TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第195页
4 . 4 . 4 . 4 . 4 . “ 各 个 机 种 生 产 情 况 各 个 机 种 生 产 情 况 各 个 机 种 生 产 情 况 各 个 机 种 生 产 情 况 各 个 机 种 生 产 情 况 ” 界 面 界 面 界 面 界 面 界 面 每 个 线 路 板 程 序 可 确 认 该 机 种 的 生 产 情 况 。 界 面 显 示 界 面 显 示 界 面 显 示 界 面 显 示 界 面 显 示 在 “ 生 产 管 理 数 据 ” …
××
××
×
1 0 01 0 0
1 0 01 0 0
1 0 0
××
××
×
1 0 01 0 0
1 0 01 0 0
1 0 0
((
((
(
2 )2 )
2 )2 )
2 )
吸 取 率吸 取 率
吸 取 率吸 取 率
吸 取 率
[([(
[([(
[(
吸吸
吸吸
吸
取取
取取
取
次数次数
次数次数
次数
)-)-
)-)-
)-
(A+B+C(A+B+C
(A+B+C(A+B+C
(A+B+C
+F+G+ F + G
+F+G+ F + G
+F+G
))))
))))
))
//
//
/
吸取次数×吸取次数×
吸取次数×吸取次数×
吸取次数×
100100
100100
100
]]
]]
]
(%)(%)
(%)(%)
(%)
在以下公式中算出所得值( % ) 。
(吸取次数)-(A 次数 + B 次数 +C 次数 + F 次数 +G 次数)
吸取次数
( 3 )( 3 )
( 3 )( 3 )
( 3 )
贴 装 率贴 装 率
贴 装 率贴 装 率
贴 装 率
[[
[[
[
吸取次数吸取次数
吸取次数吸取次数
吸取次数
--
--
-
((
((
(
A+B+CA+B+ C
A+B+CA+B+ C
A+B+C
+D + E +F +G))+D + E + F + G ) )
+D + E +F +G))+D + E + F + G ) )
+D+E+ F +G ))
//
//
/
吸取次数×吸取次数×
吸取次数×吸取次数×
吸取次数×
100100
100100
100
]]
]]
]
(%)(%)
(%)(%)
(%)
在以下公式中算出所得值( % ) 。
吸取次数 -(A 次数 +B 次数 +C 次数 + D 次数 +E 次数 + F 次数 +G 次数)
吸取次数
关于 吸 取异 常次数关于吸 取异常次数
关于 吸 取异 常次数关于吸 取异常次数
关于 吸 取异 常 次数
((
((
(
传感 器传感器
传感 器传感器
传感 器
))
))
)
、、
、、
、
吸取 异 常次 数吸取 异 常 次 数
吸取 异 常次 数吸取 异 常 次 数
吸取异 常次数
((
((
(
认识认识
认识认识
认识
))
))
)
的的
的的
的
合 计合 计
合 计合 计
合 计
( a )( a )
( a )( a )
( a )
使 用 料 带 端 部 检 测 机 能 时使 用 料 带 端 部 检 测 机 能 时
使 用 料 带 端 部 检 测 机 能 时使 用 料 带 端 部 检 测 机 能 时
使 用 料 带 端 部 检 测 机 能 时
连续三次检测料带端部检测后,通知元 件断 料预告。
此后检测出 “ 无元件 ” 发生元件断料异常时,最终吸
取动作不被加算在吸取次数以及吸 取异 常次数中。
( b )( b )
( b )( b )
( b )
不 使 用 料 带 端 部 检 测 机 能 时不 使 用 料 带 端 部 检 测 机 能 时
不 使 用 料 带 端 部 检 测 机 能 时不 使 用 料 带 端 部 检 测 机 能 时
不 使 用 料 带 端 部 检 测 机 能 时
不使用料带端部检测机能的元件发 生元件断料时,运
作设定在元件数据库异常处理 1 ( “ 无元件 ” 检测合计
满足异常停机条件时,装置做异常停机处理。) 异常停
机,此时,“ 无芯片 ” 次数不被加算在吸取次数以及
吸取异常次数里。
0308-001 4-27
3 . 73 . 7
3 . 73 . 7
3 . 7 “
吸 取吸 取
吸 取吸 取
吸 取
//
//
/
贴装 信息贴装 信 息
贴装 信息贴装 信 息
贴装 信息 ”
T a bT a b
T a bT a b
T a b
4 .4 .
4 .4 .
4 . “
各 个 机 种 生 产 情 况各 个 机 种 生 产 情 况
各 个 机 种 生 产 情 况各 个 机 种 生 产 情 况
各 个 机 种 生 产 情 况 ”
界 面界 面
界 面界 面
界 面
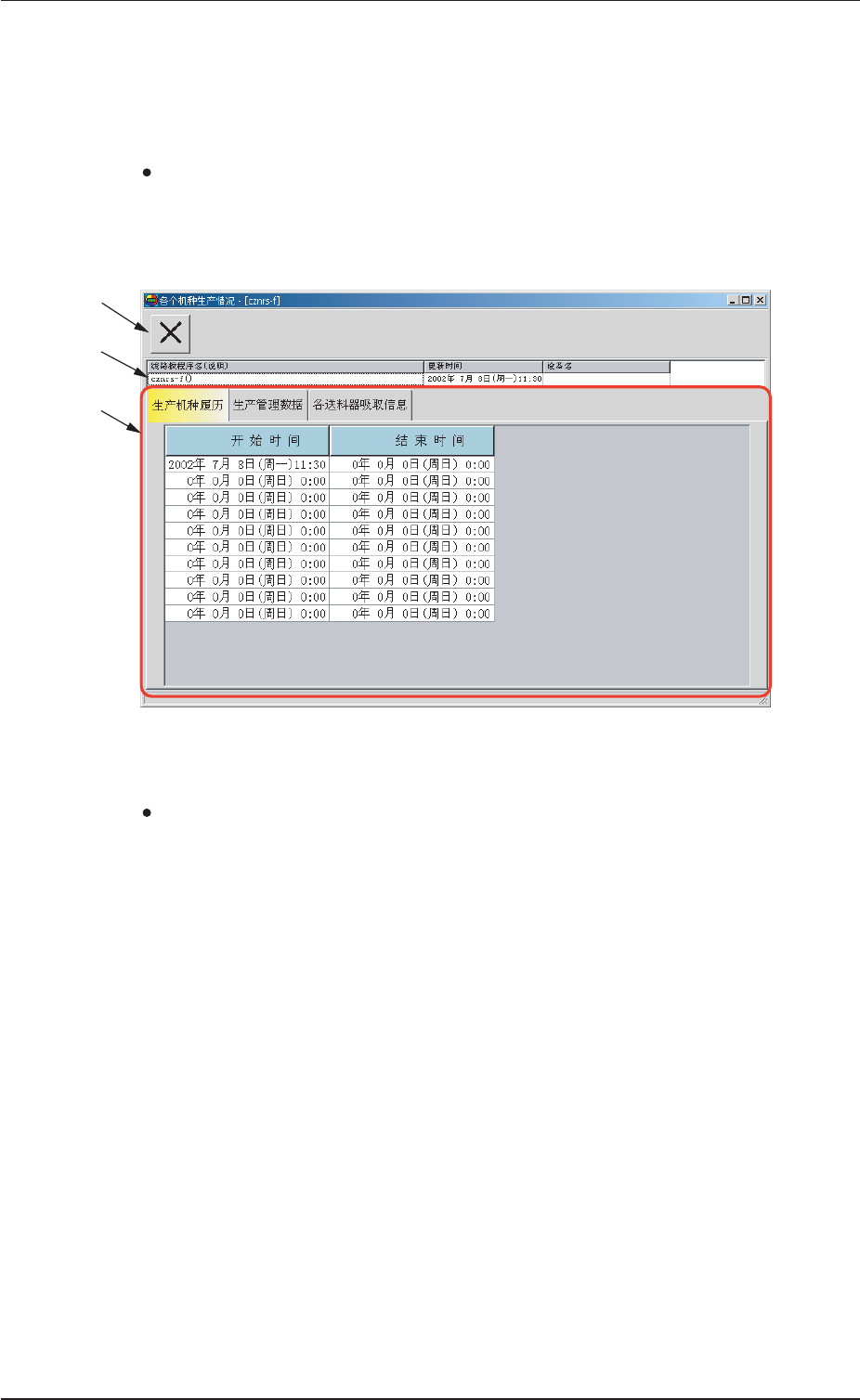
每个线路板 程序可确认该机种的生产情况。
界 面 显 示界 面 显 示
界 面 显 示界 面 显 示
界 面 显 示
在 “ 生产管理数据 ” 界面的 “ 各个机种生产情况 ” 选项卡上,选择
机种,单击[ 打开] 按钮,显示 “ 各个机种生产情况 ” 界面。
F i g . 3 D 1 5 F i g . 3 D 1 5
F i g . 3 D 1 5 F i g . 3 D 1 5
F i g . 3 D 1 5 “
各个机种生产情况各个机种生产情况
各个机种生产情况各个机种生产情况
各个机种生产情况 ”
界面界面
界面界面
界面
界 面 构 成界 面 构 成
界 面 构 成界 面 构 成
界 面 构 成
* 1* 1
* 1* 1
* 1
工 具 栏工 具 栏
工 具 栏工 具 栏
工 具 栏
排列有如 下按钮。
[[
[[
[
关闭关 闭
关闭关 闭
关闭
]]
]]
]
按钮按钮
按钮按钮
按钮
关闭 “ 各个机种生产情况 ” 界面。
* 2* 2
* 2* 2
* 2
线 路 板 程 序 名线 路 板 程 序 名
线 路 板 程 序 名线 路 板 程 序 名
线 路 板 程 序 名
显示装置生产情况的程序名( 说明) 、更新时间、设备名。
* 3* 3
* 3* 3
* 3
T a bT a b
T a bT a b
T a b
和选项卡和选项卡
和选项卡和选项卡
和选项卡
“ 各个机种生产情况 ” 界面分为以下三个选项卡,单击 T a b ,
显示各选 项卡。
0308-001 4-28
4 .4 .
4 .4 .
4 . “
各 个 机 种 生 产 情 况各 个 机 种 生 产 情 况
各 个 机 种 生 产 情 况各 个 机 种 生 产 情 况
各 个 机 种 生 产 情 况 ”
界 面界 面
界 面界 面
界 面
* 1* 1
* 1* 1
* 1
* 2* 2
* 2* 2
* 2
* 3* 3
* 3* 3
* 3
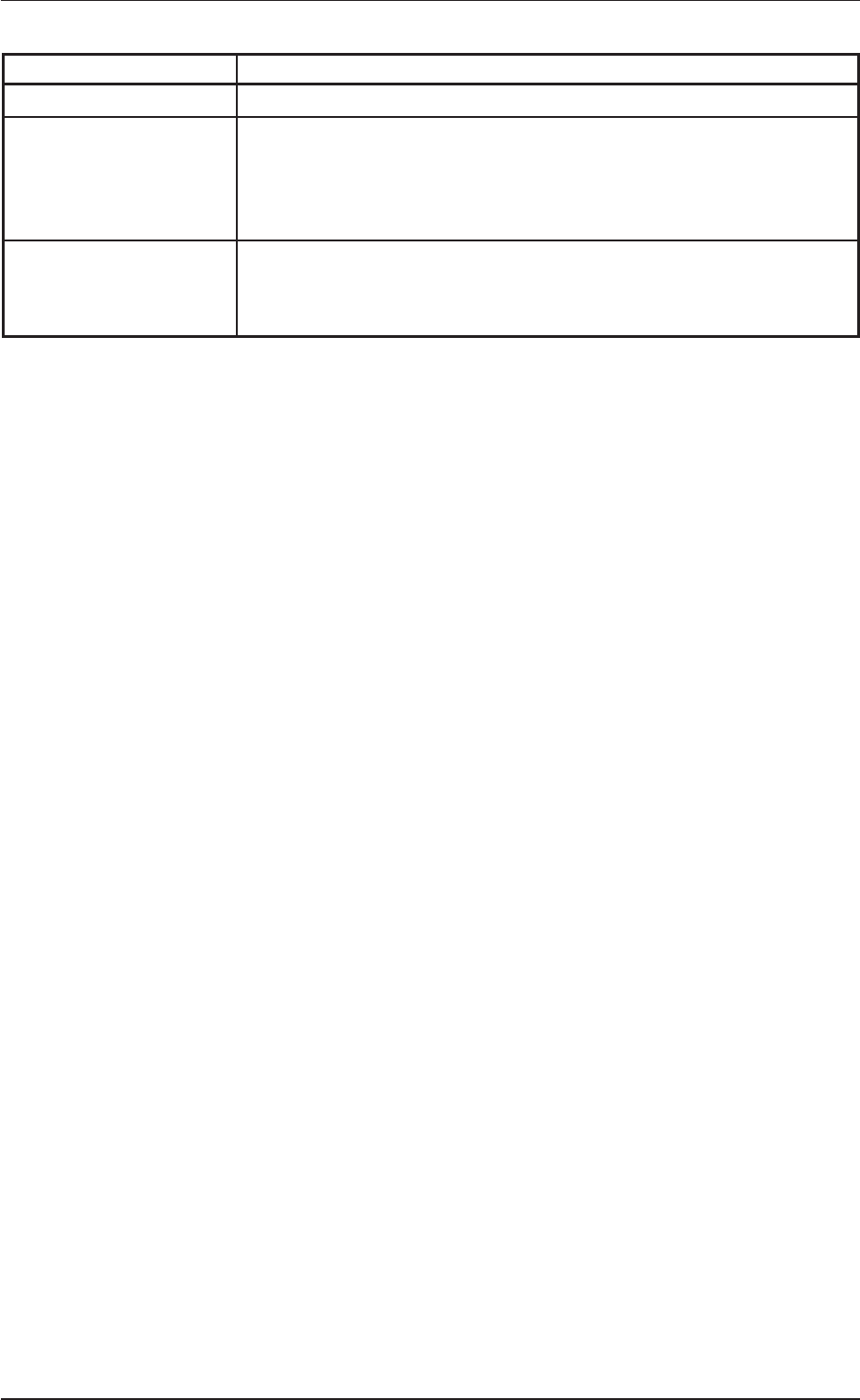
Tabl e 3D 5T able 3D5
Tabl e 3D 5T able 3D5
Tabl e 3D5
T a bT a b
T a bT a b
T a b
内内
内内
内
容容
容容
容
生 产 机 种 履 历生 产 机 种 履 历
生 产 机 种 履 历生 产 机 种 履 历
生 产 机 种 履 历 显示生产机种的开始时间及结束时 间的履历。
生 产 管 理 数 据生 产 管 理 数 据
生 产 管 理 数 据生 产 管 理 数 据
生 产 管 理 数 据 一览显示生产线路板数、分割线路板数、通过线路板数、不良分割
线路板数、吸取元件数、吸取异常合计、吸取异常率(%)、通过时
间、替代品指定时间、试运行时间、吸取异常合计 / 吸取元件
数等生产管理数据。
各 送 料 器 吸 取 信 息各 送 料 器 吸 取 信 息
各 送 料 器 吸 取 信 息各 送 料 器 吸 取 信 息
各 送 料 器 吸 取 信 息 按 T a b 分为 “ 料车 1 ~料车 4 ” 四个选项卡,一览显示各送料器
编号( 实送料器) 的吸取元件数、各异常种类异常数、异常合计、
异常率、元件用完次数、元件 I D 、类别、宽度等。
0308-001 4-29
4 .4 .
4 .4 .
4 . “
各 个 机 种 生 产 情 况各 个 机 种 生 产 情 况
各 个 机 种 生 产 情 况各 个 机 种 生 产 情 况
各 个 机 种 生 产 情 况 ”
T a bT a b
T a bT a b
T a b