RS-1_1R_1XL MC参数调整.pdf - 第81页
机器控制参数 2- 74 2-2-1 1 设定速度 连动 增益 切换 参数 如将 “轴区分”设置为欲编辑的索引 ,即可对所设定的区分中的軸 参数进行编辑。 并且,如将“高速 / 低速 ”设置为欲编 辑的索引,即可对所设 定的区分中的相对于速度的 比率 参数 进行编辑。 并 且 ,如 将“ 行程区 分” 设置为欲编辑的索 引, 即可对所设定的区分中 的相对于 行程 区分的比例参 数进行编辑。
机器控制参数
2-73
轴区分
No.
类别
内容
1 0 AXIS_YL
2 1 AXIS_YR
3 2 AXIS_X
4 3 AXIS_Z1
5 4 AXIS_T1
6 5 AXIS_Z2
7 6 AXIS_T2
8 7 AXIS_Z3
9 8 AXIS_T3
10 9 AXIS_Z4
11 10 AXIS_T4
12 11 AXIS_Z5
13 12 AXIS_T5
14 13 AXIS_Z6
15 14 AXIS_T6
16 15 AXIS_Z7
17 16 AXIS_T7
18 17 AXIS_Z8
19 18 AXIS_T8
20 19 AXIS_ZA
21 20~31 未使用
机器控制参数
2-74
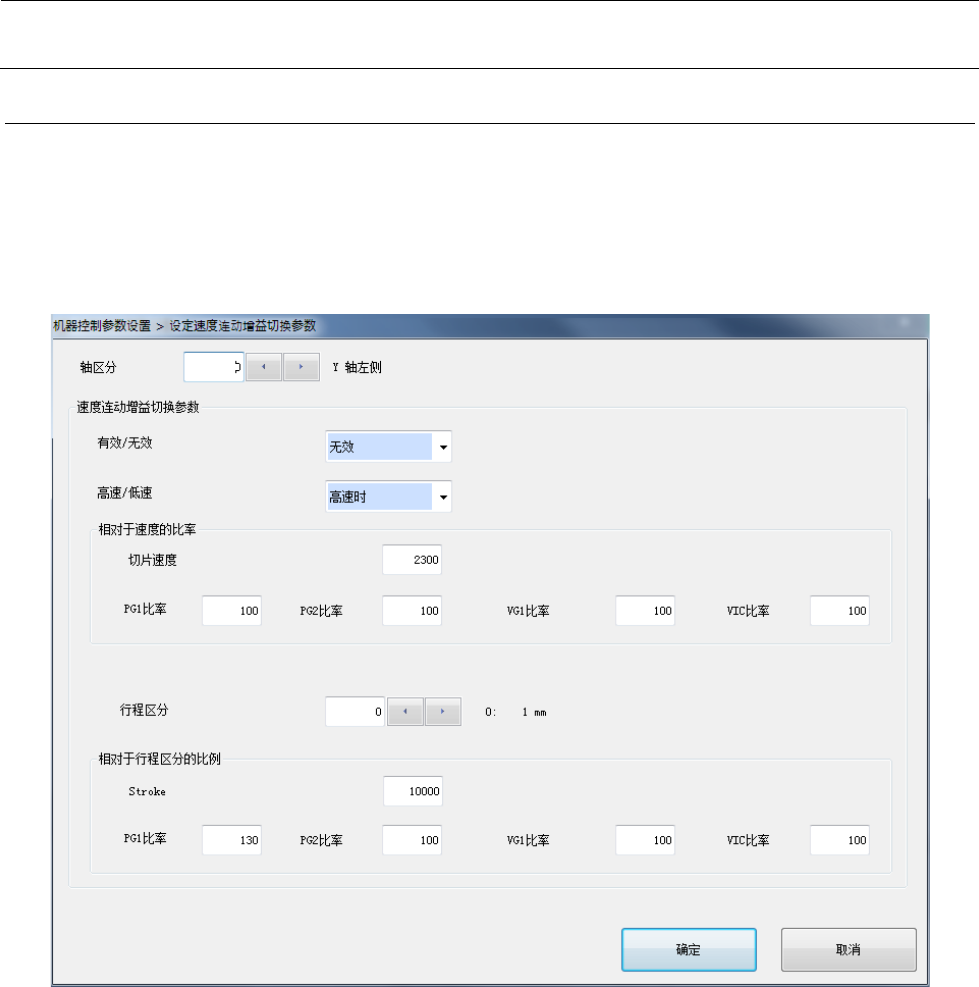
2-2-11 设定速度连动增益切换参数
如将“轴区分”设置为欲编辑的索引,即可对所设定的区分中的軸参数进行编辑。
并且,如将“高速/低速”设置为欲编辑的索引,即可对所设定的区分中的相对于速度的比率参数
进行编辑。
并 且,如将“ 行程区分”设置为欲编辑的索引,即可对所设定的区分中的相对于行程区分的比例参
数进行编辑。
机器控制参数
2-75
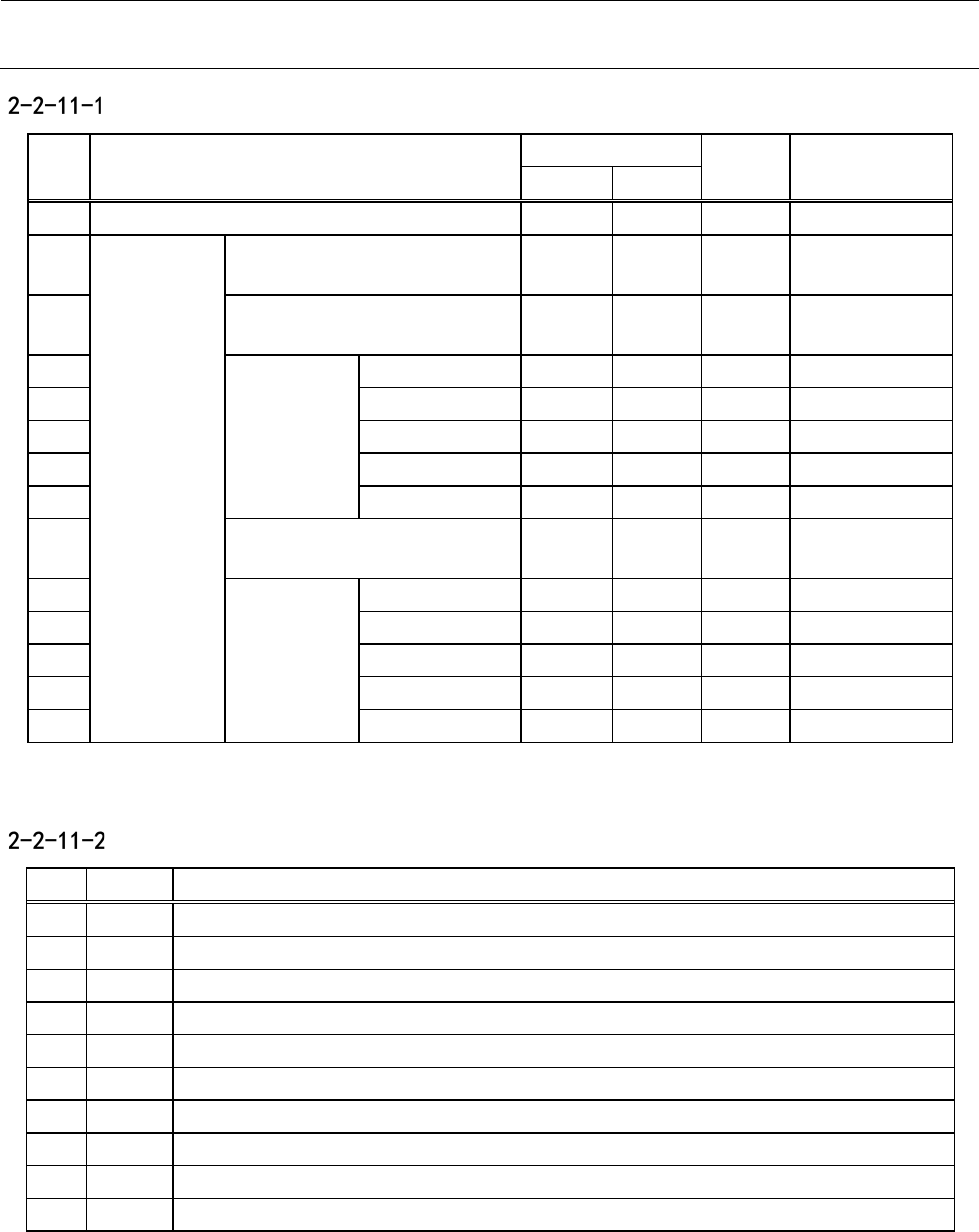
设定项目
No.
項目
入力範囲
単位
備考
最小値
最大値
1 轴区分 0 19
2 速度连动增
益切换参数
有效/无效 无效
有效
3 高速/低速 高速時
低速時
4 相对于速度
的比率
切片速度
5 PG1比率 0 255
6 PG2比率 0 255
7 VG1比率 0 255
8 VIC比率 0 255
9 行程区分 0 9 参照2-2-11-2
行程区分
10
相对于行程
区分的比例
Stroke mm
11 PG1比率 0 255
12 PG2比率 0 255
13 VG1比率 0 255
14 VIC比率 0 255
行程区分
No.
类别
内容
1 0 1mm
2 1 2mm
3 2 4mm
4 3 10mm
5 4 20mm
6 5 40mm
7 6 70mm
8 7 110mm
9 8 160mm
10 9 1000mm