0 0 . 0 00
+0 0 0. 0 0 0
+0 0 0. 0 0 0+ 00 0 . 00 0
+0 0 0. 0 0 0+ 00 0 . 00 0
+0 00 . 000
44
44
4
+0 0 0 . 00 0+ 0 00 . 0 0 0
+0 0 0 . 00 0+ 0 00 . 0 0 0
+0 0 0. 0 0 0
+0 0 0 . 0 0 0+ 00 0 . 0 00
+0 0 0 . 0 0 0+ 00 0 . 0 00
+0 0 0. 0 0 0
+0 0 0. 0 0+00 0 . 00
+0 0 0. 0 0+00 0 . 00
+0 0 0 . 0 0
EE
EE
E
+0 0 0 . 0 0 0+ 0 0 0 . 0 00
+0 0 0 . 0 0 0+ 0 0 0 . 0 00
+0 0 0. 0 0 0
+0 0 0. 0 0 0+ 00 0 . 00 0
+0 0 0. 0 0 0+ 00 0 . 00 0
+0 00 . 000
3 . 53 . 5
3 . 53 . 5
3 . 5
重 复 线 路 板重 复 线 路 板
重 复 线 路 板重 复 线 路 板
重 复 线 路 板
((
((
(
有 检 测 不 良 分 割 线 路 板 机 能有 检 测 不 良 分 割 线 路 板 机 能
有 检 测 不 良 分 割 线 路 板 机 能有 检 测 不 良 分 割 线 路 板 机 能
有 检 测 不 良 分 割 线 路 板 机 能
))
))
)
0308-001 2-69