00195376-05_SM_D1_D1i_D2_D2i_EN.pdf - 第256页
Settings Pick&Place Head 6.6.11 P&P Head Axis Dynamics 256 Service Manual SIPLACE D1/D1i/D2/D2i Force measurement boar d defect – replace the placement head, du e to the m echanica l and electrical calibration pr…
Settings
6.6.11 P&P Head Axis Dynamics Pick&Place Head
Service Manual SIPLACE D1/D1i/D2/D2i 255
6.6.11
6.6.11 P&P Head Axis Dynamics
P&P Head Axis Dynamics
▪ Due to the wide component spectrum, no generally applicable oscillograms can be displayed for cor-
rect axis function.
▪ The axis dynamics can no longer be influenced by potentiometer settings.
▪ The following function descriptions should help you analyze any malfunctions which occur.
▪ The tables contain a brief description of the correct function and a description of malfunctions, their
possible causes and corresponding solution suggestions.
6.6.11.1
6.6.11.1 Z Axis
Z Axis
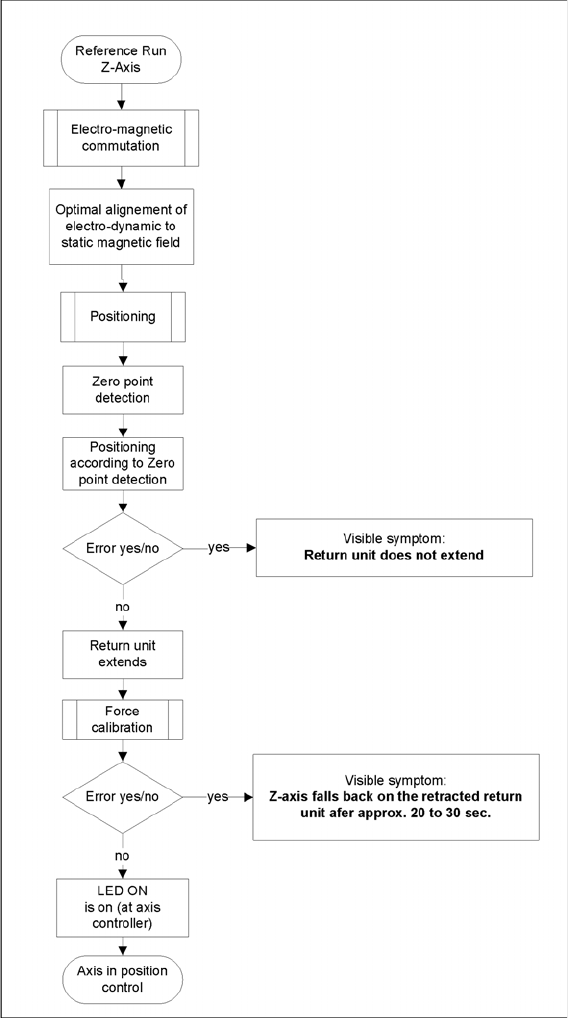
Flowchart illustrating the function of the Z-axis at the P&P head
During the Reference Run
Initial statements about the correct head function can be made from the individual procedures during the
reference run.
Z axis linear motor defect – replace the placement head.
Settings
Pick&Place Head 6.6.11 P&P Head Axis Dynamics
256 Service Manual SIPLACE D1/D1i/D2/D2i
Force measurement board defect – replace the placement head, due to the mechanical and electrical
calibration procedures required with special equipment.
During Nozzle Changeover
Function errors during nozzle changeover are not based on head axis function errors.
Detailed function: > Description > Result Malfunction: > Description > Cause/Solution
Axis reference run:
1. Search for phase current commutation
2. Zero point search
3. Position to calculated ZPC target position
Result:
Servo-controlled Z axis is referenced.
Next step: force measurement board comparison.
Z axis unable to reach target position.
FM axis not correctly initialized.
Return cylinder does not move out.
Solution:
Remove mechanical stiffness (due to transport
locks) or replace head.
Force calibration:
Automatic calibration of force measurement board
during initialization.
Result:
Return cylinder moves out (downwards).
Force measurement calibration fails.
Return cylinder does not move out. Z axis falls
down to position of return cylinder, after 20-30 sec-
onds.
Cause Force measurement board defect.
Solution: Replace head
Height reference run
Test nozzle length at conveyor edge:
Z axis tests nozzle length with 1 N placement force
and slow approach to conveyor edge.
Travel speed is proportional to the value entered
for the spring pretension.
P&P head is moved to waiting position.
Threshold value: max. spring pretension should
not exceed 700 mN.
Height measurement fails.
Positioning ends with time-out error.
Z axis does not touch conveyor edge.
Cause Incorrect entry for spring pretension with
more than 700 mN.
If this value is correct (according to the label), re-
place the head.
Detailed function: > Description > Result Malfunction: > Description > Cause/Repair
Nozzle pickup:
Z axis travels in current sensor mode into the noz-
zle interface, to engage.
The placement force is then reduced to facilitate
rotation of the D axis.
Result:
Z axis tests nozzle length after first pickup.
Z axis unable to reach target position.
Cause
Nozzle rotated by 3° and inserted into garage at
wrong angle. X/Y position of nozzle changer (NC)
not correctly calibrated.
Solution:
Calibrate the nozzle changer.
Put down the nozzle:
Z axis travels with set force into the garage.
Rotate the nozzle to lock.
Z axis travels with set force up again.
Z axis unable to reach target position.
Cause
Garage already occupied.
Nozzle manually set at incorrect angle
X/Y position of NC not correctly calibrated
Settings
6.6.11 P&P Head Axis Dynamics Pick&Place Head
Service Manual SIPLACE D1/D1i/D2/D2i 257
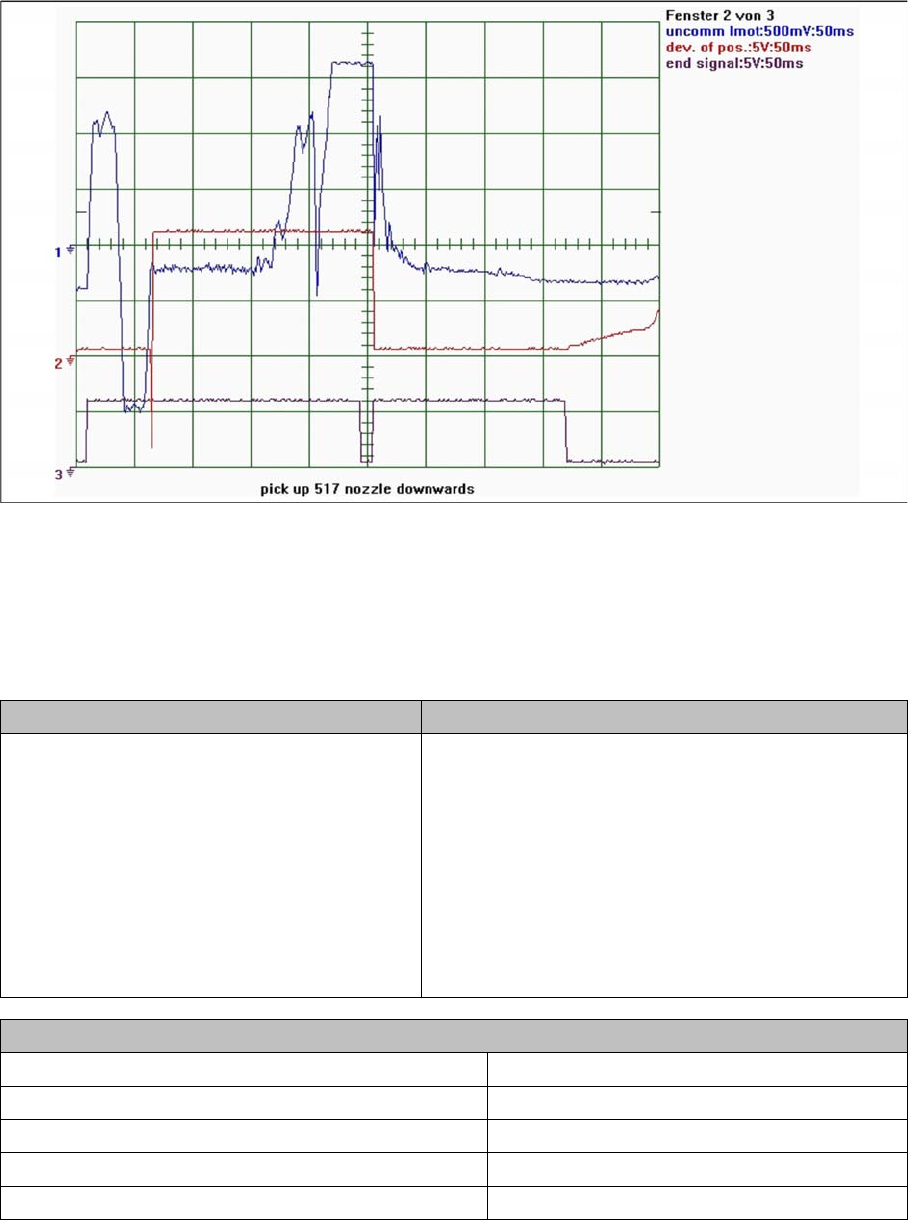
Oscillogram of a Nozzle Changeover
Nozzle pickup, Z axis down
The current flow adjustment marked as (1) shows the moment when the nozzle engages with the nozzle
interface with increased force and subsequent unloading.
During Positioning with Travel Profiles in SITEST
The following travel times can be determined via SITEST or by measuring the Z axis travel profiles at
placement (with a defined force).
Oscillograms for Various Force Levels
This shows typical oscillograms for Z axis positioning with force sensor mode (as in placement) at vari-
ous force levels.
The specified time ranges for positioning are values from travel tests with new heads.
Detailed function: > Description > Result Malfunction: > Description > Cause/Repair
Positioning to absolute positions:
Z axis moved to programmed target position.
End position signal is issued when the target
corridor is reached.
Z axis unable to reach target position.
The axis shows an oscillating, permanent deviation of
position. The end position signal is not set within the
time-out time.
1. Possible cause:
Electrical defect in servo amplifier => replace servo
amplifier.
2. Possible cause:
Axis swings up due to electrical or mechanical defects
in head => replace head.
Typical travel times indicating correct Z axis function:
Placement with 2 N – standard 95 - 105 ms
Placement with 1 N 170 - 180 ms (placement time not decisive)
Placement with 5 N 90 - 100 ms
Placement with 10 N 80 - 90 ms
Placement with 15 N – highest force of standard head 85 - 95 ms