User Manual SIPLACE Linear Dipping Unit 2 X.pdf - 第32页
3 Function description and structure 3.2 Structure 32 User Manual SIPLACE Linear Dipping Unit 2 X 05/2020 3.2.10 User interface 1. 7 segment display 1/2 (operation mode, error mode, emergency stop) 2. 7 segment display 3…
3 Function description and structure
3.2 Structure
User Manual SIPLACE Linear Dipping Unit 2 X 05/2020 31
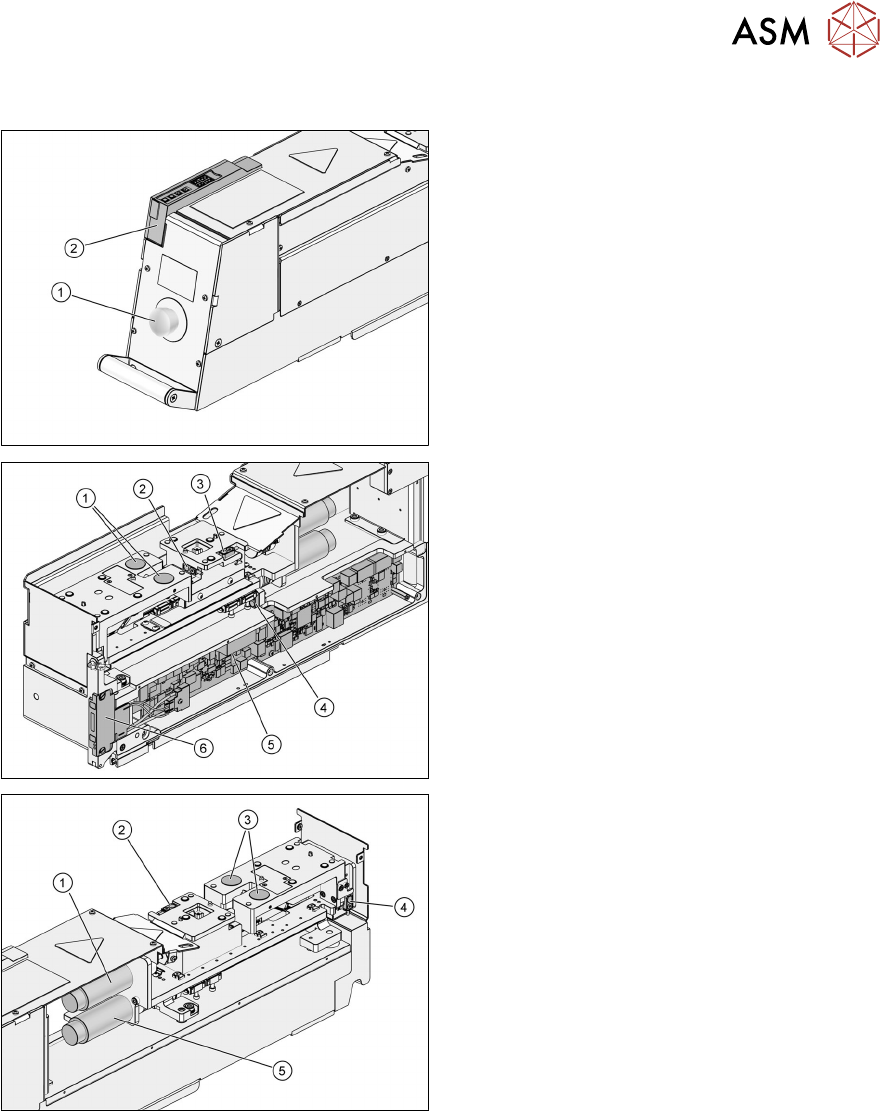
3.2.9 Electronics
1. Emergency stop button
2. User interface
1. Electromagnets
2. Sensor for drip tray
3. Sensor for park plate
4. Position switch of squeegee axis
5. Control board
6. Energy and data interface (EDIF)
1. Motor of lift axis
2. Sensor for park plate
3. Electromagnets
4. Position switch of lift axis
5. Motor of squeegee axis
3 Function description and structure
3.2 Structure
32 User Manual SIPLACE Linear Dipping Unit 2 X 05/2020
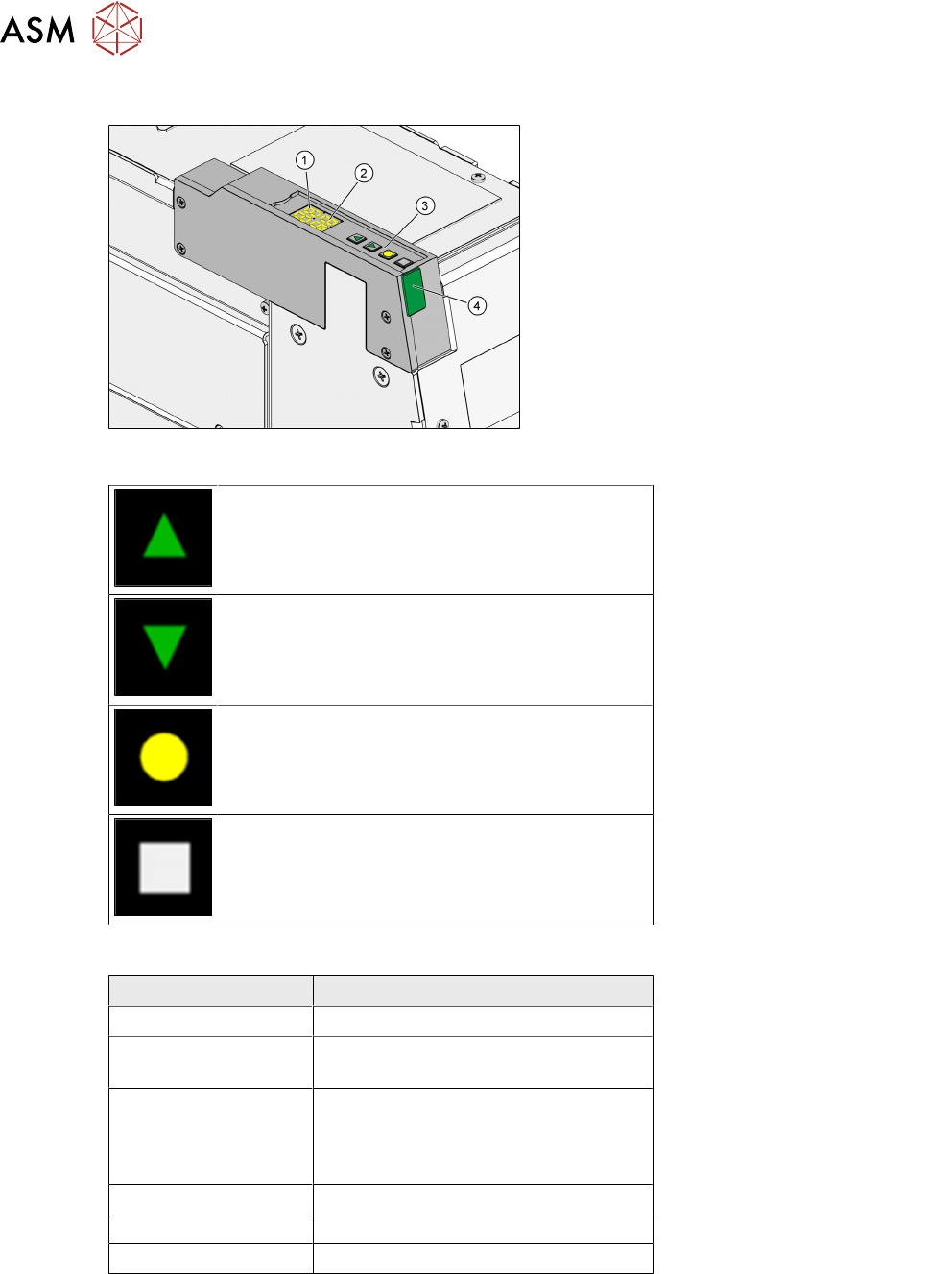
3.2.10 User interface
1. 7 segment display 1/2 (operation mode,
error mode, emergency stop)
2. 7 segment display 3/4 (error number,
squeegee speed, remaining cycles, emer-
gency stop)
3. Function keys
4. Status LED
Function keys
Up key: Pressing it briefly switches to the next
operating mode (P0
→ P1 → P2 → …). Pressing
it long while in mode P2
switches to the activity
level Advanced production
(P2→P3).
Down key: Switches to the previous operating
mode (P2
→P1→ P0…). Clears the current
error in the Er
display.
<Select> key: Selects the operating mode dis-
played, starts an operation, switches on the 7
segment displays.
<Adjust> key: Sets a parameter, clears an error,
halts the warm-up cycle.
Status LED
Color of status LED Operating state of the LDU
Green (permanent) Ready for operation
Amber (permanent) Warning. The LDU will change soon to
the state "Not ready".
Red (permanent) LDU not initialized, not warmed up or
in error mode. The 7 segment display
1/2 shows the corresponding error
number.
Off Not ready for operation
Green (fast flashing) Software download
Red (fast flashing) Application software invalid
Operating the LDU with the help of the function keys is described in chapter 4.8 "Operating the con-
trol unit via user interface" [}66].
3 Function description and structure
3.3 Basic process
User Manual SIPLACE Linear Dipping Unit 2 X 05/2020 33
3.3 Basic process
The following section describes the dipping process and the parameters which influence this pro-
cess.
3.3.1 Usage of flux
To improve the solderability of corrosive components or components with complex structures, the
contact surfaces of these components should be coated with additional flux during production. This
increases the quality of the soldered connection. The flux is applied to the relevant contact surfaces
of the component or board during the placement procedure. The two most common procedures are
dispensing
and dipping. In addition, there are other procedures such as printing, stamping, spray-
ing, brush application etc.
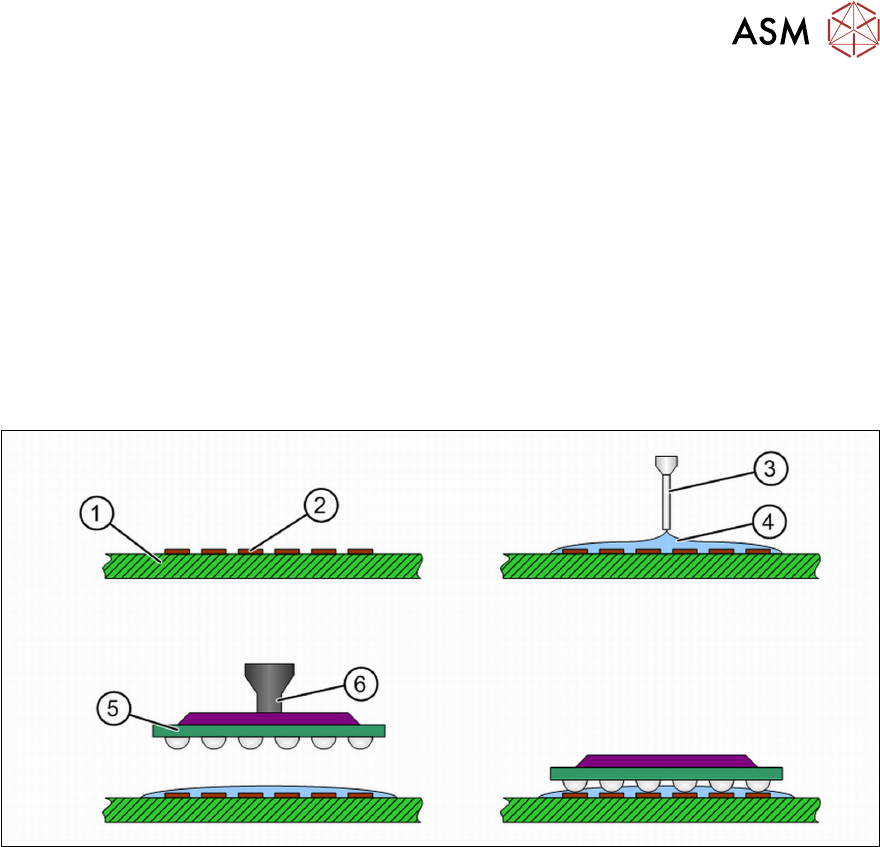
Flux application by dispensing
During dispensing, the flux is applied directly onto the board (1). A needle (3) is positioned exactly
over the soldered connection or the contact surfaces (2)
and a defined amount of flux (4) is applied
to the soldered connection. A film forms on the soldered connection, in which the component (5)
is
placed with the tweezers (6)
. Only thin flux types are suitable for dispensing.