TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第198页
4 . 2 4 . 2 4 . 2 4 . 2 4 . 2 “ 生 产 管 理 数 据 生 产 管 理 数 据 生 产 管 理 数 据 生 产 管 理 数 据 生 产 管 理 数 据 ” T a b T a b T a b T a b T a b 一 览 显 示 生 产 机 种 的 管 理 数 据 。 页 面 显 示 页 面 显 示 页 面 显 示 页 面 显 示 页 面 显 示 在 “ 各 个 机 种 生 产 情 况 ” 界 面 中 …
4 . 14 . 1
4 . 14 . 1
4 . 1 “
生产机种履历生产机种履历
生产机种履历生产机种履历
生产机种履历 ”
T a bT a b
T a bT a b
T a b
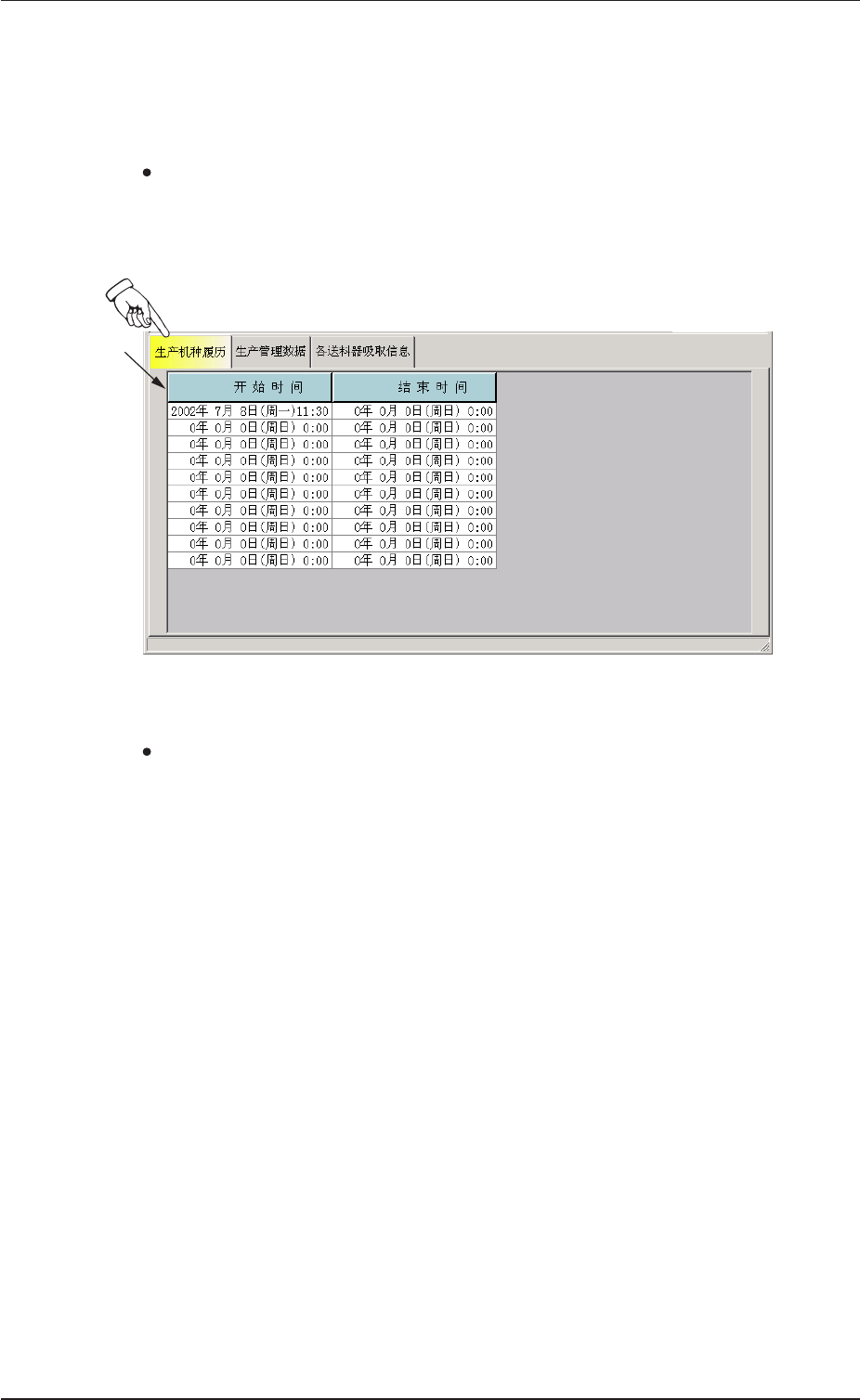
显示生产机 种的开始时间及结束时间的履历。
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页 面 显 示
在 “ 各个机种生产情况 ” 界面中,单击[ 生产机种履历] T a b ,显示
如下选项卡 。
F i g . 3 D 1 6F i g . 3 D 1 6
F i g . 3 D 1 6F i g . 3 D 1 6
F i g . 3 D 1 6 “
生产机种履历生产机种履历
生产机种履历生产机种履历
生产机种履历 ”
选项卡选项卡
选项卡选项卡
选项卡
页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
* 1* 1
* 1* 1
* 1
生 产 机 种 履 历 一 览生 产 机 种 履 历 一 览
生 产 机 种 履 历 一 览生 产 机 种 履 历 一 览
生 产 机 种 履 历 一 览
每个线路板程序显示 1 0 次设定为生产机种的履历。各履历,
显示生产 开始时间以及结束时间。
履历超过 1 0 次时,从最早履历开始依次被删除。
4 . 14 . 1
4 . 14 . 1
4 . 1 “
生产 机种 履历生产 机种 履历
生产 机种 履历生产 机种 履历
生产 机种 履历 ”
T a bT a b
T a bT a b
T a b
0308-001 4-30
* 1* 1
* 1* 1
* 1
4 . 24 . 2
4 . 24 . 2
4 . 2 “
生产管理数据生产管理数据
生产管理数据生产管理数据
生产管理数据 ”
T a bT a b
T a bT a b
T a b
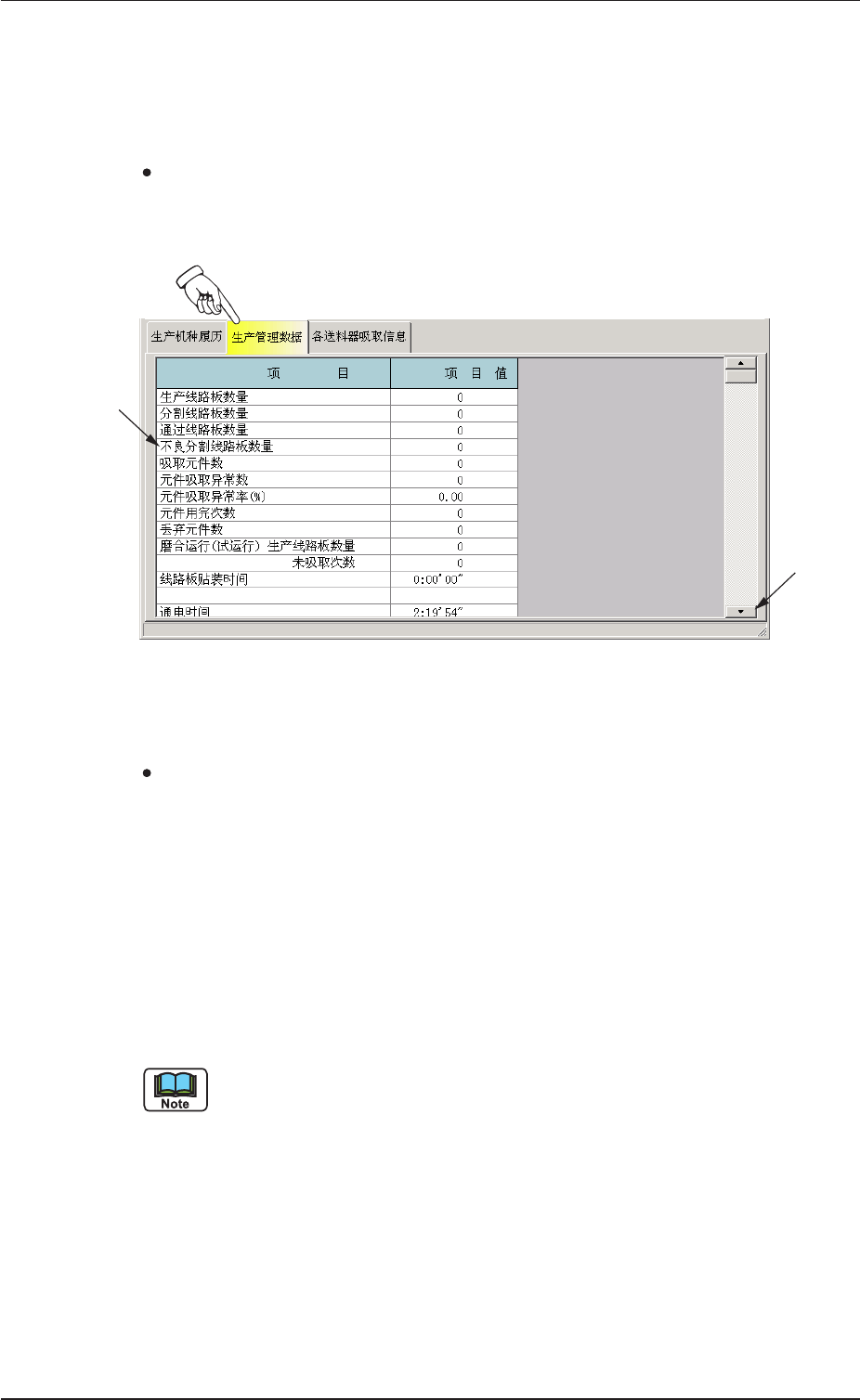
一览显示生 产 机种的管理数 据。
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页 面 显 示
在 “ 各个机种生产情况 ” 界面中,单击[ 生产管理数据] T a b ,显示
如下选项卡 。
F i g . 3 D 1 7F i g . 3 D 1 7
F i g . 3 D 1 7F i g . 3 D 1 7
F i g . 3 D 1 7 “
生产管理数据生产管理数据
生产管理数据生产管理数据
生产管理数据 ”
选项卡选项卡
选项卡选项卡
选项卡
页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
* 1* 1
* 1* 1
* 1
显 示 项 目显 示 项 目
显 示 项 目显 示 项 目
显 示 项 目
显示以下 项目。
( 1 )( 1 )
( 1 )( 1 )
( 1 )
生 产 线 路 板 数 量生 产 线 路 板 数 量
生 产 线 路 板 数 量生 产 线 路 板 数 量
生 产 线 路 板 数 量
完成生产的线路板数。
在线路板装完、贴装运行下 X Y 工作台回到原点时进行计
数 。
发生多次生产机种设定时,将累计其总 值。
( 2 )( 2 )
( 2 )( 2 )
( 2 )
分 割 线 路 板 数 量分 割 线 路 板 数 量
分 割 线 路 板 数 量分 割 线 路 板 数 量
分 割 线 路 板 数 量
多倒角线路板各分割线路板的生产数计数完毕时间 和 “ 生
产线路板数量 ” 相同。
使用检测不良分割 线路板机能时,不 良线路板数被排除在
外 。
4 . 24 . 2
4 . 24 . 2
4 . 2 “
生产 管理 数据生产 管理 数据
生产 管理 数据生产 管理 数据
生产 管理 数据 ”
T a bT a b
T a bT a b
T a b
0308-001 4-31
* 1* 1
* 1* 1
* 1
* 2* 2
* 2* 2
* 2
( 3 )( 3 )
( 3 )( 3 )
( 3 )
通 过 线 路 板 数通 过 线 路 板 数
通 过 线 路 板 数通 过 线 路 板 数
通 过 线 路 板 数
通过运行下 的 线路板通过数 。
在 X Y 工作台上的线路板移向排出传送带时进行计数。
( 4 )( 4 )
( 4 )( 4 )
( 4 )
不 良 分 割 线 路 板 数不 良 分 割 线 路 板 数
不 良 分 割 线 路 板 数不 良 分 割 线 路 板 数
不 良 分 割 线 路 板 数
使用检测不良分割 线路板机能时的不良线 路板数。
( 5 )( 5 )
( 5 )( 5 )
( 5 )
吸取元件数吸取元件数
吸取元件数吸取元件数
吸取元件数
吸取元件数( 吸取动作次数) 。
( 6 )( 6 )
( 6 )( 6 )
( 6 )
元件吸取异常数元件吸取异常数
元件吸取异常数元件吸取异常数
元件吸取异常数
吸取异常的总计次数。
( 7 )( 7 )
( 7 )( 7 )
( 7 )
元件吸取异常率元件吸取异常率
元件吸取异常率元件吸取异常率
元件吸取 异常率
( % )( % )
( % )( % )
( % )
“ 吸取异常次数 ” 对 “ 吸取元件数 ” 的比例。
( 8 )( 8 )
( 8 )( 8 )
( 8 )
元 件 用 完 次 数元 件 用 完 次 数
元 件 用 完 次 数元 件 用 完 次 数
元 件 用 完 次 数
检测出 “ 元件断料 ” 的总计次数。
( 9 )( 9 )
( 9 )( 9 )
( 9 )
丢 弃 元 件 数丢 弃 元 件 数
丢 弃 元 件 数丢 弃 元 件 数
丢 弃 元 件 数
吸取但未被贴 装了的元件合 计。
( 1 0 )( 1 0 )
( 1 0 )( 1 0 )
( 1 0 )
磨合运行磨合运行
磨合运行磨合运行
磨合运行
((
((
(
试运行试运行
试运行试运行
试运行
))
))
)
统计磨合运行( 机器三轮车) 数据。
生 产 线 路 板 数生 产 线 路 板 数
生 产 线 路 板 数生 产 线 路 板 数
生 产 线 路 板 数
统计满足以下条件的运行时的线路板数 。
按运行方法试运行为 “ 有效 ”
“ 不检测线路板移载异常 ” 进入检查状态
( 线路板无出入状态)
未 吸 取 次 数未 吸 取 次 数
未 吸 取 次 数未 吸 取 次 数
未 吸 取 次 数
统计满足以下条件的运行时未吸取 / 未贴装动作次数。
按运行方法试运行为 “ 有效 ”
“ 吸取 / 贴装不动作 ” 或 “ 真空风机马达停止 ” 进入检查
状 态
( 1 1 )( 1 1 )
( 1 1 )( 1 1 )
( 1 1 )
线路板贴装时间线路板贴装时间
线路板贴装时间线路板贴装时间
线路板贴装时间
线路板贴装时间的合计。
0308-001 4-32
4 . 24 . 2
4 . 24 . 2
4 . 2 “
生产管理数据生产管理数据
生产管理数据生产管理数据
生产管理数据 ”
T a bT a b
T a bT a b
T a b