AVK3_Z_051101.pdf - 第16页
- 10 - AVK3 2005. 11 0 1 4.4 纵型料架 • 通过采用纵型料架,在小空 间 NM-AA30 最多可配备 120 个元件, NM-AA31 最多可配备 60 个元件。 • 通过采用编带宽度为 26 mm/52 mm 共通盒, 52 mm 的元件最多也可搭载 120 个。 • 由于1个盒能够混载编带宽度为 26 mm/52 mm 的两种 元件,比以往 AVK 机, 提高了Z轴的元件排列自由 度。 扁平包装 元件 料…
- 9 -
AVK3 2005.1101
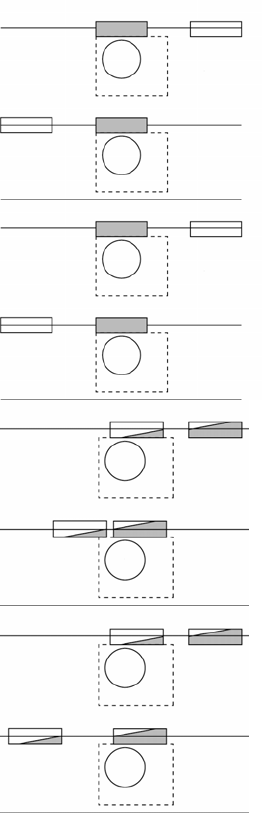
4.2 缓冲器式编带切刀装置
由于编带切刀一侧2.5 mm,左右5 mm的缓冲功能,万一编带切刀夹住异物时可减少编带切刀的损伤。
编带切刀通常开闭
动作驱动轴
缓冲器
缓冲器动作方向
缓冲器动作时
编带切刀
通常动作时编带切刀关闭状态
在编带切刀关闭状态下缓冲器动作时
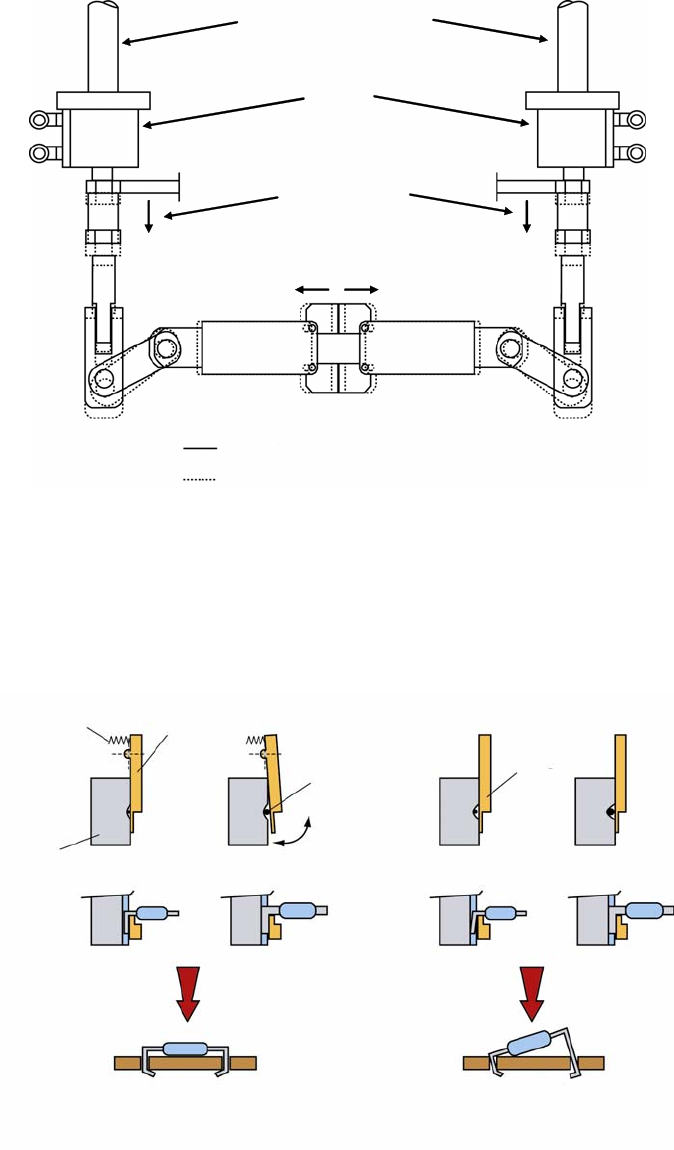
4.3 插入单元
通过采用摆动式折弯模,由于1个插入单元 (编带切刀装置) 能够插入的元件规格是,引脚线从0.4 mm至
0.8 mm,插入间距从5 mm至26 mm ,无需更换插入单元。
Spring
摆动式
Bending die
Component lead
Insertion Guide
线直径 Ø0.4 线直径 Ø0.8
无浮起
[AVK 系列]
固定式
Bending die
有浮起
[旧模型 (AE, AV, AVB)]
- 10 -
AVK3 2005.1101
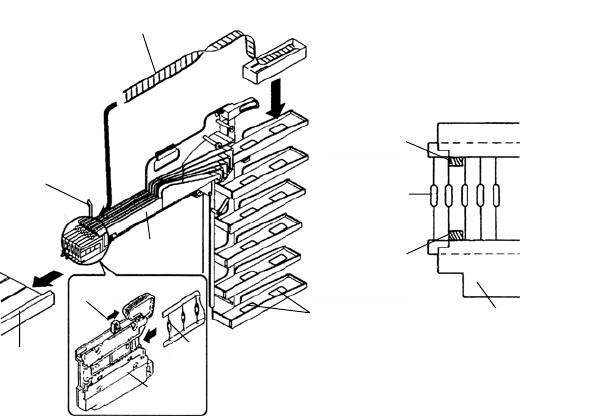
4.4 纵型料架
• 通过采用纵型料架,在小空间NM-AA30最多可配备120个元件, NM-AA31最多可配备60个元件。
• 通过采用编带宽度为26 mm/52 mm共通盒,52mm的元件最多也可搭载120个。
• 由于1个盒能够混载编带宽度为26 mm/52 mm的两种元件,比以往AVK机,提高了Z轴的元件排列自由
度。
扁平包装
元件
料架
元件
盒
料架
脱卸杆
元件
料架
杆
间隔板
元件供给部
爪
爪
- 11 -
AVK3 2005.1101
4.5 元件供给部2分割方式 (只限NM-AA30对应)
J 概要
元件供给部分割为2个,元件用完,机种替换时缩短了机器停止时间,提高了机器的运转率和生产率。
另外,可对应元件品种最多120种 (26 mm、52 mm编带) ,能够提高设备的生产率。
J 运转模式
从多量生产至多品种少量生产,可选择各种生产形态所适合的运转模式。
(1) 交换模式 (EXCHANGE MODE)
最适于少品种大量的长时间运转
同一元件设置于L、R两工作台,在L侧生产中发生元件用完时,与在待机位置的R侧更换,使R侧恢复
动作,继续在R侧生产。R侧生产中,进行L侧的元件补充。
(2) 优先交换模式 (PRIORITY EXCHANGE MODE)
同一元件设置于L、R侧两工作台,指定一侧的工作台作为优先工作
台。优先侧的工作台元件用完时,在另一工作台生产,补充完元件后
更换优先工作台进行生产。(插入元件的供给量较少时有效)
L R
插件头
插件头
元件补充
元件补充
L R
(3) 准备模式 (RREPARATION MODE)
最适于多品种大量而且更换多的生产
一侧的工作台 (L) 生产时,在待机侧的工作台 (R) 设置下一生产机
种的元件,可事先进行插件准备。
L R
插件头
插件头
元件切换
元件切换
L R
(4) 连接模式 (CONNECTION MODE)
最适于多种类元件的生产
使用L、R侧两工作台,同时可进行120种类的元件插入。L、R侧两工
作台同时动作。
L R
插件头
插件头
L R
(5) 交换连接模式 (EXCHANGE CONNECTION MODE)
使用L、R侧两工作台,同时可进行120种类的元件插入。即使一侧的
工作台 (L) 元件用完时,另一工作台的生产开始为止不需移动至待机
位置也能继续生产。一侧的工作台即使在元件交换中,在其他的工作
台可继续生产。(插件顺序也随之变更。必须确认死角。)
L R
插件头
插件头
L R