TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第277页
* 1 1 * 1 1 * 1 1 * 1 1 * 1 1 线 路 板 排 出 存 储 位 置 线 路 板 排 出 存 储 位 置 线 路 板 排 出 存 储 位 置 线 路 板 排 出 存 储 位 置 线 路 板 排 出 存 储 位 置 设 定 线 路 板 搬 运 动 作 的 线 路 板 存 储 位 置 为 “ 出 口 ” , “ 中 间 ” 。 图 F i g . 3 E 5 2 、 F i g . 3 E 5 3 说 明 “ 线 …
停止时间停止时间
停止时间停止时间
停止时间
((
((
(
存储存储
存储存储
存储
2 ) [2 ) [
2 ) [2 ) [
2 ) [
秒秒
秒秒
秒
]]
]]
]
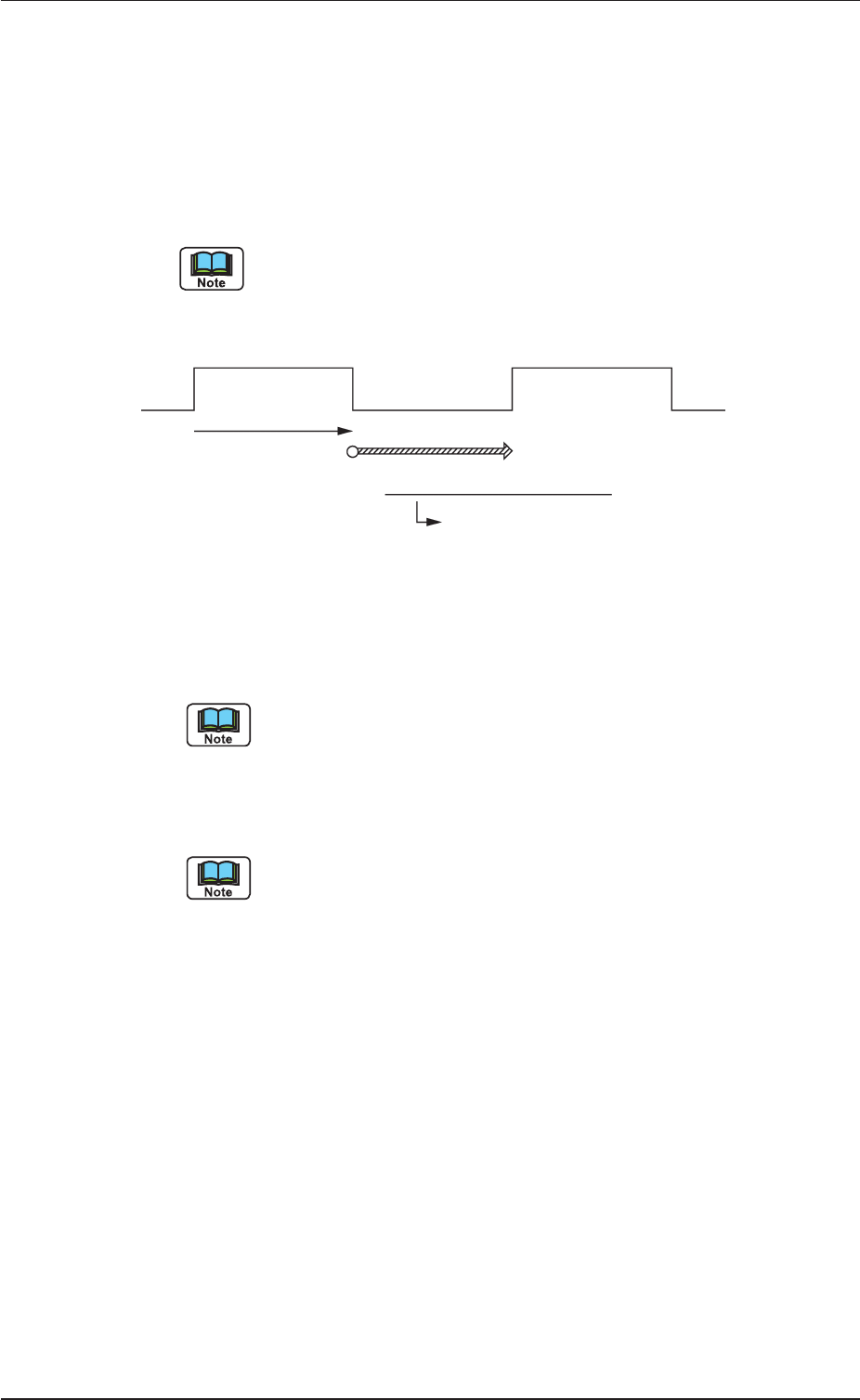
设定排出传送带的缓冲 2 位置的传感器检测出线路板后,到
传送带停 止时 的延迟时间。
* 8* 8
* 8* 8
* 8
排 出 时间 间 隔排 出 时 间 间 隔
排 出 时间 间 隔排 出 时 间 间 隔
排 出 时 间 间 隔
[[
[[
[
秒秒
秒秒
秒
]]
]]
]
向后工序 的排出方式设定为“间隔”时,请在要确保排出间
隔时间时 设定。
数据输入范围为 “0 ~9 9 秒 ”。
* 9* 9
* 9* 9
* 9
供 给 存 储 数供 给 存 储 数
供 给 存 储 数供 给 存 储 数
供 给 存 储 数
[[
[[
[
块块
块块
块
]]
]]
]
设定在供 给传送带上待机的线路板数。
选择 1 块或者 2 块供给存储数。
*10*10
*10*10
*10
排 出 存 储 数排 出 存 储 数
排 出 存 储 数排 出 存 储 数
排 出 存 储 数
[[
[[
[
块块
块块
块
]]
]]
]
设定在排出传送带上待机的线路板 数。
选择 1 块或者 2 块排出存储数。
F i g . 3 E 5 1F i g . 3 E 5 1
F i g . 3 E 5 1F i g . 3 E 5 1
F i g . 3 E 5 1
0308-001 5-59
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b
排出传送带 ON
下一个线路板的排出
用排出传送带
时间 1 管理 排出时间间隔
制作到下一个线路板排出
的时间间隔
* 1 1* 1 1
* 1 1* 1 1
* 1 1
线 路 板 排 出 存 储 位 置线 路 板 排 出 存 储 位 置
线 路 板 排 出 存 储 位 置线 路 板 排 出 存 储 位 置
线 路 板 排 出 存 储 位 置
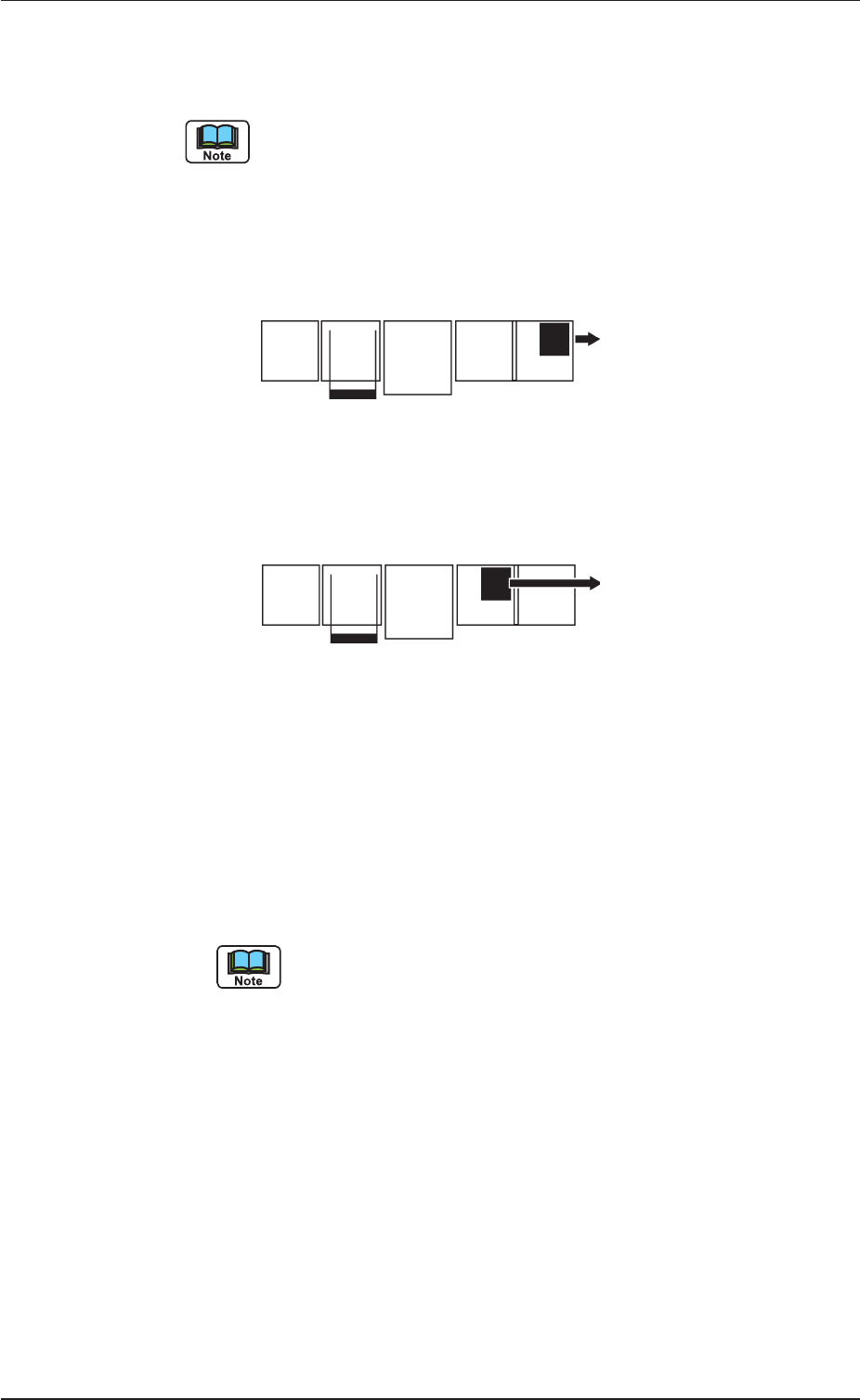
设定线路板搬运动作的线路板存储位置为 “ 出口 ” ,“ 中间 ” 。
图 Fig.3 E52 、Fig .3 E53 说明 “ 线路板流动从左到右 ”。
“ 线路板流动从右到左 ” 与图进行相反的动作。
设 定设定
设 定设定
设 定 “
出 口出 口
出 口出 口
出口 ”
时的 动 作时 的 动 作
时的 动 作时 的 动 作
时 的 动作
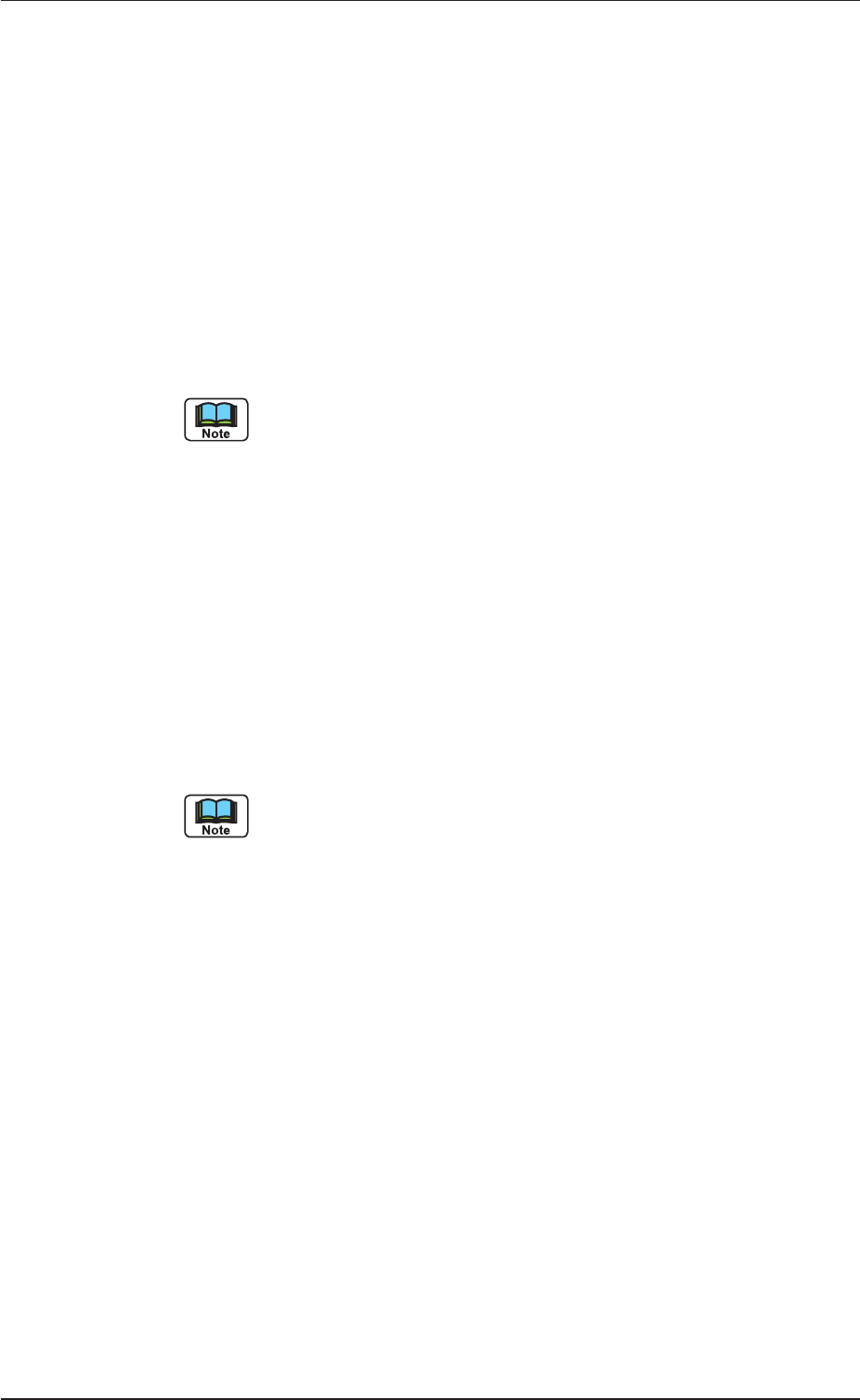
设定设定
设定设定
设定 “
中间中间
中间中间
中间 ”
时的动作时的动作
时的动作时的动作
时的动作
* 1 2* 1 2
* 1 2* 1 2
* 1 2
X YX Y
X YX Y
X Y
传送带反传送带反
传送带反传送带反
传送带反
转转
转转
转
冲程冲程
冲程冲程
冲程
[ m m ][ m m ]
[ m m ][ m m ]
[ m m ]
指定线路板搬运时的滑道传送带( X Y 传送带) 的反转量。
在搬运动作中,有时在送入线路板到滑 道上的时点上出现搬
运棘爪和线路板分开的情况。
结束线路板送入后,根据将滑道传送带( X Y ) 确实碰触指定的
值分反转搬运棘爪上,线路板定位正常结束 。
初始值(出厂值): 5. 0 mm
* 1 3* 1 3
* 1 3* 1 3
* 1 3
ZZ
ZZ
Z
夹板时 间夹板时 间
夹板时 间夹板时 间
夹板 时 间
[[
[[
[
秒秒
秒秒
秒
]]
]]
]
设定 Z 夹板时间。
F i g . 3 E 5 2F i g . 3 E 5 2
F i g . 3 E 5 2F i g . 3 E 5 2
F i g . 3 E 5 2
F i g . 3 E 5 3F i g . 3 E 5 3
F i g . 3 E 5 3F i g . 3 E 5 3
F i g . 3 E 5 3
0308-001 5-60
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b
供给部 搬运部 排出部XY工作台部
供给部 搬送部 排出部XY工作台部
* 1 4* 1 4
* 1 4* 1 4
* 1 4
通 过 动 作 选 择通 过 动 作 选 择
通 过 动 作 选 择通 过 动 作 选 择
通 过 动 作 选 择
从以下选择 通过动作的 方法。
传 送 带传 送 带
传 送 带传 送 带
传 送 带 : 传送带动作, 线路板通过。
搬 运 棘 爪搬 运 棘 爪
搬 运 棘 爪搬 运 棘 爪
搬 运 棘 爪 : 传送带和线路板动作,线路 板通过。
* 1 5* 1 5
* 1 5* 1 5
* 1 5
检 测 排 出 传 送 带 线 路 板 脱 落检 测 排 出 传 送 带 线 路 板 脱 落
检 测 排 出 传 送 带 线 路 板 脱 落检 测 排 出 传 送 带 线 路 板 脱 落
检 测 排 出 传 送 带 线 路 板 脱 落
设定排出传送带部线路板脱落的 “ 不检测 ” 或 “ 检测 ” 。
* 1 6* 1 6
* 1 6* 1 6
* 1 6
炉 信 号 检 查 机 能炉 信 号 检 查 机 能
炉 信 号 检 查 机 能炉 信 号 检 查 机 能
炉 信 号 检 查 机 能
设定炉信号检查机能的 “ 不检测 ” 或 “ 检测 ” 。
设定 “ 前工序的排出方式 ” 或 “ 后工序的排出方式 ” 为
“S M E M A ” 时,不能使用该机能。
* 1 7* 1 7
* 1 7* 1 7
* 1 7
确 认 线 路 板 有 无 信 号确 认 线 路 板 有 无 信 号
确 认 线 路 板 有 无 信 号确 认 线 路 板 有 无 信 号
确 认 线 路 板 有 无 信 号
设定是否进行线路板有无信号的确 认。
不 确 认不 确 认
不 确 认不 确 认
不 确 认 : 不确认线路 板有无信号。
前 后 工 序前 后 工 序
前 后 工 序前 后 工 序
前 后 工 序 : 确认前工序 / 后工序位置的线路板有无信号。
只 前 工 序只 前 工 序
只 前 工 序只 前 工 序
只 前 工 序 : 确认前工序 装置的线路板有 无信号。
只 后 工 序只 后 工 序
只 后 工 序只 后 工 序
只 后 工 序 : 确认后工序 装置的线路板有 无信号。
(a) 设定确认线路板有无信号时, 检测前工序和后工
序装置传送带上的线路板,限制本 装置 的自动更
换动作。
(b) 设定 “ 前工序的排出方式 ” 或 “ 后工序的排出方
式 ” 为 “S M E M A ” 时,不能使用该机能。
* 1 8* 1 8
* 1 8* 1 8
* 1 8
搬 运 传 送 带 反 转 速 度搬 运 传 送 带 反 转 速 度
搬 运 传 送 带 反 转 速 度搬 运 传 送 带 反 转 速 度
搬 运 传 送 带 反 转 速 度
搬运线路板时,可以反转传送带, 使作业中的线路板靠近
搬运棘爪,改变动作速度。
从以下选择 。
无 减 速无 减 速
无 减 速无 减 速
无 减 速
1 0 %1 0 %
1 0 %1 0 %
1 0 %
减速减速
减速减速
减速
2 0 %2 0 %
2 0 %2 0 %
2 0 %
减速减速
减速减速
减速
3 0 %3 0 %
3 0 %3 0 %
3 0 %
减速减速
减速减速
减速
4 0 %4 0 %
4 0 %4 0 %
4 0 %
减速减速
减速减速
减速
5 0 %5 0 %
5 0 %5 0 %
5 0 %
减速减速
减速减速
减速
6 0 %6 0 %
6 0 %6 0 %
6 0 %
减速减速
减速减速
减速
7 0 %7 0 %
7 0 %7 0 %
7 0 %
减速减速
减速减速
减速
8 0 %8 0 %
8 0 %8 0 %
8 0 %
减速减速
减速减速
减速
9 0 %9 0 %
9 0 %9 0 %
9 0 %
减速减速
减速减速
减速
0308-001 5-61
3 . 33 . 3
3 . 33 . 3
3 . 3 “
运行参数运行参 数
运行参数运行参 数
运行参数 ”
T a bT a b
T a bT a b
T a b