00195376-05_SM_D1_D1i_D2_D2i_EN.pdf - 第219页
Settings 6.4.2 Checking the X Axis Dynamics Axis Control Service Manual SIPLACE D1/D1i/D2/D2i 219 6.4.2.1 6 . 4 . 2 . 1 S w it c h e s a n d S w it c h S e t t in g s Switches and Switch Settings 6.4.2.2 6 . 4 . 2 . 2 M …
Settings
Axis Control 6.4.1 Axis Control Assemblies
218 Service Manual SIPLACE D1/D1i/D2/D2i
6.4
6.4 Axis Control
Axis Control
6.4.1
6.4.1 Axis Control Assemblies
Axis Control Assemblies
6.4.2
6.4.2 Checking the X Axis Dynamics
Checking the X Axis Dynamics
The inspection of dynamics occurs with the following signals:
▪ Deviation of position
▪ Uncommutated target current value
▪ Vnom. – speed signal
▪ End signal (adapter board, axis in target position)
▪ Actual position = target position signal (upstream end position signal)
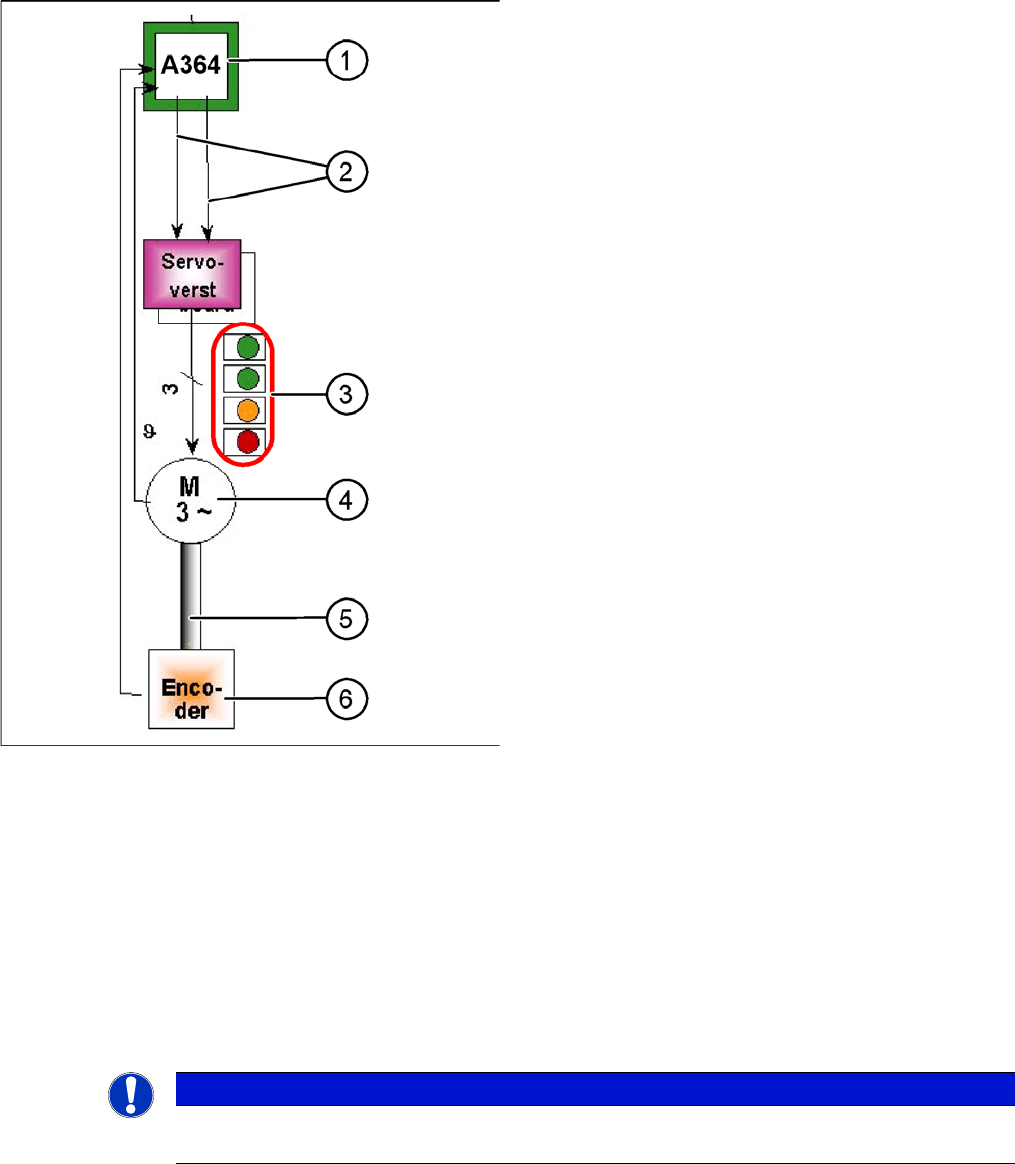
"Axis control" assemblies
The control loop for the X and Y axis consists of the fol-
lowing parts:
▪ Axis board A364
▪ Servo board (TDS)
▪ 3 phase AC linear motor
▪ Measurement system (incremental scale and encod-
er (read unit))
To protect the linear motors from overtemperature, all
these motors have an internal temperature sensor.
Legend
1. Axis board A364
2. Control signals I
nom "W"
and I
nom "U"
3. Servo amplifier
4. LEDs on servo amplifier:
GREEN: power supply ON
GREEN: Servo enable, if the enable signal has been
received from the axis board.
ORANGE: Display R.M.S. current limiter shorter than
2.5 s.
RED: Error: overvoltage, overcurrent, overtempera-
ture longer than 2.5 sec.
5. 3-phase AC linear motor for X and Y axes with inte-
grated temperature sensor.
6. Between the motor and incremental encoder there is
a fixed mechanical connection.
7. Incremental encoder: transmits the exact position of
the axis. The track signals are the only feedback sig-
nals for the axis control.
The servo board directly controls the linear motor, the in-
termediate circuit voltage is 250 V.
NOTICE
Before adjusting the axes, make sure that the machine has reached its operating temperature.
Switch the machine on at least 30 minutes before you begin work.
Settings
6.4.2 Checking the X Axis Dynamics Axis Control
Service Manual SIPLACE D1/D1i/D2/D2i 219
6.4.2.1
6.4.2.1 Switches and Switch Settings
Switches and Switch Settings
6.4.2.2
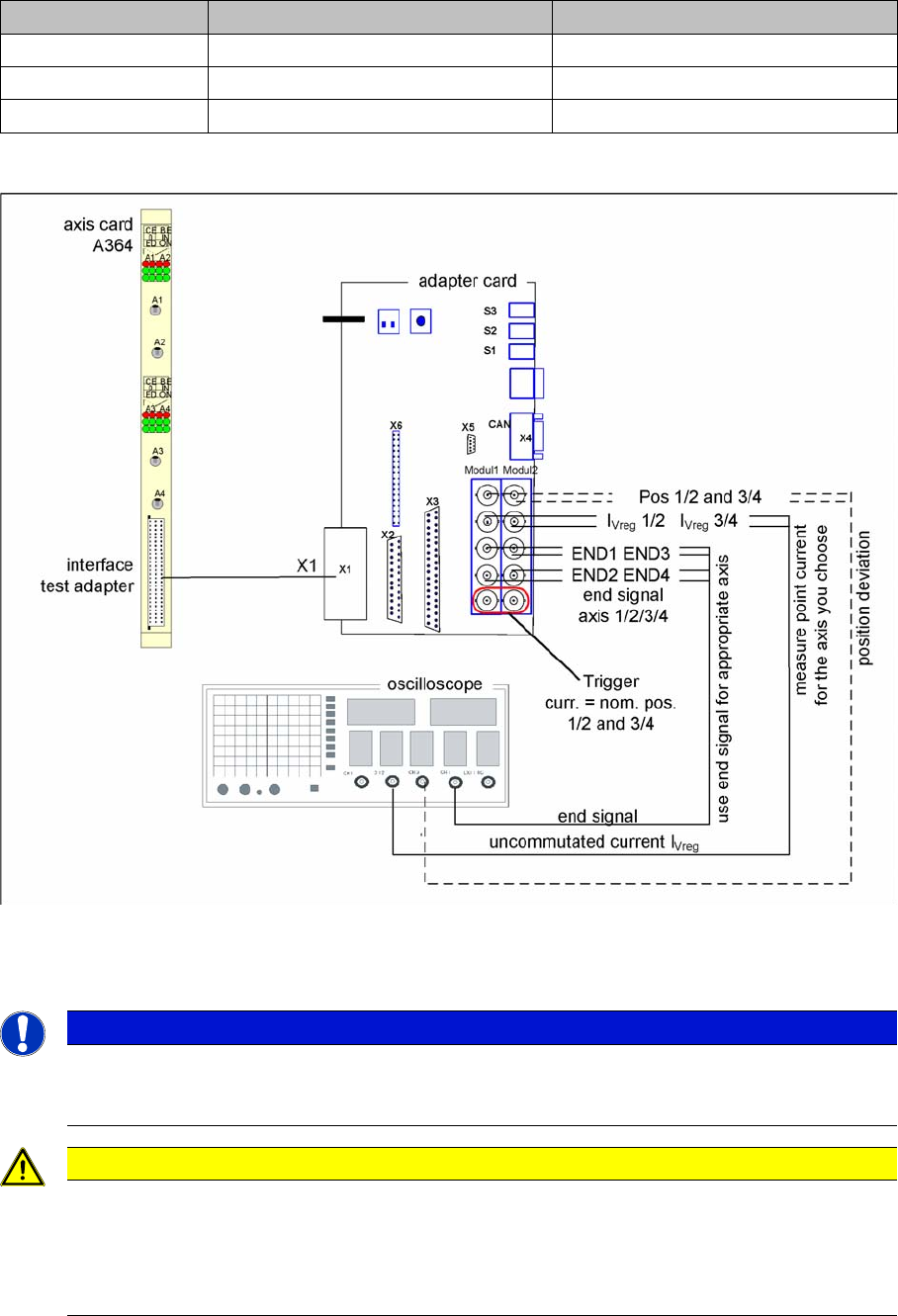
6.4.2.2 Measurement Setup with Adapter Board for A364
Measurement Setup with Adapter Board for A364
Measurement setup with axis test box
▪ Additional connection at channel 4 could be the actual position = target position signal from trigger
m1/2 of the adapter board or the position deviation.
Switches Top switch position Bottom switch position
S3 none none
S2 Signals from axis controller 3 (A3) Signals from axis controller 4 (A4)
S1 Signals from axis controller 1 (A1) Signals from axis controller 2 (A2)
NOTICE
Measure the signals directly on the adapter board!
The position deviation emitted there offers the advantage of showing the actual axis controller
function.
CAUTION
When checking the dynamics, it may be sufficient if you check the travel times and overshoot
behavior of the axis with the SIPLACE axis tester (SAT) display and the values in the settings
tables.
However, when checking for errors, you will need to use a suitable oscilloscope for the dynam-
ics analysis.
Settings
Axis Control 6.4.2 Checking the X Axis Dynamics
220 Service Manual SIPLACE D1/D1i/D2/D2i
6.4.2.3
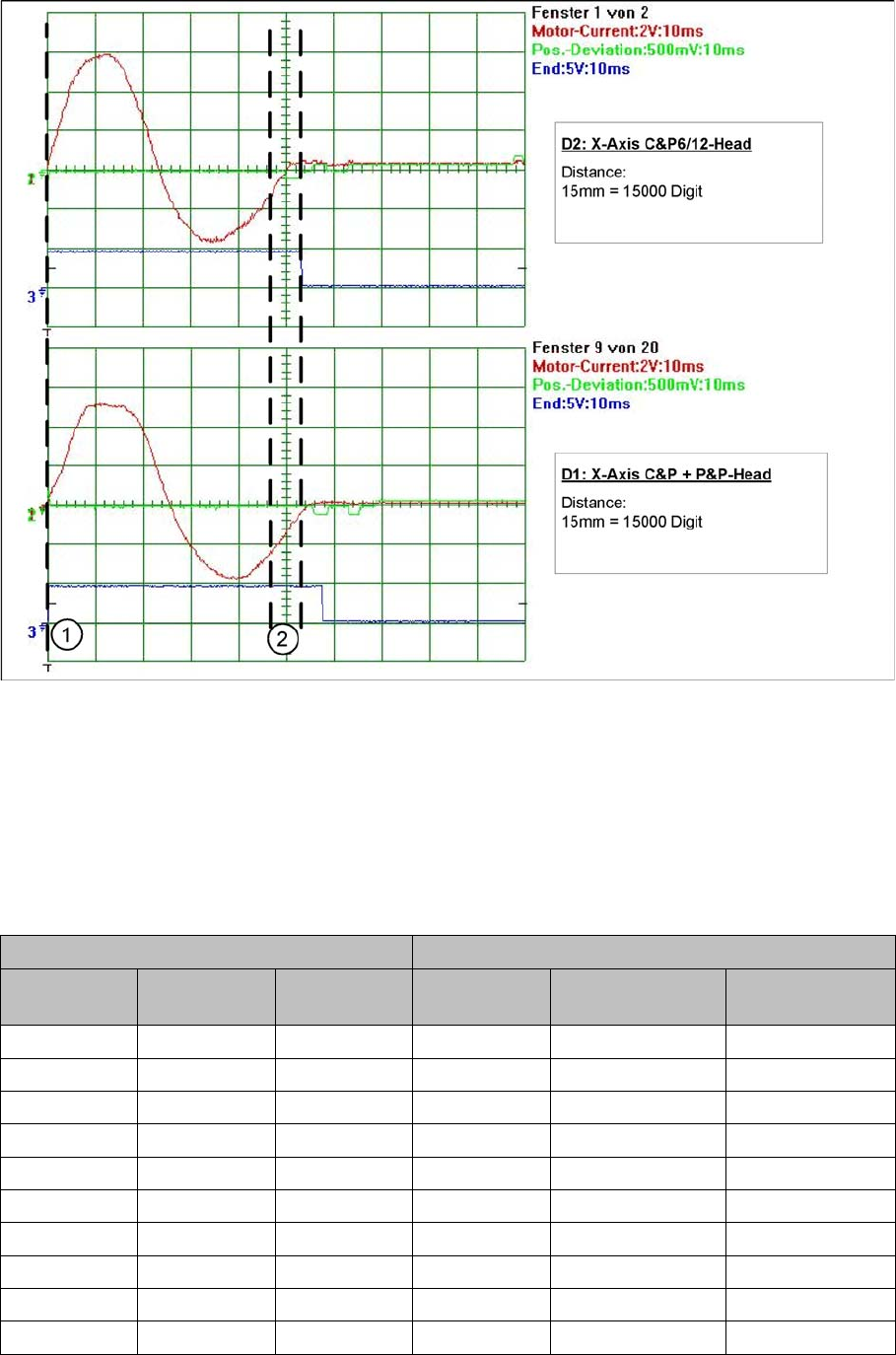
6.4.2.3 Comparison of X-Axis Travel Profile for C&P6/12 and P&P Heads
Comparison of X-Axis Travel Profile for C&P6/12 and P&P Heads
Signal path at 15000 digit travel range of X axis for different head configurations
Legend
1. Axis start
2. The end position signal is triggered at different times, depending on the axis records for both head
configurations.
6.4.2.4
6.4.2.4 X Axis Travel Time Table, According to Placement Heads
X Axis Travel Time Table, According to Placement Heads
Travel times for X gantry axis
D2 machine: C&P6 or C&P12 D1 machine: C&P6 or C&P12 + P&P
Distance / dig-
it
Target time /
ms
Tolerance /ms Distance / dig-
it
Target time / ms Tolerance /ms
500 33 +/-5 500 30 +/-5
1000 35 +/-5 1000 33 +/-5
2000 37 +/-5 2000 39 +/-5
5000 43 +/-5 5000 48 +/-5
15000 56 +/-5 15000 60 +/-5
20000 64 +/-10 20000 66 +/-10
50000 88 +/-10 50000 95 +/-10
100000 117 +/-10 100000 126 +/-10
200000 159 +/-15 200000 174 +/-15
300000 199 +/-15 300000 214 +/-15