TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第241页
3 . 2 . 3 3 . 2 . 3 3 . 2 . 3 3 . 2 . 3 3 . 2 . 3 “ C P K C P K C P K C P K C P K 贴 装 贴 装 贴 装 贴 装 贴 装 ” T a b T a b T a b T a b T a b “ C P K 贴 装 ” 选 项卡 由 [ 标准 补 正 值 ] T a b 组 成 。 页 面 显 示 页 面 显 示 页 面 显 示 页 面 显 示 页 面 显 示 …
*2 *2
*2 *2
*2
X [ m m ]X [ m m ]
X [ m m ]X [ m m ]
X [ m m ]
、、
、、
、
Y [ m m ]Y [ m m ]
Y [ m m ]Y [ m m ]
Y [ m m ]
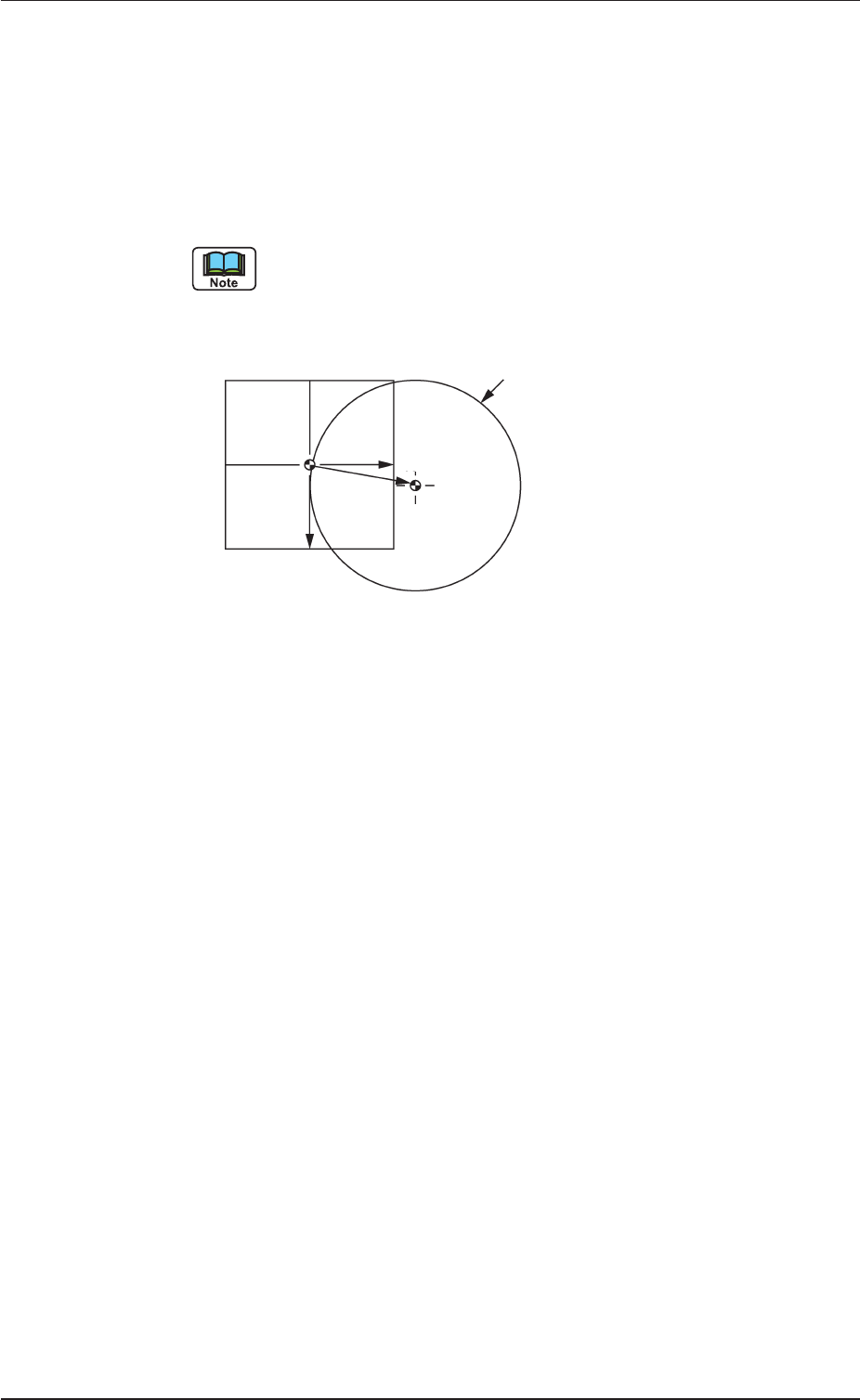
对应各安装头元件认识照相机[ 照相机 1 高倍] 中心的安装头
旋转中心补 正值。
管理元件认识位置 N o . 3 中各安装头旋转中心位置,对设计
值(X = 7.500mm,Y = 0.000mm)进行 “+/-” 调整的数据。
(a) 该补正值根据教示操作自动算出。
(b) 用于安装元件时的装置位置补正的计算。
F i g . 3 E 2 4F i g . 3 E 2 4
F i g . 3 E 2 4F i g . 3 E 2 4
F i g . 3 E 2 4
0308-001 5-23
3 . 23 . 2
3 . 23 . 2
3 . 2 “
补正值数据补正值数据
补正值数据补正值数据
补正值数据 ”
T a bT a b
T a bT a b
T a b
安装头 旋转轨迹安装头 旋转轨 迹
安装头 旋转轨迹安装头 旋转轨 迹
安装 头旋转 轨 迹
((
((
(
吸嘴 公转吸嘴公转
吸嘴 公转吸嘴公转
吸嘴 公转
))
))
)
Y ( + )Y ( +)
Y ( + )Y ( +)
Y ( + )
X ( + )X ( + )
X ( + )X ( + )
X ( +)
安 装 头安 装 头
安 装 头安 装 头
安 装 头
旋转中心旋转中心
旋转中心旋转中心
旋转中心
认 识 屏 幕认 识 屏 幕
认 识 屏 幕认 识 屏 幕
认 识 屏 幕
3.2.33.2.3
3.2.33.2.3
3.2.3 “
CPKCPK
CPKCPK
CP K
贴装贴装
贴装贴装
贴装 ”
Ta bTa b
Ta bTa b
Ta b
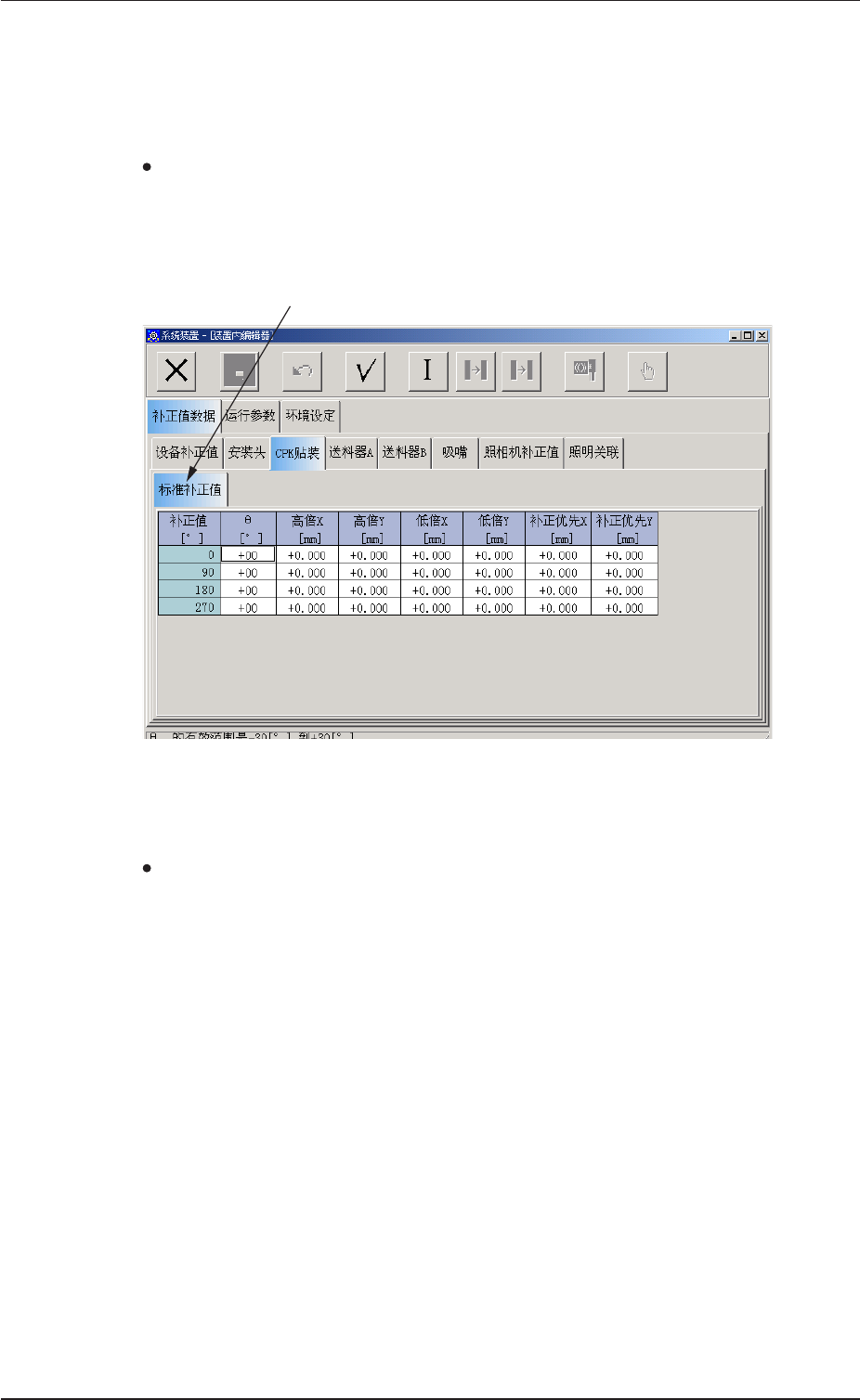
“C P K 贴装 ” 选项卡由[ 标准补正值] T a b 组成。
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页 面 显示
单击 “ 补正值数据 ”T a b 页面中的[ C P K 贴装] T a b ,显示如下选项
卡 。
页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
* 1* 1
* 1* 1
* 1
[[
[[
[
标准补正值标准补正值
标准补正值标准补正值
标准补正值
] T a b] T a b
] T a b] T a b
] T a b
显示 “ 标准补正值 ” 选项卡。
F i g . 3 E 2 5F i g . 3 E 2 5
F i g . 3 E 2 5F i g . 3 E 2 5
F i g . 3 E 2 5
0308-001 5-24
3 . 23 . 2
3 . 23 . 2
3 . 2 “
补正值数据补正值数据
补正值数据补正值数据
补正值数据 ”
T a bT a b
T a bT a b
T a b
* 1* 1
* 1* 1
* 1
( 1 )( 1 )
( 1 )( 1 )
( 1 ) “
标准补正值标准补正值
标准补正值标准补正值
标准补正值 ”
T a bT a b
T a bT a b
T a b
页 面 显 示页 面 显 示
页 面 显 示页 面 显 示
页 面 显 示
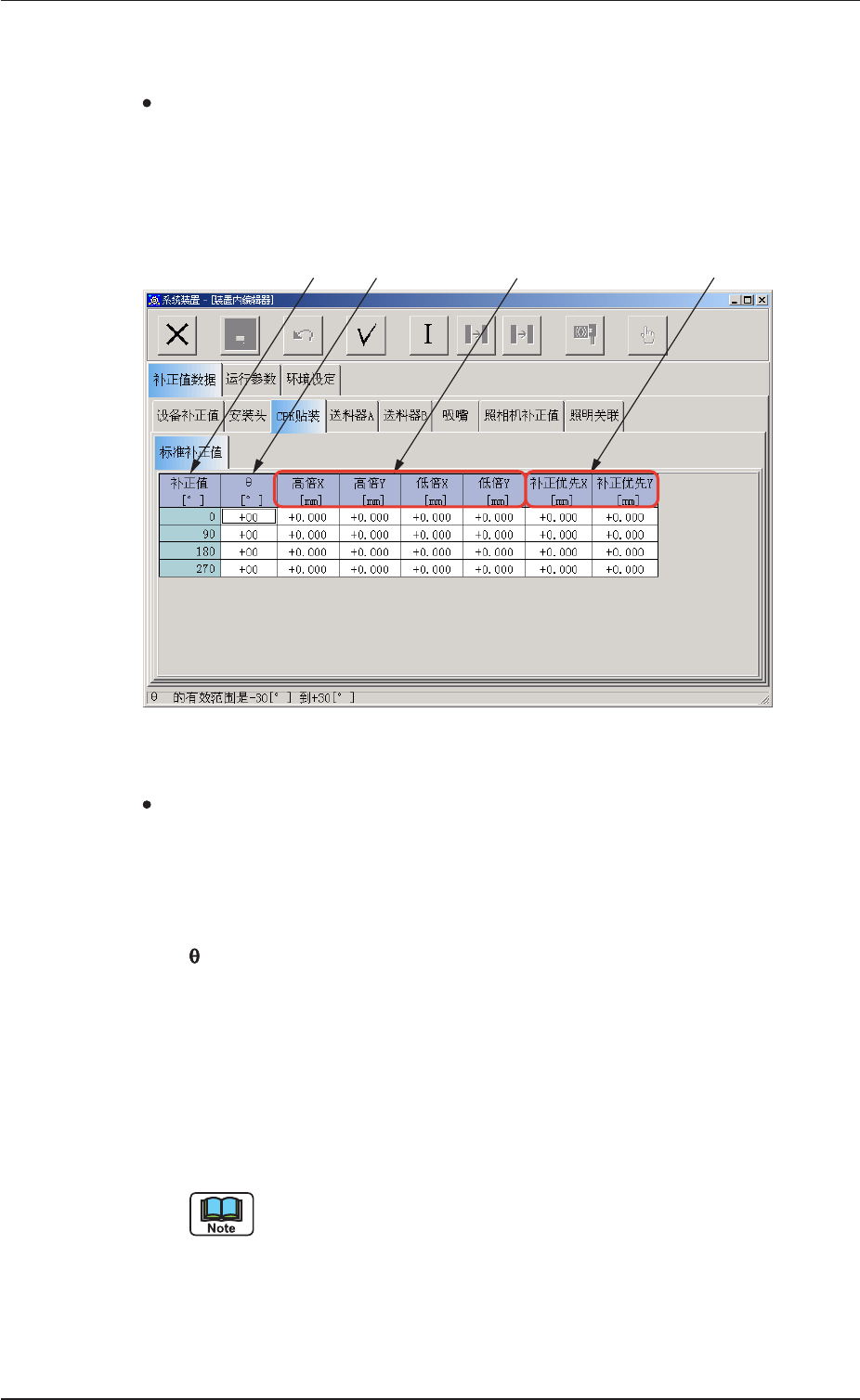
单击 “ C P K 贴装 ” 选项卡中的[ 标准补正值] T a b ,显示如下选项卡。
F i g . 3 E 2 6F i g . 3 E 2 6
F i g . 3 E 2 6F i g . 3 E 2 6
F i g . 3 E 2 6
“
标准补正值标准补正值
标准补正值标准补正值
标准补正值 ”
选项卡选项卡
选项卡选项卡
选项卡
页 面 构 成页 面 构 成
页 面 构 成页 面 构 成
页 面 构 成
* 1* 1
* 1* 1
* 1
补 正 值补 正 值
补 正 值补 正 值
补 正 值
[[
[[
[
°°
°°
°
]]
]]
]
显示安装数据指定的角度( 0 °、9 0 °、1 8 0 °、2 7 0 °) 。
* 2* 2
* 2* 2
* 2
[[
[[
[
°°
°°
°
]]
]]
]
补正 X Y 工作台坐标系和照相机的操作坐标系的角度差的偏
移量 。
* 3* 3
* 3* 3
* 3
高倍高倍
高倍高倍
高倍
X [ m m ]X [ m m ]
X [ m m ]X [ m m ]
X [ m m ]
、、
、、
、
高倍高倍
高倍高倍
高倍
YY
YY
Y
[ m m ][ m m ]
[ m m ][ m m ]
[ m m ]
、、
、、
、
低倍低倍
低倍低倍
低倍
XX
XX
X
[ m m ][ m m ]
[ m m ][ m m ]
[ m m ]
、、
、、
、
低倍低倍
低倍低倍
低倍
YY
YY
Y
[ m m ][ m m ]
[ m m ][ m m ]
[ m m ]
贴装元件时,每安装数据指定的角度( 0 °、9 0 °、1 8 0 °、
2 7 0 °四个方向) ,都进行 X Y 工作台移动量的补正。
(a) 数据输入范围 -0.15mm ~ +0.15mm。
(b) X 、Y 都输入 P l u s 时,加算在线路板程序数据的
X 、Y 方向。
(c) 在每个贴装角度的贴装结果中,X Y 位置出现偏离
现象时,请对应该数据。
0308-001 5-25
3 . 23 . 2
3 . 23 . 2
3 . 2 “
补正值数据补正值数据
补正值数据补正值数据
补正值数据 ”
T a bT a b
T a bT a b
T a b
* 1* 1
* 1* 1
* 1
* 2* 2
* 2* 2
* 2
* 3* 3
* 3* 3
* 3
* 4* 4
* 4* 4
* 4