TCM-X110_X210_X300(D) 3_Programming and Machine Data.pdf - 第90页
( 2 ) ( 2 ) ( 2 ) ( 2 ) ( 2 ) 贴装 数据 贴装数据 贴装 数据 贴装数据 贴装 数据 ( P ) ( P ) ( P ) ( P ) ( P ) 的编 制 的编 制 的编 制 的编 制 的编 制 T a b l e 3 B 3 4 T a b l e 3 B 3 4 T a b l e 3 B 3 4 T a b l e 3 B 3 4 T a b l e 3 B 3 4 P - N o . P - N o…
3 . 63 . 6
3 . 63 . 6
3 . 6
重复线路板重复线路板
重复线路板重复线路板
重复线路板
((
((
(
区组排序对应区组排序对应
区组排序对应区组排序对应
区组排序对应
))
))
)
编制方法除贴装数据( P ) 外,与 “ 3 . 4 重复线路板( 有分块认识) ” 相
同 。
( 1 )( 1 )
( 1 )( 1 )
( 1 )
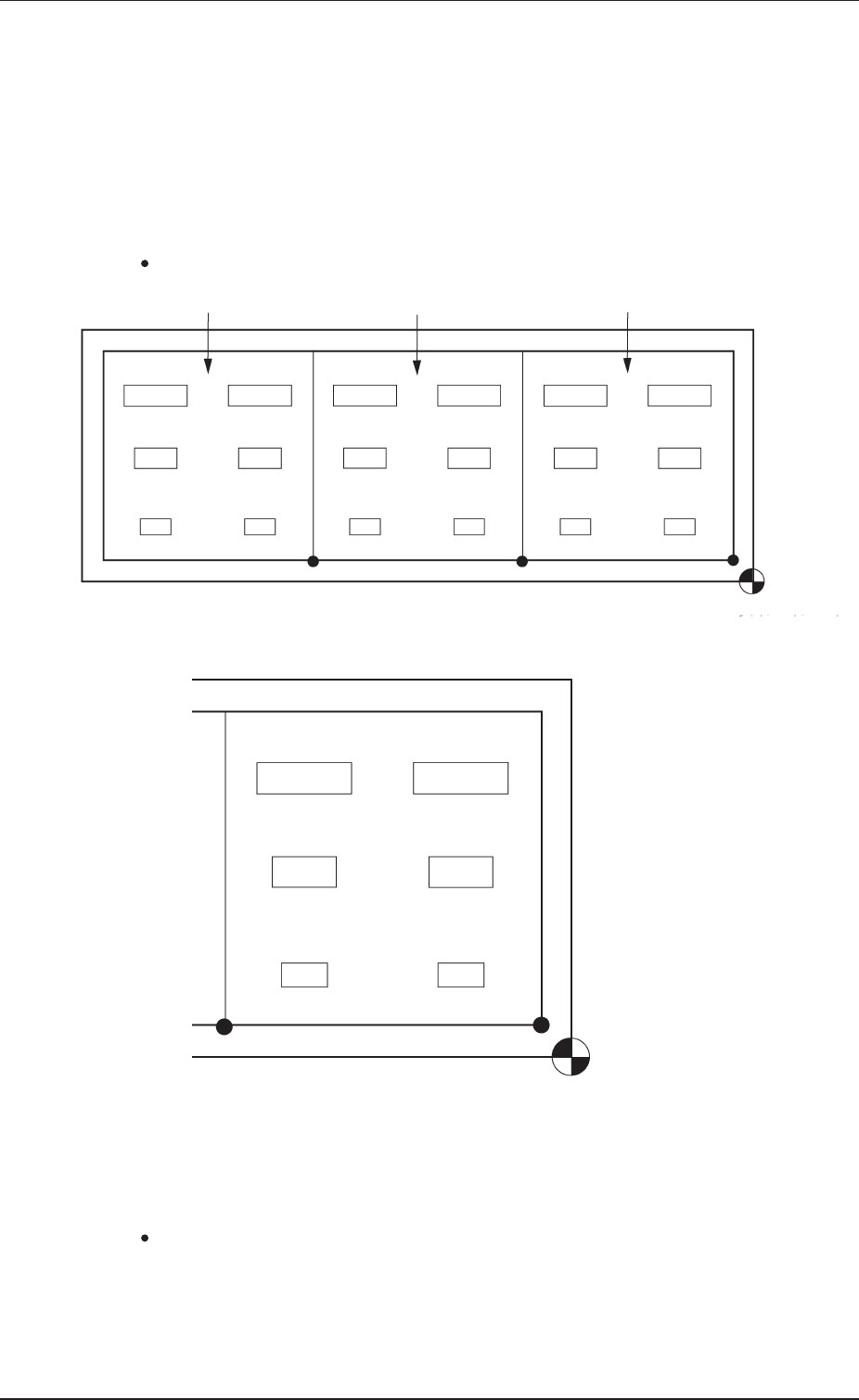
线 路 板 程 序 创 建 信 息线 路 板 程 序 创 建 信 息
线 路 板 程 序 创 建 信 息线 路 板 程 序 创 建 信 息
线 路 板 程 序 创 建 信 息
线 路 板 例线 路 板 例
线 路 板 例线 路 板 例
线 路 板 例
F i g . 3 B 1 3 2F i g . 3 B 1 3 2
F i g . 3 B 1 3 2F i g . 3 B 1 3 2
F i g . 3 B 1 3 2
整体图整体图
整体图整体图
整体图
F i g . 3 B 1 3 3F i g . 3 B 1 3 3
F i g . 3 B 1 3 3F i g . 3 B 1 3 3
F i g . 3 B 1 3 3
线路板线路板
线路板线路板
线路板
1 (1 (
1 (1 (
1 (
放大图放大图
放大图放大图
放大图
))
))
)
元件的元件的
元件的元件的
元件的
X YX Y
X YX Y
X Y
工作台速度工作台速度
工作台速度工作台速度
工作台速度
((
((
(
元件 库 数据元件 库 数据
元件 库 数据元件 库 数据
元件库 数 据
))
))
)
C 1C 1
C 1C 1
C 1
和和
和和
和
C 2C 2
C 2C 2
C 2 : 无减速
C 3C 3
C 3C 3
C 3
和和
和和
和
C 4C 4
C 4C 4
C 4 : 20% 减速
C 5C 5
C 5C 5
C 5
和和
和和
和
C 6C 6
C 6C 6
C 6 : 50% 减速
3 . 63 . 6
3 . 63 . 6
3 . 6
重复 线 路 板重复 线 路 板
重复 线 路 板重复 线 路 板
重复 线 路 板
((
((
(
区组 排 序 对 应区组 排 序 对 应
区组 排 序 对 应区组 排 序 对 应
区组 排 序 对 应
))
))
)
0308-001 2-70
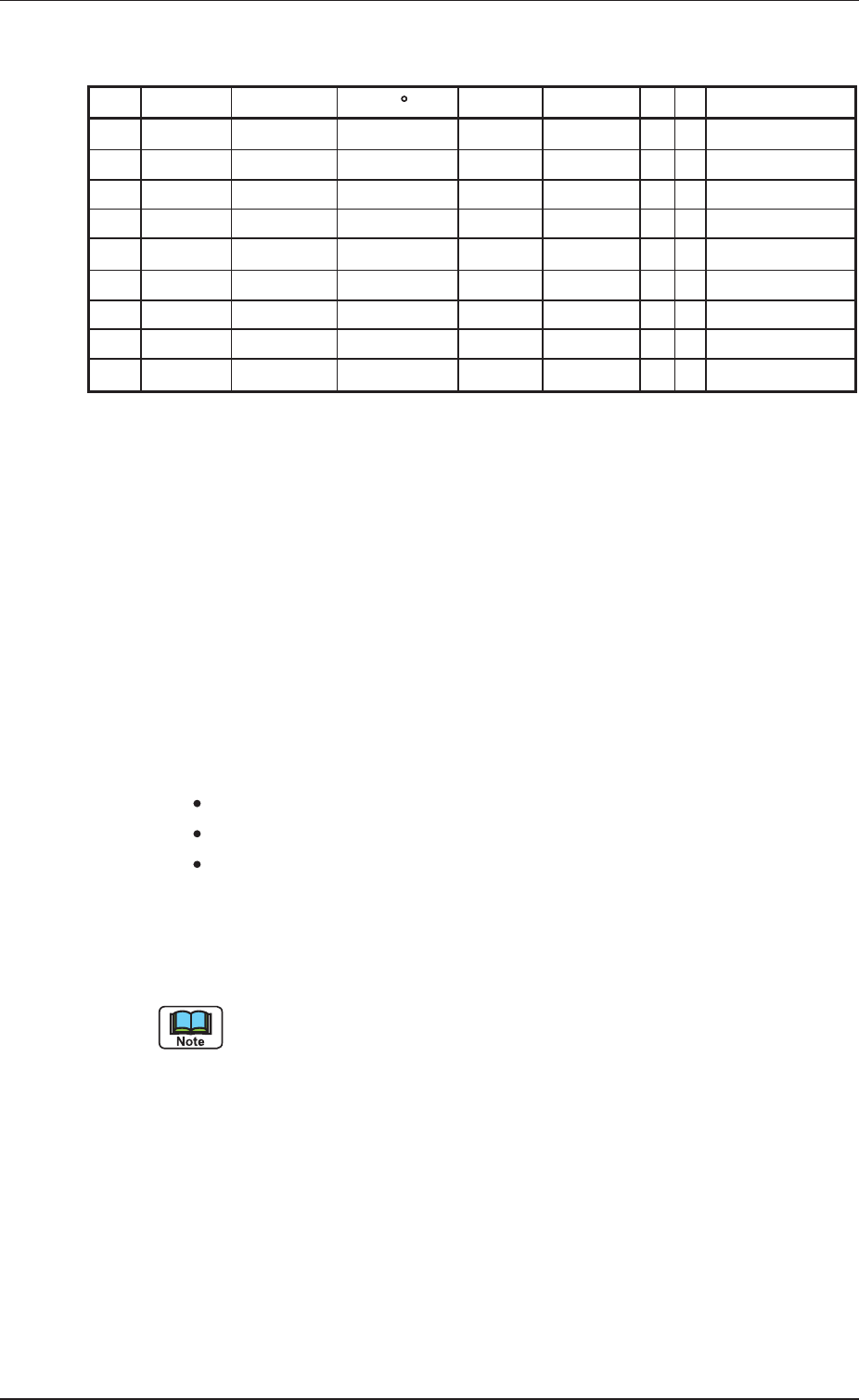
线 路 板线 路 板
线 路 板线 路 板
线 路 板
33
33
3
线 路 板线 路 板
线 路 板线 路 板
线 路 板
22
22
2
线 路 板线 路 板
线 路 板线 路 板
线 路 板
11
11
1
贴 装 坐 标 基 准贴 装 坐 标 基 准
贴 装 坐 标 基 准贴 装 坐 标 基 准
贴 装 坐 标 基 准
贴 装 坐 标 基 准贴 装 坐 标 基 准
贴 装 坐 标 基 准贴 装 坐 标 基 准
贴 装 坐 标 基 准
C6 C6
C6 C6
C6
C5 C5
C5 C5
C5
(X (X
(X (X
(X
66
666
,Y,Y
,Y,Y
,Y
66
666
))
))
)
(X (X
(X (X
(X
55
55
5
,Y,Y
,Y,Y
,Y
55
55
5
))
))
)
C4 C4
C4 C4
C4
C3 C3
C3 C3
C3
(X (X
(X (X
(X
44
44
4
,Y,Y
,Y,Y
,Y
44
44
4
))
))
)
(X (X
(X (X
(X
33
33
3
,Y,Y
,Y,Y
,Y
33
33
3
))
))
)
C2 C2
C2 C2
C2
C1 C1
C1 C1
C1
( X( X
( X( X
( X
22
222
, Y, Y
, Y, Y
, Y
22
222
))
))
)
( X( X
( X( X
( X
11
11
1
, Y, Y
, Y, Y
, Y
11
11
1
))
))
)
( 2 )( 2 )
( 2 )( 2 )
( 2 )
贴装数据贴装数据
贴装数据贴装数据
贴装数据
( P )( P )
( P )( P )
( P )
的编制的编制
的编制的编制
的编制
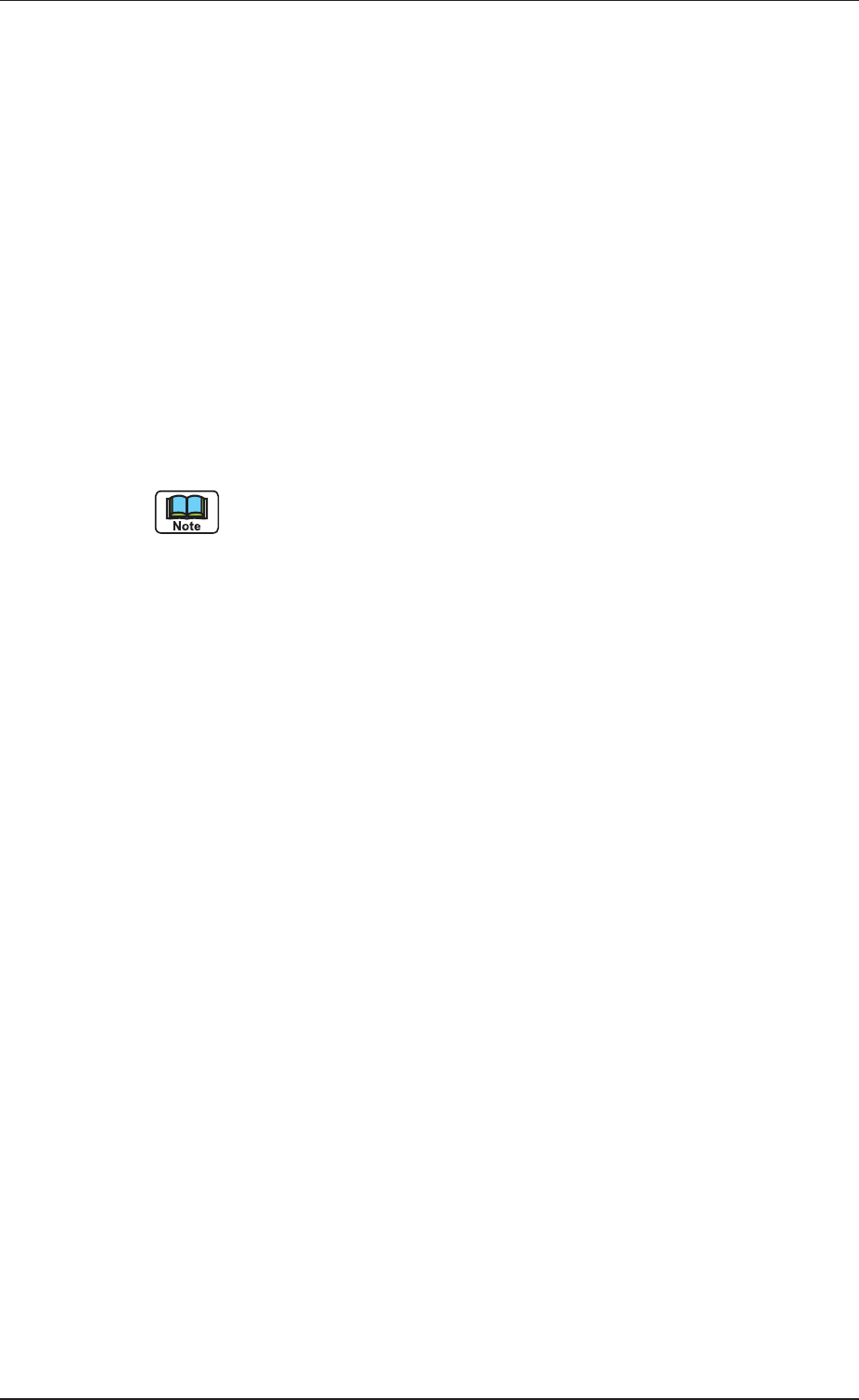
Table 3 B34Tab le 3 B34
Table 3 B34Tab le 3 B34
Tabl e 3B 34
P-No.P-No.
P-No.P-No.
P-No.
XX
XX
X
[m m ][ m m ]
[m m ][ m m ]
[ m m ]
Y [m m ]Y [ m m ]
Y [m m ]Y [ m m ]
Y [ m m ]
Z[ Z[
Z[ Z[
Z[
]]
]]
]
H[mm] Fdr. No.H[mm] Fdr. No.
H[mm] Fdr. No.H[mm] Fdr. No.
H[mm] Fdr. No.
VV
VV
V
CC
CC
C
说 明说 明
说 明说 明
说 明
11
11
1
XX
XX
X
11
11
1
YY
YY
Y
11
11
1
ZZ
ZZ
Z
11
11
1
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
X X XX X X
X X XX X X
X X X
0 00 0
0 00 0
0 0
--
--
-
C 1C 1
C 1C 1
C 1
22
22
2
XX
XX
X
22
22
2
YY
YY
Y
22
22
2
ZZ
ZZ
Z
22
22
2
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
X X XX X X
X X XX X X
X X X
0 00 0
0 00 0
0 0
--
--
-
C 2C 2
C 2C 2
C 2
33
33
3
+0 00 . 00 0+ 0 0 0 . 0 0 0
+0 00 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 00 0
+0 0 0 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 0 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
0 0 00 0 0
0 0 00 0 0
0 0 0
0 00 0
0 00 0
0 0
22
22
2
44
44
4
XX
XX
X
33
33
3
YY
YY
Y
33
33
3
ZZ
ZZ
Z
33
33
3
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
X X XX X X
X X XX X X
X X X
0 00 0
0 00 0
0 0
--
--
-
C 3C 3
C 3C 3
C 3
55
55
5
XX
XX
X
44
444
YY
YY
Y
44
444
ZZ
ZZ
Z
44
444
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
X X XX X X
X X XX X X
X X X
0 00 0
0 00 0
0 0
--
--
-
C 4C 4
C 4C 4
C 4
66
66
6
+0 00 . 00 0+ 0 0 0 . 0 0 0
+0 00 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 00 0
+0 0 0 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 0 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
0 0 00 0 0
0 0 00 0 0
0 0 0
0 00 0
0 00 0
0 0
55
55
5
77
77
7
XX
XX
X
55
55
5
YY
YY
Y
55
55
5
ZZ
ZZ
Z
55
55
5
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
X X XX X X
X X XX X X
X X X
0 00 0
0 00 0
0 0
--
--
-
C 5C 5
C 5C 5
C 5
88
88
8
XX
XX
X
66
666
YY
YY
Y
66
666
ZZ
ZZ
Z
66
666
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
X X XX X X
X X XX X X
X X X
0 00 0
0 00 0
0 0
--
--
-
C 6C 6
C 6C 6
C 6
99
99
9
+0 00 . 00 0+ 0 0 0 . 0 0 0
+0 00 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 00 0
+0 0 0 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 00 0+ 0 0 0 . 0 0 0
+0 0 0 . 0 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00+ 00 0 . 0 0
+0 0 0 . 00
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0+ 0 .0 0 0
+ 0 . 0 0 0
0 0 00 0 0
0 0 00 0 0
0 0 0
0 00 0
0 00 0
0 0
PP
PP
P
编 制 顺 序编 制 顺 序
编 制 顺 序编 制 顺 序
编 制 顺 序
(2-1) 请作出与 X Y 台相同速度的元件组。
按元件组的减速大小设置 P - N o . 步骤( 减速最小组先行) 。
在此例中,C1 和 C2 设定为 P -No . 中的 1 和 2 。
(2-2) 在 P - N o . 3 中 C 设定为 “2 ”,其它数据设定为 “0( 零)”。
此步骤成为速度组的区分。
注注
注注
注:( a ) 速度组的区分步骤不贴装元件。
(b) 此控制指令 “2 ” 不控制 X Y 台的速度。
任意使用 “ 0 至 9 ” 的控制指令。
在此例中,为了表示 P - N o. 4 以下为 2 0 % 减速的元件,
使用 “2”。
(2-3) 用同样的方法编制以 下的数 据。
C3 和 C4 设定为 P-N o.中的 4 和 5。
在 P-N o.6 中 C 设定为 “5”, 其它数据设定为 “0( 零)”。
C5 和 C6 设定为 P-N o.中的 7 和 8。
(2-4) 编制最终步骤和通常的程序一样,只有在 C 中请务必使用
“P”。
但实际的元件贴装顺序如以下说明为 “ 倒序 ” 。
一个线路板程序内最多可以编制 2 0 个速度组。
3 . 63 . 6
3 . 63 . 6
3 . 6
重复 线 路 板重复 线 路 板
重复 线 路 板重复 线 路 板
重复 线 路 板
((
((
(
区组 排 序 对 应区组 排 序 对 应
区组 排 序 对 应区组 排 序 对 应
区组 排 序 对 应
))
))
)
0308-001 2-71
元 件 贴 装 顺 序元 件 贴 装 顺 序
元 件 贴 装 顺 序元 件 贴 装 顺 序
元 件 贴 装 顺 序
从减速少的( X Y 工作台速度) 元件开始安装,如下:
线路板 1(C1 → C2)→线路板 2(C1 → C2)→线路板 3(C1 → C2)→
线路板 3(C3 → C4)→线路板 2(C3 → C4)→线路板 1(C3 → C4)→
线路板 1(C5 → C6)→线路板 2(C5 → C6)→线路板 3(C5 → C6)→
贴装数据贴装数据
贴装数据贴装数据
贴装数据
( O )( O )
( O )( O )
( O )
按照通常的方法编制。
影 响 贴 装 速 度 的 元 件 库 数 据影 响 贴 装 速 度 的 元 件 库 数 据
影 响 贴 装 速 度 的 元 件 库 数 据影 响 贴 装 速 度 的 元 件 库 数 据
影 响 贴 装 速 度 的 元 件 库 数 据
以下元件库数据也 会影响贴装速度, 敬请参考。
速度数据速度数据
速度数据速度数据
速度数据
: :
: :
: 安装头吸取、安装头传送、安装头贴装料车、
认 识 时 间
各速度数据的详细内容,请参照另外的操作说明书 “ 元件
数据库(TCM -X 系列)”。
3 . 63 . 6
3 . 63 . 6
3 . 6
重复 线 路 板重复 线 路 板
重复 线 路 板重复 线 路 板
重复 线 路 板
((
((
(
区组 排 序 对 应区组 排 序 对 应
区组 排 序 对 应区组 排 序 对 应
区组 排 序 对 应
))
))
)
0308-001 2-72