AVK3_Z_051101.pdf - 第34页
- 28 - AVK3 2005. 11 0 1 8 标准主体构成 J 主体 J 附属品 项目 数量 轴固定零件 ( 搬送机械用 ) 1 套 调整螺栓用扳手 2 个 元件检测传感器用工具 1 个 元件盒用支架 6 个 除销用工具 1 个 伺服锁、维护开关用键 1 套 使用说明书 1 套 • 操作手册 • 程序手册 • 维护手册 • 参考手册 • 元件一览表 系统磁盘 1 套 • 机器参数磁盘 • 辅助信息磁盘
- 27 -
AVK3 2005.1101
7. 标准功能
7.1 程序功能
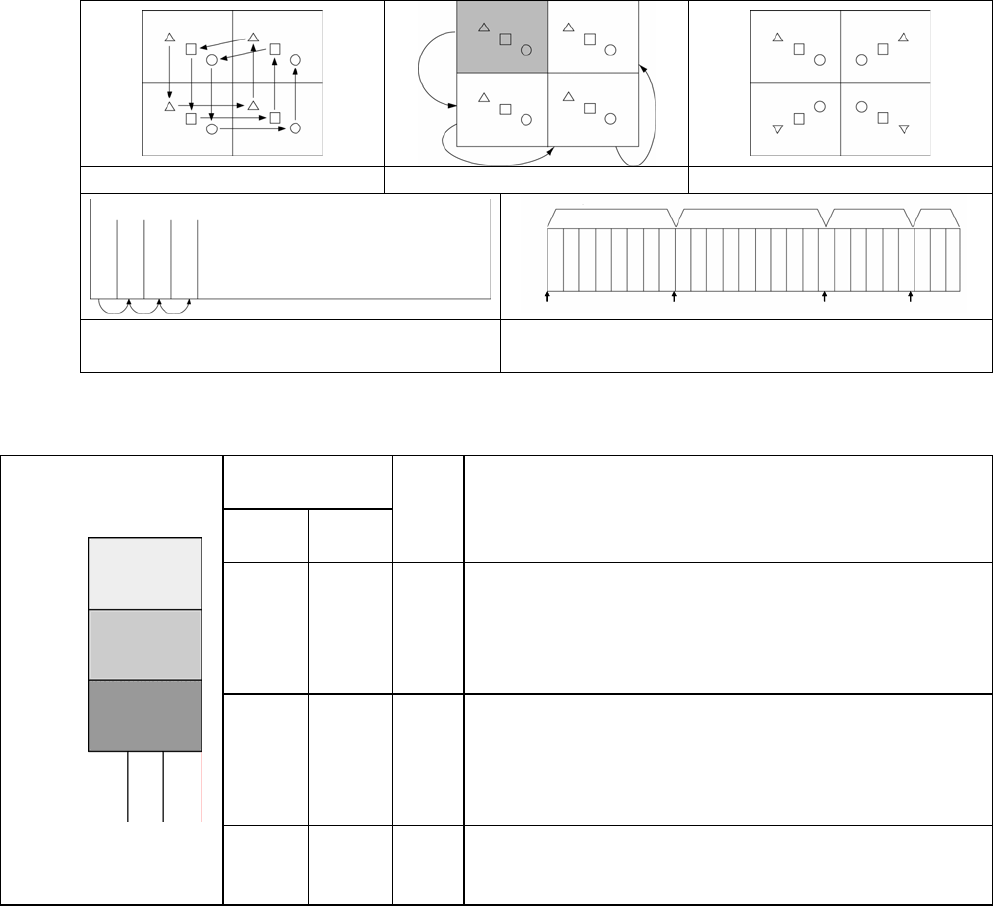
(1) 步进重复
在多面基板,顺次插入同一位置的元件程序
(2) 图形复制
在多面基板,设定一个图形后,在其他位置上插入同一图形的程序方法。
(3) 极坐标变换程序
在多面基板,设定一个图形后,在其他位置上将其按照90°、180°、270°和将图形旋转进行插件的程序方
法。
(4) 交替元件供给功能(Z交替)
预先将设置了同一元件的复数料架安装于元件供给部上,当某料架上的元件用完时,可以自动地从预先设
置好的其他的料架进行插入的运转方式。
(5) 多原点功能
通过指定表示料架的位置Z编号,可按各程序设定元件供给部Z轴的原点,便于更换元件的准备。
步进重复 图形复制 极坐标变换程序
Z1 Z2 Z3 Z4
Z1
A 生产 B 生产 C 生产 D 生产
Z
120
多种原点 多种原点 多种原点 多种原点
交替元件供给功能
(Z交替)
多原点功能
7.2 三色信号塔
信号灯的颜色与亮灯标准
信号灯的
显示颜色
日本
国内
日本国
以外
分类 亮灯标准
红色 黄色 错误
停止
发生错误,机器停止时亮灯
• 发生吸着、上板、识别错误时亮灯
• 元件用完停止时,闪烁
机器停止,需要操作员的操作,无法自动恢复
错误解除后,通过复位,灯灭
黄色 白色 预告 在机器运转中,预告停机时亮灯
• 发生元件用完预告信息时闪烁
• 发生基板到达等待信息时亮灯
设备继续运转,需要操作员的操作(补充元件)
通过解除预告条件会自动灯灭、或者通过复位灯灭
红色
(日本国以外: 黄色)
黄色
(日本国以外: 白色)
绿色
(第一灯)
(第二灯)
(第三灯)
绿色 绿色 运转中 在AUTO状态下生产运转中亮灯
• 机器停止时灯灭
• 信号灯红灯亮时,绿灯灭
※ 亮灯/闪烁模式同时发生时,亮灯优先。
- 28 -
AVK3 2005.1101
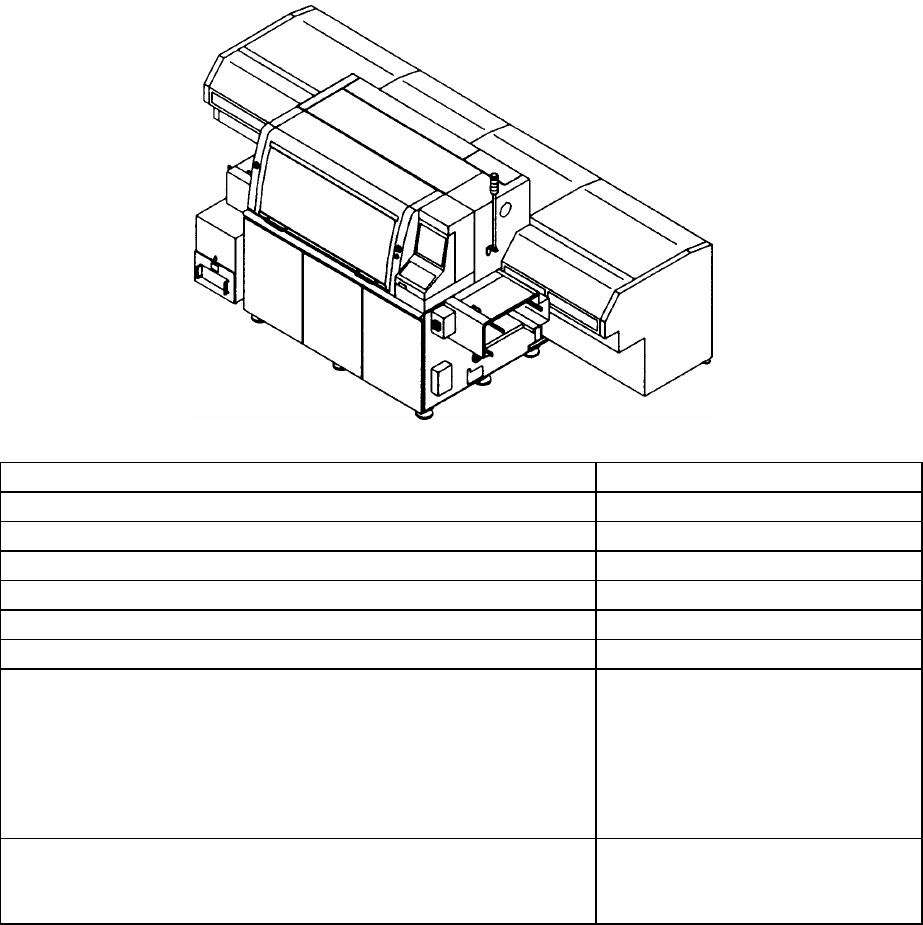
8 标准主体构成
J 主体
J 附属品
项目 数量
轴固定零件 (搬送机械用) 1套
调整螺栓用扳手 2个
元件检测传感器用工具 1个
元件盒用支架 6个
除销用工具 1个
伺服锁、维护开关用键 1套
使用说明书 1套
• 操作手册
• 程序手册
• 维护手册
• 参考手册
• 元件一览表
系统磁盘 1套
• 机器参数磁盘
• 辅助信息磁盘
- 29 -
AVK3 2005.1101
9. 选购件
■选购件的分类如下所示。
对应分类 内容
Factor
y
在出厂之前,必须在机器制造阶段进行对应。
On-site
能够在主体交货后追加。但是,必须在现场施工。
Custome
r
能够在主体交货后追加。不需要在现场施工。
※ 根据客户的机器规格No.等,有可能会出现不适合上述分类的情形。详情,请在购买之前与本公司联络。
• 请客户根据用途,选择所需的选购件。
目的/功能 选购件名称 对应分类
1
扩大搬送基板的尺寸。(530× 381 mm为止) 扩大搬送基板的尺寸
On-site
2
基板不良标记用传感器识别。
不良标记识别
(传感器方式)
Factory
3
为了将插入后的基板从下板部推入托盘箱架的功能。
P-PUSH
Factory
4
对没有基准销孔的基板校正外形,进行基板搬入・搬出的功能。 基板外形搬送
Factory
A
5
搬送2张基板至XY工作台,为了在1工序生产2张基板的功能。 搬送2张基板
Factory
1
自动变更XY工作台・上板部・下板部的导轨宽度。 宽度自动调整
Factory
B
2
对应基板厚度 0.6mm~2.0mm
对应厚基板
0.6mm~2.0mm
Customer
1
对应插入间距为5~26mm的跳线插入。 对应跳线
Factory
C
2
对应引脚线直径0.4 mm~1.0 mm的轴向元件插入。
元件引脚直径对应
0.4 mm~1.0 mm
Customer
1
打印生产管理信息、程序数据。 打印机
On-site
2
在信号塔的红灯亮时,以蜂鸣器报警。 报警蜂鸣器
On-site
3
以手动方式停止蜂鸣器。 报警蜂鸣器消音
On-site
4
在RS232C与上位通信。 对应上位 (RS232C)
On-site
D
5
美国的表面实装机制造协会制定的界面。
SMEMA
On-site