TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第67页
( C 0 2 _ 0 6 ) H [ m m ] ( C 0 2 _ 0 6 ) H [ m m ] ( C 0 2 _ 0 6 ) H [ m m ] ( C 0 2 _ 0 6 ) H [ m m ] ( C 0 2 _ 0 6 ) H [ m m ] 设 定 元 件 的 贴 装 高 度 。 ( 准 备 中 数 据 ) 单位 : mm F i g . 3 B 1 0 2 F i g . 3 B 1 0 2 F i g . 3 B …
( C 0 2 _ 0 5 ) Z [( C 0 2 _ 0 5 ) Z [
( C 0 2 _ 0 5 ) Z [( C 0 2 _ 0 5 ) Z [
( C 0 2 _ 0 5 ) Z [
]]
]]
]
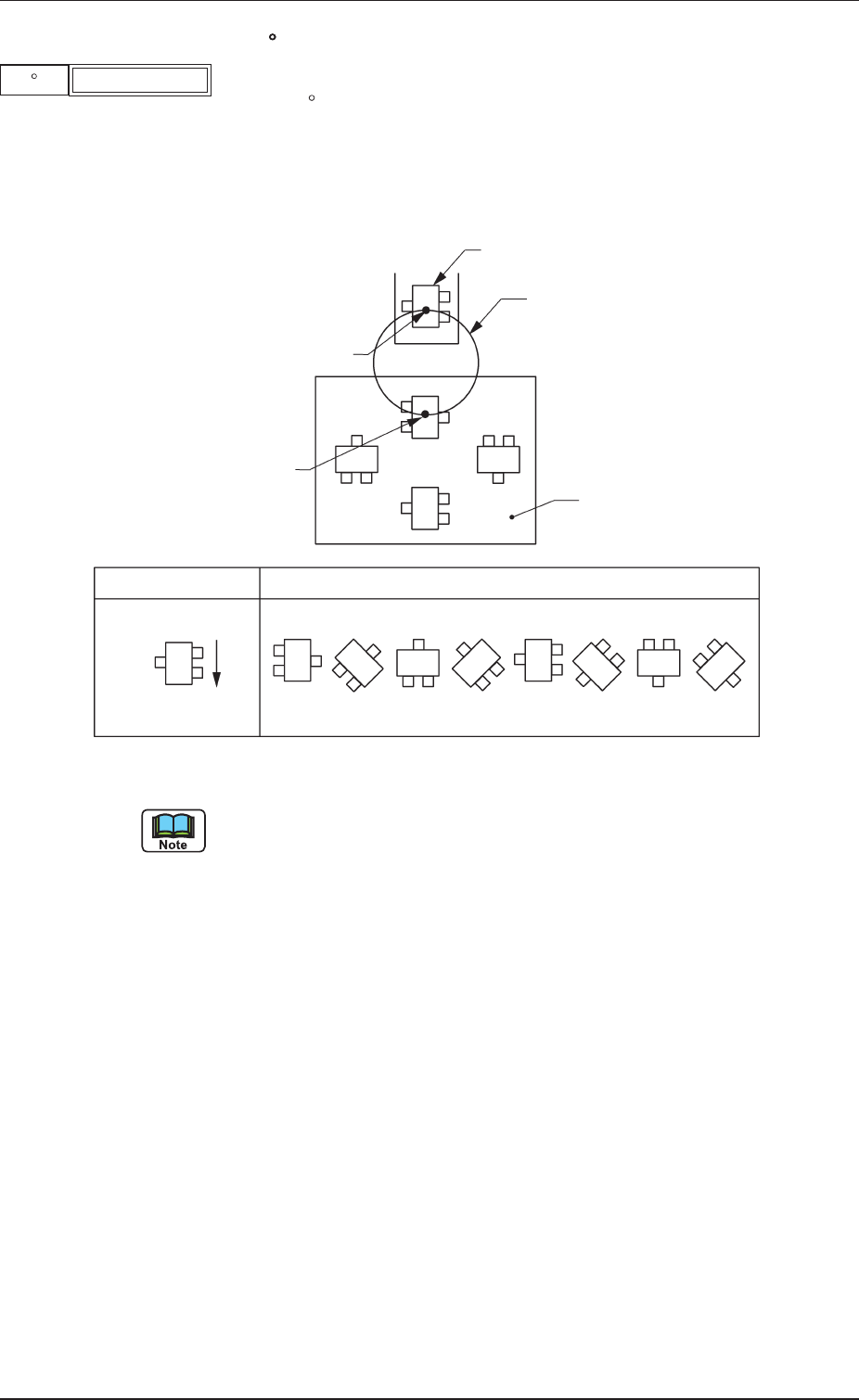
设定元件贴装角度。
单位: (度)
贴装角度请对应送料器或散装送料器上元件安置模样来设定。
例例
例例
例
::
::
:
F i g . 3 B 1 0 0Fi g .3 B 1 00
F i g . 3 B 1 0 0Fi g .3 B 1 00
F i g . 3 B 1 0 0
过程编号的最后行不做贴装角度设定。
设为 ”+000.00”。
+000.00
Z[ ]
F i g . 3 B 9 9F i g . 3 B 9 9
F i g . 3 B 9 9F i g . 3 B 9 9
F i g . 3 B 9 9
2 . 52 . 5
2 . 52 . 5
2 . 5
贴装 数 据贴 装数 据
贴装 数 据贴 装数 据
贴装 数 据
0308-001 2-47
送 料 器 上 的 元 件 模 样送料 器 上 的 元 件 模 样
送 料 器 上 的 元 件 模 样送料 器 上 的 元 件 模 样
送 料 器 上 的 元 件 模 样
安 装 头 塔安 装 头 塔
安 装 头 塔安 装 头 塔
安 装 头 塔
元 件 贴 装 位 置元 件 贴 装 位 置
元 件 贴 装 位 置元 件 贴 装 位 置
元 件 贴 装 位 置
线 路 板线 路 板
线 路 板线 路 板
线 路 板
模样模样
模样模样
模样
元件送料方向元件送料方向
元件送料方向元件送料方向
元件送料方向
00
00
0°
4545
4545
45°
9090
9090
90°
13 5135
13 5135
135°
18018 0
18018 0
180°
22522 5
22522 5
22 5°
2702 70
2702 70
27 0°
31 53 15
31 53 15
315°
Z Z
Z Z
Z
00
00
0°
9090
9090
90°
18018 0
18018 0
18 0°
27 02 70
27 02 70
270°
元 件 贴 装 位 置元 件 贴 装 位 置
元 件 贴 装 位 置元 件 贴 装 位 置
元 件 贴 装 位 置
( C 0 2 _ 0 6 ) H [ m m ]( C 0 2 _ 0 6 ) H [ m m ]
( C 0 2 _ 0 6 ) H [ m m ]( C 0 2 _ 0 6 ) H [ m m ]
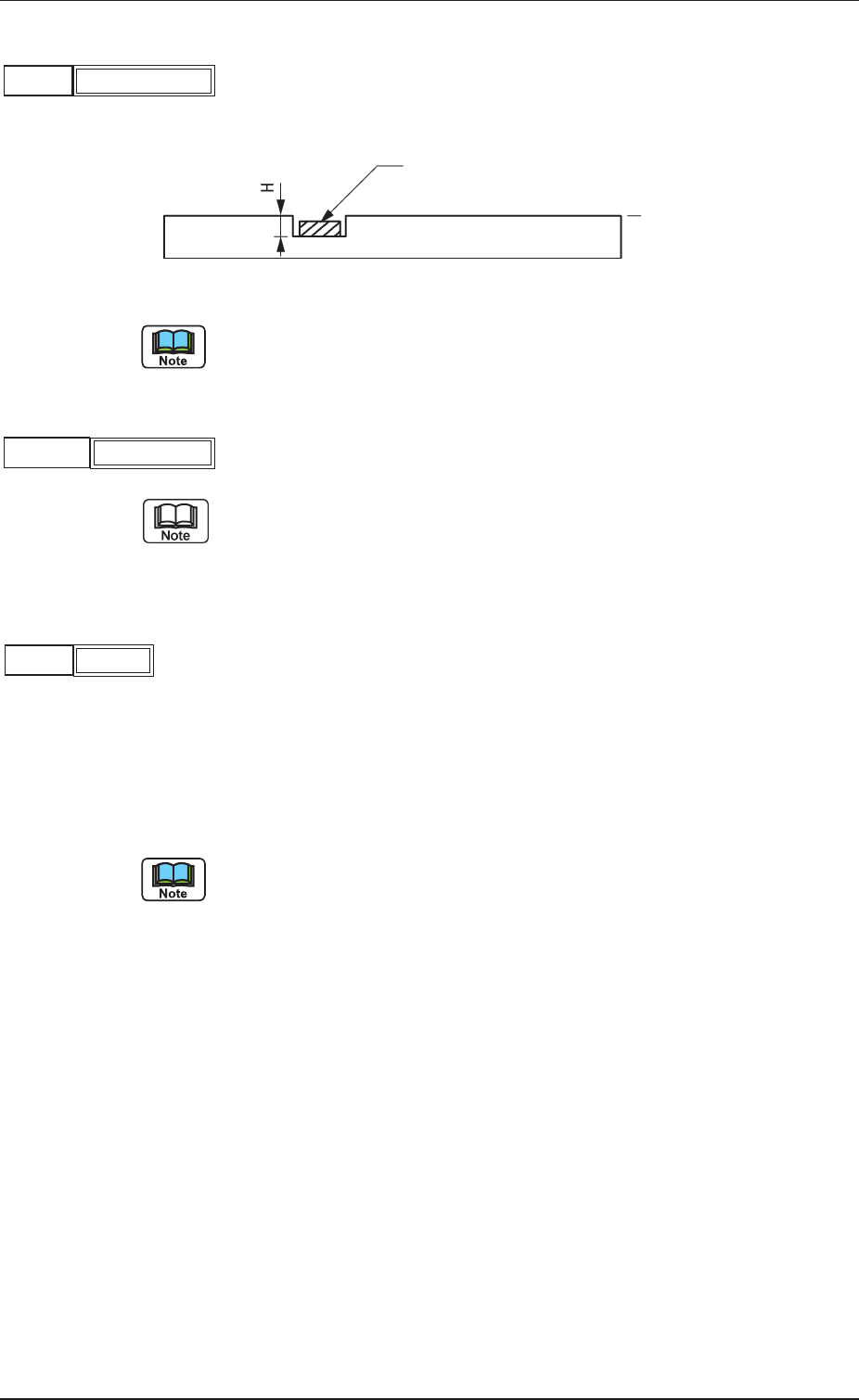
( C 0 2 _ 0 6 ) H [ m m ]
设定元件的贴装高度。( 准备中数据)
单位 : mm
F i g . 3 B 1 0 2F i g. 3 B 1 0 2
F i g . 3 B 1 0 2F i g. 3 B 1 0 2
F i g . 3 B 1 0 2
步骤号的最终行不要设定此数据。
请设定为 “+0.000”。
( C 0 2 _ 0 7 ) F d r . N o .( C 0 2 _ 0 7 ) F d r . N o .
( C 0 2 _ 0 7 ) F d r . N o .( C 0 2 _ 0 7 ) F d r . N o .
( C 0 2 _ 0 7 ) F d r . N o .
设定装有元件的送料器号。
( a ) 在此设定的送料器号必须设定在元件配置数据中。
( b ) 步骤号的最终行不要设定送料器号。
请设定为 “000”。
( C 0 2 _ 0 8 ) V( C 02 _ 0 8 )V
( C 0 2 _ 0 8 ) V( C 02 _ 0 8 )V
( C 0 2 _ 0 8 ) V
从以下选择线路板认识方法 “ 各个认识 ” 数据。
0 0 :0 0 :
0 0 :0 0 :
0 0 : 不进行各个认识。
0 1 :0 1 :
0 1 :0 1 :
0 1 : 进行各个认识( 1 点认识) 。
0 2 :0 2 :
0 2 :0 2 :
0 2 : 进行各个认识( 2 点认识) 。
(a) 设定操作数据( A 0 2 _ 1 ) 线路板认识机能选择的线路板认识方法
“ 各个认识 ” 为 “ 认识 ” 后,设定该 V 数据。
(b) “ 各个认识 ” 坐标和记号编号的设定,请参照( C 0 2 _ 1 1 ) 、
(C02_12)、(C02_13)的有关说明。
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
贴装数据贴装数据
贴装数据贴装数据
贴装数据
0308-001 2-48
+0.000
H [mm]
F i g . 3 B 1 0 1F i g . 3 B 1 0 1
F i g . 3 B 1 0 1F i g . 3 B 1 0 1
F i g . 3 B 1 0 1
101
Fdr. No.
F i g . 3 B 1 0 2F i g . 3 B 1 0 2
F i g . 3 B 1 0 2F i g . 3 B 1 0 2
F i g . 3 B 1 0 2
-
V
F i g . 3 B 1 0 4F i g . 3 B 1 0 4
F i g . 3 B 1 0 4F i g . 3 B 1 0 4
F i g . 3 B 1 0 4
元 件元 件
元 件元 件
元 件
基 准 面基 准 面
基 准 面基 准 面
基 准 面
线 路 板线 路 板
线 路 板线 路 板
线 路 板
( C 0 2 _ 0 9 ) C( C 02 _ 0 9 )C
( C 0 2 _ 0 9 ) C( C 02 _ 0 9 )C
( C 0 2 _ 0 9 ) C
从以下选择控制指令。
--
--
-
::
::
: 作为贴装步骤进行。
(连字号)
SS
SS
S
::
::
: 贴装步骤为无效。
CC
CC
C
::
::
: 贴装步骤为无效。
只有在分配器 上此步骤才有 效。
DD
DD
D
::
::
: 作为贴装步骤来进行。
只有在分配器 上此步骤为无 效。
EE
EE
E
::
::
: 不编制贴装数据( 0 ) 时,表示贴装数据( P ) 的步骤终止。
PP
PP
P
::
::
: 表示在重复线路板程序中贴装数据( P ) 的步骤终止。
贴装顺序为正顺。
QQ
QQ
Q
::
::
: 表示在重复线路板程序中贴装数据( P ) 的步骤终止。
贴装顺序为逆顺。
BB
BB
B
::
::
: 使用分割线路板不良检测功能时,在 P - N o . 1 上设定此控制
指令 。
请参照 Note(a)。
00
00
0
、、
、、
、
11
11
1
、、
、、
、
22
22
2
、、
、、
、
33
33
3
、、
、、
、
44
44
4
、、
、、
、
55
55
5
、、
、、
、
66
66
6
、、
、、
、
77
77
7
、、
、、
、
88
88
8
、、
、、
、
99
99
9
::
::
:
是指定区组排序对 应的控制指令 。
请参照 Note(b)。
(a) 除 P - N o . 1 外不要设定 B 指令。
关于分割线路板不良检测功机能的具体例,请参照 “3. 5 重复样
板图形( 有分割线路板不良检测机能) ” 。
(b) 区组排 序 对 应
重复线路板程序中,在分割线路板内混有不同 X Y 工作台速度的
元件时, 用通 常的方法 依次完成分割线路板,第二个分割线 路
板以后的贴装速度将低于第一个分割线路板的最低速度, 导致生
产效率大幅度下降 。
遇到这种 情况 时,越 过分割 线路板进 行从高 速度元件开始贴装
的区组排序对应将 提高生产效率 。
具体例请参照 “3 . 6 重复线路板( 区组排序对应) ”。
2 . 5 2 . 5
2 . 5 2 . 5
2 . 5
贴装数据贴装数据
贴装数据贴装数据
贴装数据
-
C
F i g . 3 B 1 0 5F i g . 3 B 1 0 5
F i g . 3 B 1 0 5F i g . 3 B 1 0 5
F i g . 3 B 1 0 5
只 可 使 用 以 下 记 载 的 控 制 指 令 ,只 可 使 用 以 下 记 载 的 控 制 指 令 ,
只 可 使 用 以 下 记 载 的 控 制 指 令 ,只 可 使 用 以 下 记 载 的 控 制 指 令 ,
只 可 使 用 以 下 记 载 的 控 制 指 令 ,
否 则 该 步 骤 为 无 效 。否 则 该 步 骤 为 无 效 。
否 则 该 步 骤 为 无 效 。否 则 该 步 骤 为 无 效 。
否 则 该 步 骤 为 无 效 。
0308-001 2-49
注意注意
注意注意
注意