TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第271页
3 . 3 . 2 3 . 3 . 2 3 . 3 . 2 3 . 3 . 2 3 . 3 . 2 “ 前 后工 序 模 式 设 定 前后 工 序 模式 设 定 前 后工 序 模 式 设 定 前后 工 序 模式 设 定 前 后 工序 模 式 设 定 ” T a b T a b T a b T a b T a b 页 面 显 示 页 面 显 示 页 面 显 示 页 面 显 示 页 面 显 示 单 击 “ 运 行 参 数 ” 选 项 卡 中…
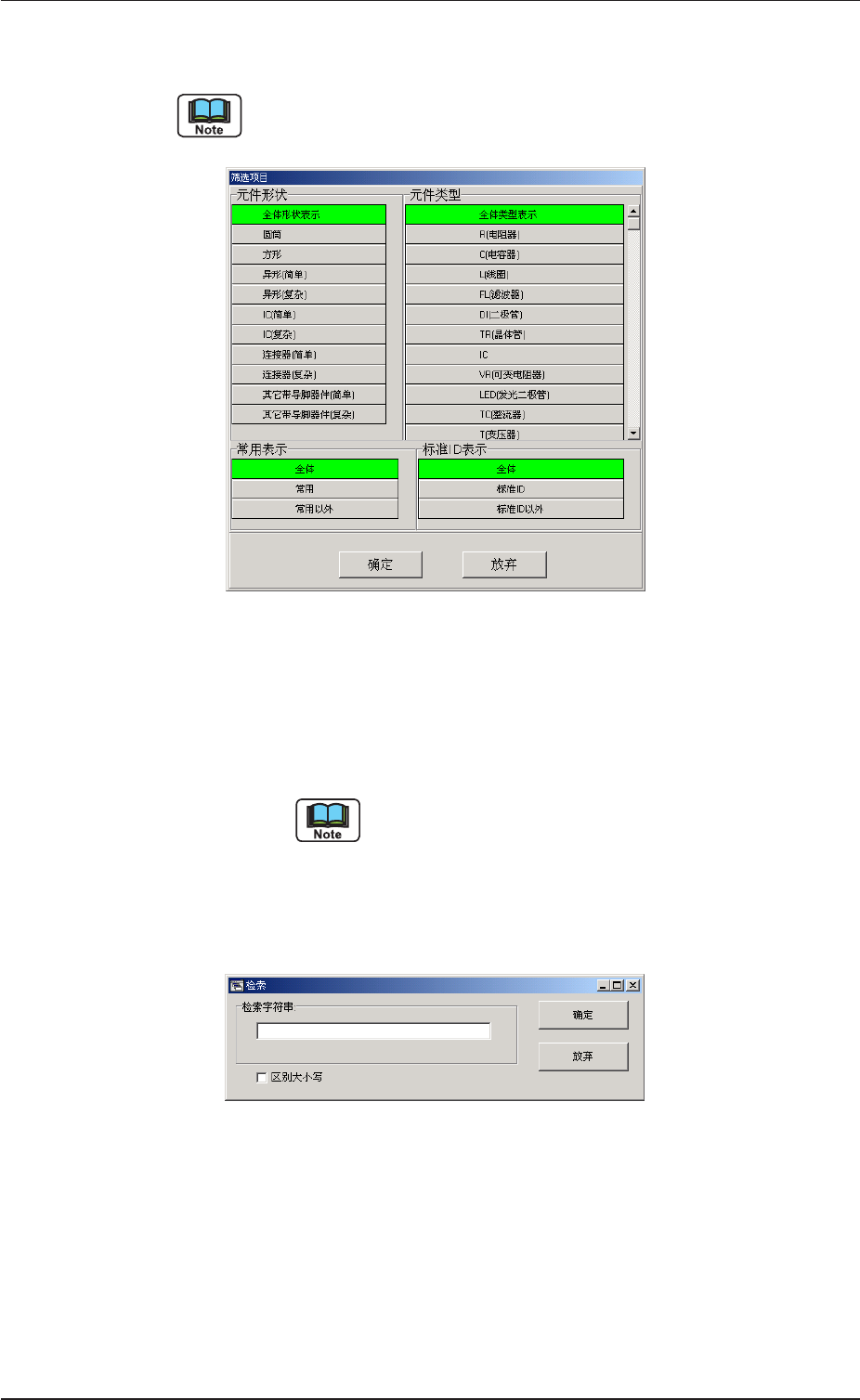
(3) 从元件 I D 列表中,选择元件 I D ,按下[ E n t e r ] 按钮。
(a) [ 筛选] 按钮
可以选择显示在元件 I D 列表的元件 I D 种类。
F i g . 3 E 4 5F i g . 3 E 4 5
F i g . 3 E 4 5F i g . 3 E 4 5
F i g . 3 E 4 5
(b) [ 检索] 按钮
可以检索元件 I D 。
在空白栏输入文字,单击[ I D 检索] 按钮,机种列
表中只显示 与输入的文字相同的程序名。
可以使用 * ( 星号) 、?( 问号) 缩小检索
条件。
abc* : 检索以 a b c 开头的程序名。
a? c : 检索第一个字母为 a , 第三个字母为 c 的程
序名 。
F i g . 3 E 4 6F i g . 3 E 4 6
F i g . 3 E 4 6F i g . 3 E 4 6
F i g . 3 E 4 6
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b
0308-001 5-53
3.3.23.3.2
3.3.23.3.2
3.3. 2“
前后工序模式设定前后工序模式设定
前后工序模式设定前后工序模式设定
前后工序模式设定 ”
TabTab
TabTab
Tab
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页面 显 示
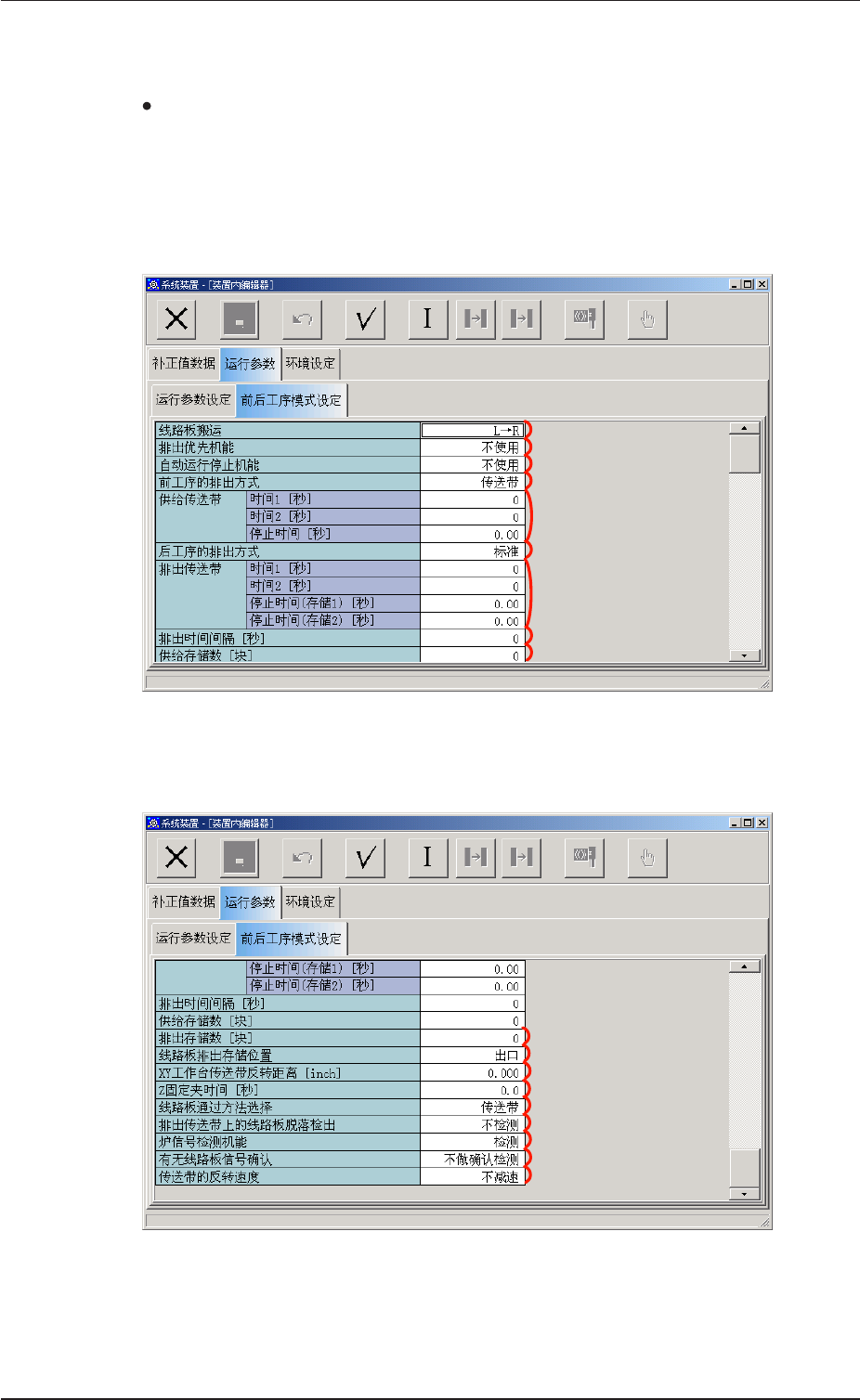
单击 “ 运行参数 ” 选项卡中的[ 前后工序模式设定] T a b ,显示如下
选项卡。
F i g . 3 E 4 7 F i g . 3 E 4 7
F i g . 3 E 4 7 F i g . 3 E 4 7
F i g . 3 E 4 7
“
前后工序模式设定前后工序模式设定
前后工序模式设定前后工序模式设定
前后工序模式设定 ”
选项卡选项卡
选项卡选项卡
选项卡
((
((
(
11
11
1
))
))
)
0308-001 5-54
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b
F i g . 3 E 4 8F i g . 3 E 4 8
F i g . 3 E 4 8F i g . 3 E 4 8
F i g . 3 E 4 8
“
前后工序模式设定前后工序模式设定
前后工序模式设定前后工序模式设定
前后工序模式设定 ”
选项卡选项卡
选项卡选项卡
选项卡
((
((
(
22
22
2
))
))
)
* 4* 4
* 4* 4
* 4
* 3* 3
* 3* 3
* 3
* 1* 1
* 1* 1
* 1
* 2* 2
* 2* 2
* 2
* 8* 8
* 8* 8
* 8
* 7* 7
* 7* 7
* 7
* 5* 5
* 5* 5
* 5
* 6* 6
* 6* 6
* 6
* 9* 9
* 9* 9
* 9
* 1 4* 1 4
* 1 4* 1 4
* 1 4
* 1 3* 1 3
* 1 3* 1 3
* 1 3
* 1 2* 1 2
* 1 2* 1 2
* 1 2
* 1 8* 1 8
* 1 8* 1 8
* 1 8
* 1 7* 1 7
* 1 7* 1 7
* 1 7
* 1 5* 1 5
* 1 5* 1 5
* 1 5
* 1 6* 1 6
* 1 6* 1 6
* 1 6
* 1 1* 1 1
* 1 1* 1 1
* 1 1
* 1 0* 1 0
* 1 0* 1 0
* 1 0
页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
* 1* 1
* 1* 1
* 1
线 路 板 搬 运线 路 板 搬 运
线 路 板 搬 运线 路 板 搬 运
线 路 板 搬 运
设定线路 板的搬运方向。
“
LL
LL
L →
RR
RR
R ”
线路板从左向右流动。
“
RR
RR
R →
LL
LL
L ”
线路板从右向左流动。
变更设定时,需要再做一次原点复位操 作。
* 2* 2
* 2* 2
* 2
排 出 优 先 机 能排 出 优 先 机 能
排 出 优 先 机 能排 出 优 先 机 能
排 出 优 先 机 能
设定线路板排出动作的优先排出机能为 “ 不使用 ” ,“ 使用 ”
的数据 。
设 定 排 出 优 先 机 能 为设 定 排 出 优 先 机 能 为
设 定 排 出 优 先 机 能 为设 定 排 出 优 先 机 能 为
设 定 排 出 优 先 机 能 为 “
不 使 用不 使 用
不 使 用不 使 用
不 使 用 ”
时时
时时
时
((
((
(
标 准标 准
标 准标 准
标 准
))
))
)
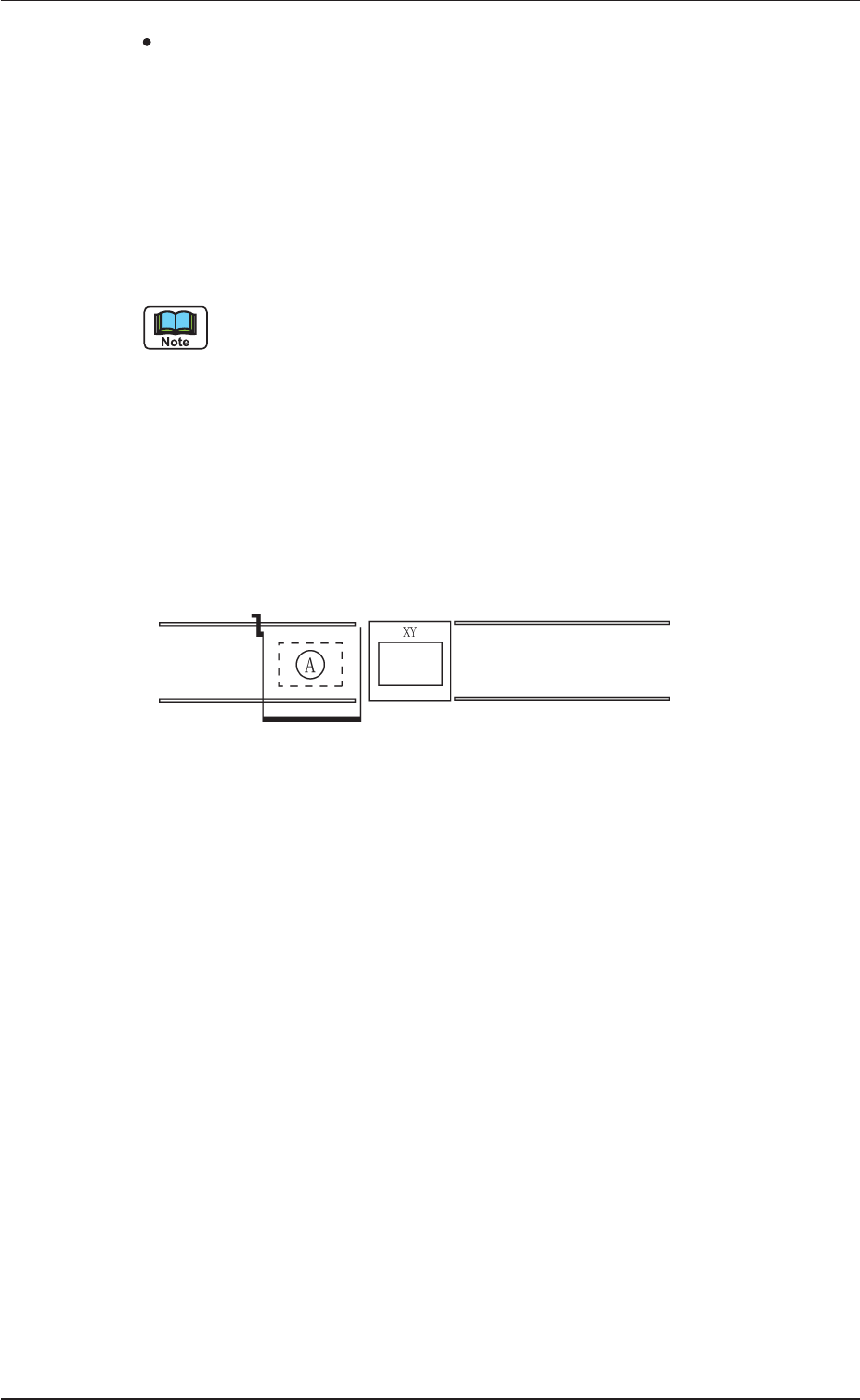
X Y 工作台上贴装完成加工完结线路板的排出,与如下线路板
的向 X Y 工作台部的搬送操作同时进行。
下一个线路板尚到之前,图中 A 部的 X Y 工作台上的安装结束
的线路板 处于待机状态。
设 定 排 出 优 先 机 能 为设 定 排 出 优 先 机 能 为
设 定 排 出 优 先 机 能 为设 定 排 出 优 先 机 能 为
设 定 排 出 优 先 机 能 为 “
使 用使 用
使 用使 用
使 用 ”
时时
时时
时
完成 X Y 工作台上线路板的贴装,X Y 工作台返回到原点,A 部
无线路板 ,也没启动传送带传送时,按优先排出机能启动线
路板搬送实行后工序的线路板( 贴装线路板) 排出。
与前工序 装置的流水作业不均一,避开完成线路板的滞留
( X Y 工作台上) 的情况,此方式为有效。
F i g . 3 E 4 9F i g . 3 E 4 9
F i g . 3 E 4 9F i g . 3 E 4 9
F i g . 3 E 4 9
0308-001 5-55
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b