AVK3_Z_051101.pdf - 第12页
- 6 - AVK3 2005. 11 0 1 3.2 基本性能 项 目 内 容 • 最大 速度时间 0.12 s/ 点 不同元件种类和插入方向的最大速度 时间所需条件 对象元件 插入方向 轴向元件 跳线 X 方向 (0°) 0.15 s/ 点 0.12 s/ 点 Y 方向 (90°) 0.12 s/ 点 0.15 s/ 点 -X 方向 (180°) 0.15 s/ 点 — -Y 方向 (270°) 0.24 s/ 点 — 挿入速度 其…
- 5 -
AVK3 2005.1101
3. 机器规格
3.1 基本规格
机种名: AVK3
电源
• 额定电源 可从3相200/220/380/400/420/480 V中选择
• 频 率 50/60 Hz
• 额定容量 约4 kVA
空压源 • 使用空气压 0.5 MPa
• 空气量
约150 L/min (A. N. R.)
注)
附属单击耦合器 (SMC KK13P-03M、KK13S-03F) 。
设备尺寸
• NM-AA30 W 4 050 mm × D 1 900 mm × H 1 590 mm (不包括信号塔)
•
NM-AA31 W 2 810 mm × D 1 900 mm × H 1 590 mm (不包括信号塔)
重量
• 主体重量 NM-AA30 约2 520 kg (只包括主体)
NM-AA31 约1 750 kg (只包括主体)
环境条件
• 周围温度 20 ℃±10 ℃
操作部
10.4彩色液晶: 日文 / 英文 / 中文 能够变换
• 人机对话方式
• 打印机 (选购件) 输出、日文/英文/中文能够变换
•
3.5英寸FDD标准配备
对应格式1.44 MB和1.2 MB的两个模式。(任选一规格)
※ 机器的格式是1.44 MB。
•
RS232C
NC数据的输出入、生产管理信息的输出、I/O显示・输出
涂饰颜色
• 标准颜色 白色: W-13 (G50)
控制方式 • Panadac783K微机方式
AC伺服电机的半闭环回路方式
指令方式 • X-Y轴: 绝对坐标指令 (识别内数据编辑时能够表示相对坐标数据)
插入间距: 绝对指令
Z轴: (元件供给部) 料架编号指令
X-Y工作台移动单位
• 0.01 mm/脉冲
控制模式 • 全自动、半自动、手动、在线
NC程序数 • 合计5000步骤以内Max. 32品种
显示灯 • 信号塔(3灯、从上红色・黄色・绿色、或是黄色・白色・绿色)
孔位置补正方式 • 识别插入位置的所有孔 (XY补正、θ补正、间距补正) 位置的结果,算出最佳插入位置,
进行位置补正。
识别方法,请参照「4.7 基板识别补正功能」。
自己诊断功能 • 电源投入时的设备状态和故障发生时的状况显示于彩色液晶画面的同时,还显示其对应
方法。
其他 • 程序功能
请参照「7.1 程序功能」。
•
Pana PRO J/CAM
多台连接的生产线时,备有进行最优化、数据分配的软件Pana PRO J/CAM。
•
数据的互换性
可直接使用以往AV、AVB、AVF、AVG、AVP、AVK、AVK2、AVK2B的数据。
※ 在长时间停止的状态下再次运转时,用手动操作确认设备是否动作异常,实施空运转后,请再次运转。
- 6 -
AVK3 2005.1101
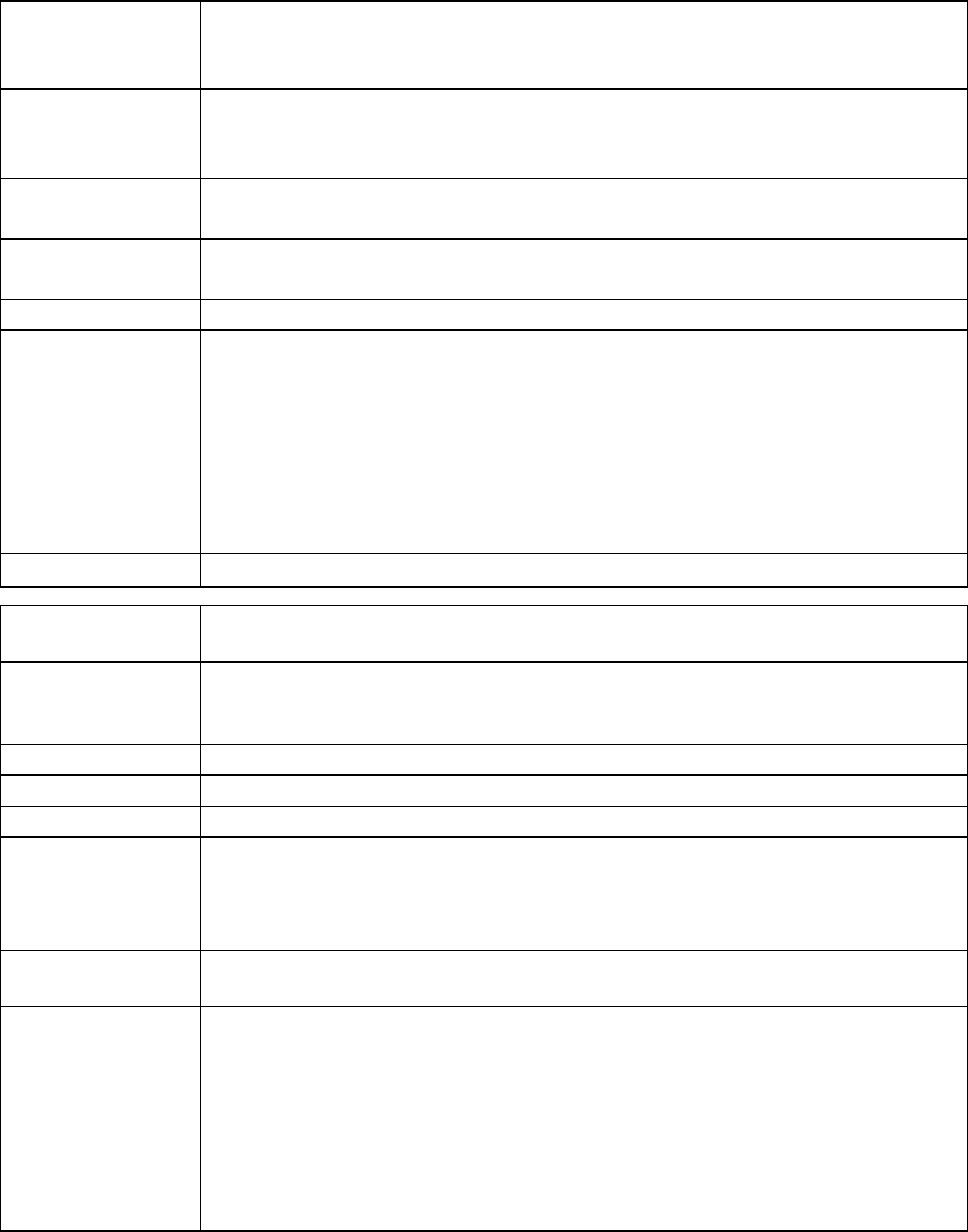
3.2 基本性能
项 目 内 容
• 最大速度时间 0.12 s/点
不同元件种类和插入方向的最大速度时间所需条件
对象元件
插入方向
轴向元件 跳线
X方向 (0°) 0.15 s/点 0.12 s/点
Y方向 (90°) 0.12 s/点 0.15 s/点
-X方向 (180°) 0.15 s/点
—
-Y方向 (270°) 0.24 s/点
—
挿入速度
其他的最大速度时间 (0.12 s/点)的条件
• XY工作台移动距离 X: 35 mm以内、Y: 39.5 mm以内 (选择联锁2时)
(但是,基板上有高度为3 mm以上的元件时X: 30 mm以内、Y: 34 mm以内
(选择联锁1时))
• 元件供给移动范围 不移动料架
(料架移动1间距时,速度为0.14 s/点。)
速度内插入间距
切换量
• 速度内 5.3 mm (0.12 s/点为5.3 mm)
对象元件 • 轴向型编带元件
(碳电阻器、圆柱形陶瓷电容器、固态电阻器、二极管、编带跳线)
• 跳线 (选购件)
元件尺寸请参照「5. 插入元件规格」
元件包装 • 扁平包装
基板替换时间 • 约2 s (室温在20 °C时)
对象基板 • 基板尺寸: Min. 50 × 50 mm~Max. 508 × 381 mm
基板纵横比: 纵=<横。纵>横时,请与本公司联络。
• 插入可能范围: Min. 50 × 40 mm~Max. 508 × 371 mm
• 基板厚度: 1.6±0.15 mm (标准对应)
※1 可对应Min. 0.6 mm~Max. 2.0 mm,但是上述标准以外的情况
需要变更输送导轨(选购件),请指示。
※2 上述基板即使有厚度,随基板形状和插入孔形状等,因为插入引脚的扭曲角度・引脚线长
度有偏差,或者有基板输送故障发生的可能性,推荐进行事前评价。
• 基板重量 元件插入后基板重量1
kg以内
• 输送方向: 左←右 (标准)、或是左→右 (选择规格)
• 基板调整方法: 销调整 (标准,Y方向不用调整)、或者外形调整 (选择规格,Y方向有调整)
※ 有关基板的Y方向调整,请另行与本公司联络。
挿入间距 • 5~26 mm (以0.01 mm单位可任意设定)
(跳线5~26 mm (选购件))
插入方向 • 4方向 (X、Y、-X、-Y)
铁砧 • 切割&扭曲方式 (电压检测方式)
元件种类
NM-AA30
1.编带宽度26 mm
120种类 (60 + 60) + 筒状跳线 (选购件)
2. 编带宽度52 mm (包装宽度Max. 80)
120种类 (60 + 60) + 筒状跳线 (选购件)
3. 编带宽度26 mm、52 mm能够混载。
NM-AA31
1. 编带宽度26 mm
60种类 + 筒状跳线 (选购件)
2. 编带宽度52 mm (包装宽度Max. 80)
60种类 + 筒状跳线 (选购件)
3. 编带宽度26 mm、52 mm能够混载。
插入高度 • 根据元件主体直径、以及引脚直径可变更插入高度程序
插入弯曲角度 • 15°~30°内弯曲
- 7 -
AVK3 2005.1101
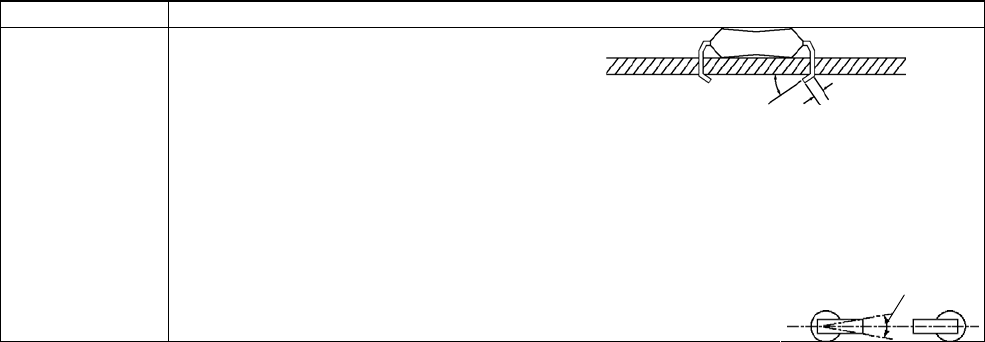
项 目 内 容
• 1.5±0.3 mm (基准尺寸1.5 mm)※
15° ~ 30°
1.5±0.3 mm
(
插入弯曲长度
)
※ 上述的数值范围是,插入元件的引脚线直径和材质以及印刷基板的孔直径的差等所引起的偏
差。
※ 插入弯曲长度的变更 (基准尺寸的变更),需要交换铁砧部的元件。
(个别对应)
注) 1. 切割、弯曲时的扭曲标记残留在引脚线先端。
扭曲标记根据插入元件的引脚线的直径和材质而不同。
插入弯曲长度
2. 弯曲部的水平方向 (参照右图) 根据印刷基板的孔径或孔位置精
度最大±10°左右产生倾斜。
±10°