TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第267页
0 30 8 -0 01 5 - 50 3 . 3 3 . 3 3 . 3 3 . 3 3 . 3 “ 运 行 参 数 运 行 参 数 运 行 参 数 运 行 参 数 运 行 参 数 ” T a b T a b T a b T a b T a b 保 存 数 保 存 数 保 存 数 保 存 数 保 存 数 机 能选 择 设 定为 “ 保 存 ( N G 时 ) ” 或 “ 保 存 ( O K 时 ) ” 时, 从 “ 1 ( 1 0 0…

* 7* 7
* 7* 7
* 7
线 路 板 贴 装 完 成 导 引线 路 板 贴 装 完 成 导 引
线 路 板 贴 装 完 成 导 引线 路 板 贴 装 完 成 导 引
线 路 板 贴 装 完 成 导 引
机 能 选 择 、机 能 选 择 、
机 能 选 择 、机 能 选 择 、
机 能 选 择 、
导 引 周 期导 引 周 期
导 引 周 期导 引 周 期
导 引 周 期
[[
[[
[
次次
次次
次
]]
]]
]
为了显示 在一个生产运作导引信息中,完成的线路板贴装次
数随着设 定导引周期显示为装置信息的设定数据。
导引周期为 “ 0 ” 时,无法进行导引。
* 8* 8
* 8* 8
* 8
认 识 图 像 保 存认 识 图 像 保 存
认 识 图 像 保 存认 识 图 像 保 存
认 识 图 像 保 存
机 能 选 择 、机 能 选 择 、
机 能 选 择 、机 能 选 择 、
机 能 选 择 、
对 象 、对 象 、
对 象 、对 象 、
对 象 、
条 件 、条 件 、
条 件 、条 件 、
条 件 、
保 存 数 、保 存 数 、
保 存 数 、保 存 数 、
保 存 数 、
安 装 头 、安 装 头 、
安 装 头 、安 装 头 、
安 装 头 、
吸 嘴 、吸 嘴 、
吸 嘴 、吸 嘴 、
吸 嘴 、
F D R - N O .F D R - N O .
F D R - N O .F D R - N O .
F D R - N O .
、、
、、
、
元件元件
元件元件
元件
I DI D
I DI D
I D
为了分析 认识异常界面的异常原因,设定认识图像的保存方
式数据( 对象、条件、保存数) 。
机 能 选 择机 能 选 择
机 能 选 择机 能 选 择
机 能 选 择
从 “ 不保存 ” 、“ 保存( 认识 NG 时)”、“ 保存(认识 OK 时)” 中
选择 。
设定机能选择为 “ 保存( 认识 N G 时) ” 或 “ 保存( 认识 O K 时) ”,
将符合运作中保存方式( 对象、条件) 的认识异常界面作为对
象,用设定在保存方式( 保存数) 的相应分辨率保存在认识板
的存储器 里。
正常运行时,不要使用“保存(认识 OK 时) ”。
对 象对 象
对 象对 象
对 象
设定机能选择为“保存( 认识N G 时) ”或“保存( 认识O K 时) ”时,从
“元件/ 线路板认识”、“元件认识”、 “线路板认识”中选择。
条 件条 件
条 件条 件
条 件
设定机能选择为 “ 保存( 认识 N G 时) ” 或 “ 保存( 认识 O K 时) ”,
时,从 “ 无 ”、 “ 元件 ID ”、“ 送料器 ”、“ 安装头 / 吸嘴 ” 中选
择 。
(a) 设定 “ 元件 I D ” 时,需要元件 I D 名的指定。
请参照 “ 元件 I D 名的指定方法 ”。
(b) 设定 “ 料车 ” 时,需要 F dr . No .的指定。
(c) 设定 “ 安装头 / 吸嘴 ” 时,需要安装头编号、吸嘴
编号 。
(d) 条件只有在关闭元件认识异常时有 效。
可无条件设定线路板认识异常图像 的保存。
0308-001 5-49
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b
0308-001 5-50
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b
保 存 数保 存 数
保 存 数保 存 数
保 存 数
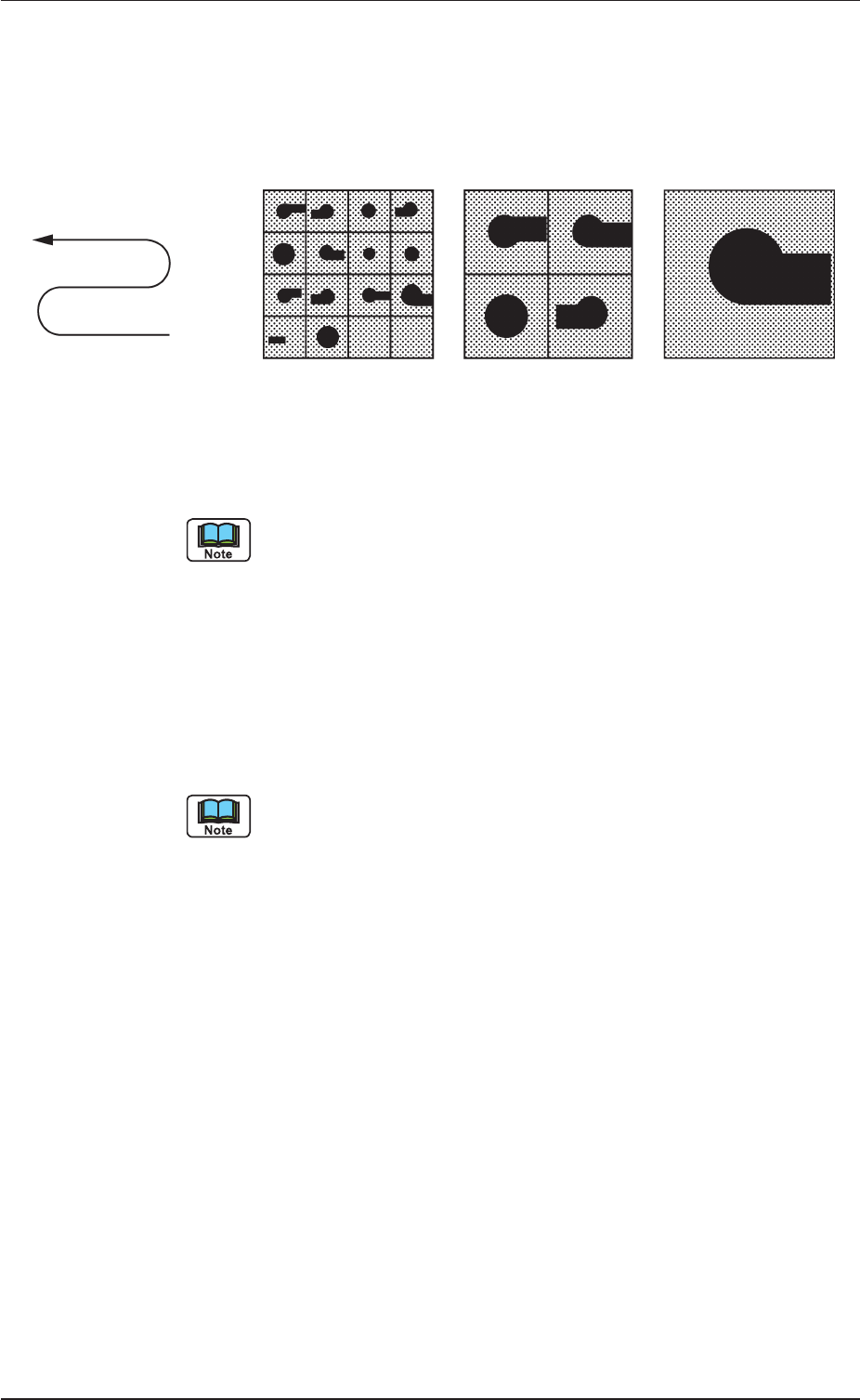
机能选择设定为 “ 保存( NG 时)” 或 “ 保存( O K 时)” 时,从 “ 1
(100% 分辨率)”、“ 4(50% 分辨率)”、“ 16(25% 分辨率)” 中选
择保存数( 对应保存数的分辨率) 。
Fig.3E43 Fig.3E43
Fig.3E43 Fig.3E43
Fig.3E43
保存在存储器里的图像可用装置电源 “ O F F ” 清除。
* 9* 9
* 9* 9
* 9
编 带 切 割 屑 满 箱 预 告编 带 切 割 屑 满 箱 预 告
编 带 切 割 屑 满 箱 预 告编 带 切 割 屑 满 箱 预 告
编 带 切 割 屑 满 箱 预 告
预 告 数 、预 告 数 、
预 告 数 、预 告 数 、
预 告 数 、
停 止 数停 止 数
停 止 数停 止 数
停 止 数
从通过元件数据库数据元件供给数据( 送料带、传送间距、
种类) 决定的计数计算切割屑量,进行切割屑满箱预告或装
置停止处理。设定 “ 预告数 ” 以及 “ 停止数 ” 。
设定数据为 “ 0 ” 时,编带切割屑满箱预告机能为无
效 。
编带切割屑满箱预告显示在 “ 生产运行 ” 子菜单的 “ 维护保养
预告 ” 选项卡及 “ 运行方式 ” 子菜单的 “ 运行方法设定 ” 选项
卡( 下一页) 。
可保存至 1 6 画面
(分辨率 25%)
可保存至 4 画面
(分辨率 50%)
可保存至 1 画面
(分辨率 100%)
最 新 图 像最 新 图 像
最 新 图 像最 新 图 像
最 新 图 像
旧 图 像旧 图 像
旧 图 像旧 图 像
旧 图 像
元 件 供 给 数 据元 件 供 给 数 据
元 件 供 给 数 据元 件 供 给 数 据
元 件 供 给 数 据
计数计数
计数计数
计数
送 料 带送 料 带
送 料 带送 料 带
送 料 带
传 送 间 距传 送 间 距
传 送 间 距传 送 间 距
传 送 间 距
种 类种 类
种 类种 类
种 类
/
11
11
1
切割切割
切割切割
切割
(mm) (mm)
(mm) (mm)
(mm)
(mm) (mm)
(mm) (mm)
(mm)
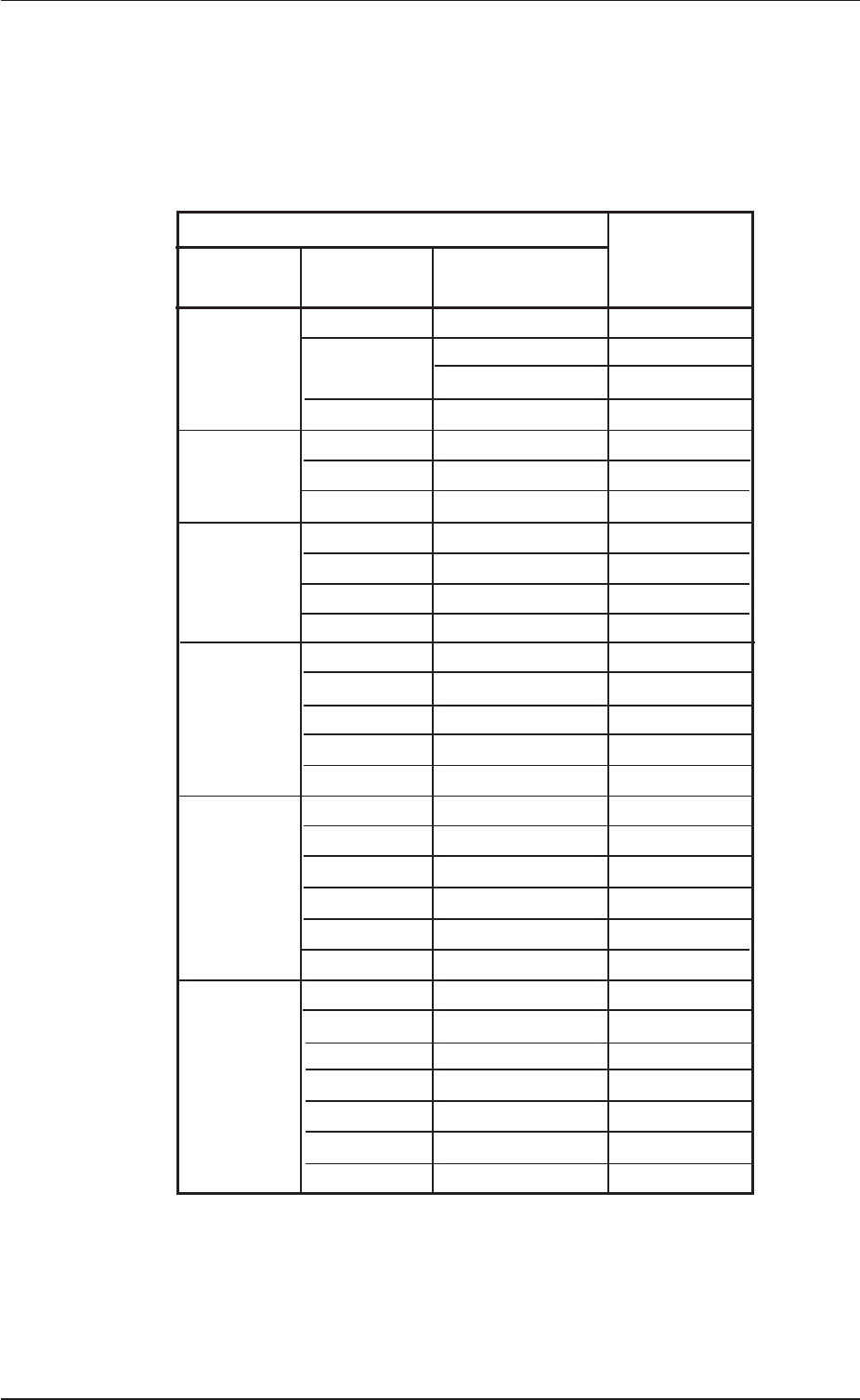
8
2 纸 1
4
纸 2
塑 料 膜 4
8 塑 料 膜 8
4 塑 料 膜 6
12 8 塑 料 膜 18
12 塑 料 膜 27
16
4 塑 料 膜 8
8 塑 料 膜 2 4
12 塑 料 膜 36
16 塑 料 膜 48
8 塑 料 膜 3 6
12 塑 料 膜 54
24 16 塑 料 膜 7 2
20 塑 料 膜 90
24 塑 料 膜 108
32
12 塑 料 膜 72
16 塑 料 膜 96
20 塑 料 膜 120
24 塑 料 膜 144
28 塑 料 膜 168
32 塑 料 膜 192
12 塑料 膜 99
16 塑 料 膜 132
44 20 塑 料 膜 165
24 塑 料 膜 198
28 塑 料 膜 231
32 塑 料 膜 264
36 塑 料 膜 297
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b
编 带 切 割 屑 的 计 数编 带 切 割 屑 的 计 数
编 带 切 割 屑 的 计 数编 带 切 割 屑 的 计 数
编 带 切 割 屑 的 计 数
编带切割 屑的计数根据使用元件有所不同。
下列表格表示对应元件 1 切割的计数。
Table 3 E1Table 3 E1
Table 3 E1Table 3 E1
Tabl e 3E1
* 1 0* 1 0
* 1 0* 1 0
* 1 0
元 件 排 出 箱 满 箱 预 告元 件 排 出 箱 满 箱 预 告
元 件 排 出 箱 满 箱 预 告元 件 排 出 箱 满 箱 预 告
元 件 排 出 箱 满 箱 预 告
预告数预告数
预告数预告数
预告数
[ % ][ % ]
[ % ][ % ]
[ % ]
设定 “ 预告数 ” 。
0308-001 5-51