AVK3_Z_051101.pdf - 第38页
- 32 - AVK3 2005. 11 0 1 C-2 对应引脚线直径 0.4 mm ~ 1.0 mm 的轴向元件插入。 Customer 元件引脚直径对应 0.4 mm ~ 1.0 mm • 通过交换插入单元能够对应 。 • 插入间距 26 mm 编带 5.0 ~ 12.7 mm 间距 5 2 m m 编带 5.0 ~ 26.0 mm 间距 ※ 有关 5.0 mm 间距的插件,请使用精度 (I) 的编带。 ( 参照「 5.1 轴 向…
- 31 -
AVK3 2005.1101
B-1
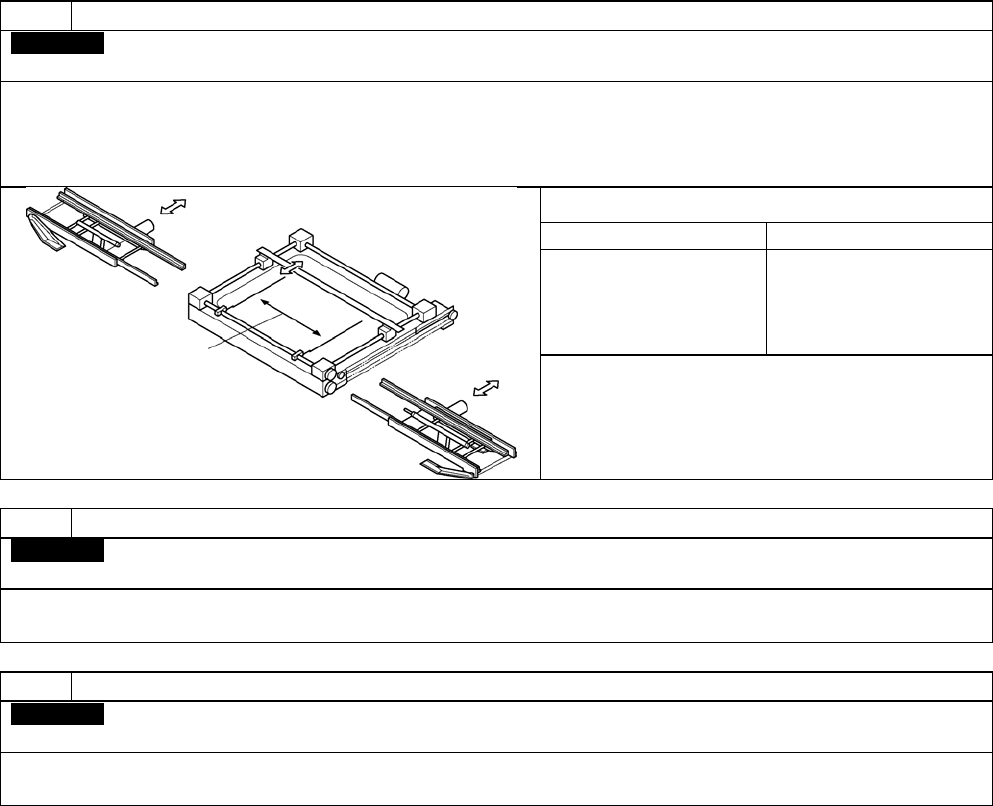
自动变更XY工作台・上板部・下板部的导轨宽度。
Factory
宽度自动调整
• 基板搬送部的上板部导轨、下板部导轨、以及X-Y工作台部的导轨和定位销自动调整印刷基板宽度的功能。宽
度的设定,根据上位数据或者内部数据进行。
• 导轨宽度调整 (3处) 和定位销位置调整 (1处) 的4处能够调整,有4轴自动调整和只进行导轨调整的3轴自动调
整。
自动宽度调整的轴数和内容
3轴 自动调整宽度 4轴 自动调整宽度
上板部导轨宽度
下板部导轨宽度
X-Y工作台导轨宽度
上板部导轨宽度
下板部导轨宽度
X-Y工作台导轨宽度
定位销
下板部
上板部
定位销 (4 轴)
X-Y 工作台
※ 驱动方式是脉冲电机。
最小移动单位是0.1 mm。
※ 有关4轴自动宽度调整,请另外咨询负责人。
(交货期对应需另行研讨)
B-2
对应基板厚度: 0.6 mm~2.0 mm
On-site
对应基板厚度: 0.6 mm~2.0 mm
• 从0.6 mm起每0.2 mm可追加。
对应标准以外的基板厚度需要交换X-Y工作台上的下押基板导轨。(标准基板厚度为1.6 mm)
C-1
对应插入间距为5~26 mm的跳线插入。
Factory
对应跳线
• 插入周期请参照3.2 基本性能。
• 包装请参照5.4 跳线的规格。
- 32 -
AVK3 2005.1101
C-2
对应引脚线直径0.4 mm~1.0 mm的轴向元件插入。
Customer
元件引脚直径对应 0.4 mm~1.0 mm
• 通过交换插入单元能够对应。
• 插入间距 26 mm编带 5.0~12.7 mm间距
52 mm编带 5.0~26.0 mm间距
※ 有关5.0 mm间距的插件,请使用精度 (I) 的编带。
(参照「5.1 轴向元件编带规格」)
※ 因为对插入间距的元件长度的限制条件有变,特别在5 mm间距插件时请注意。
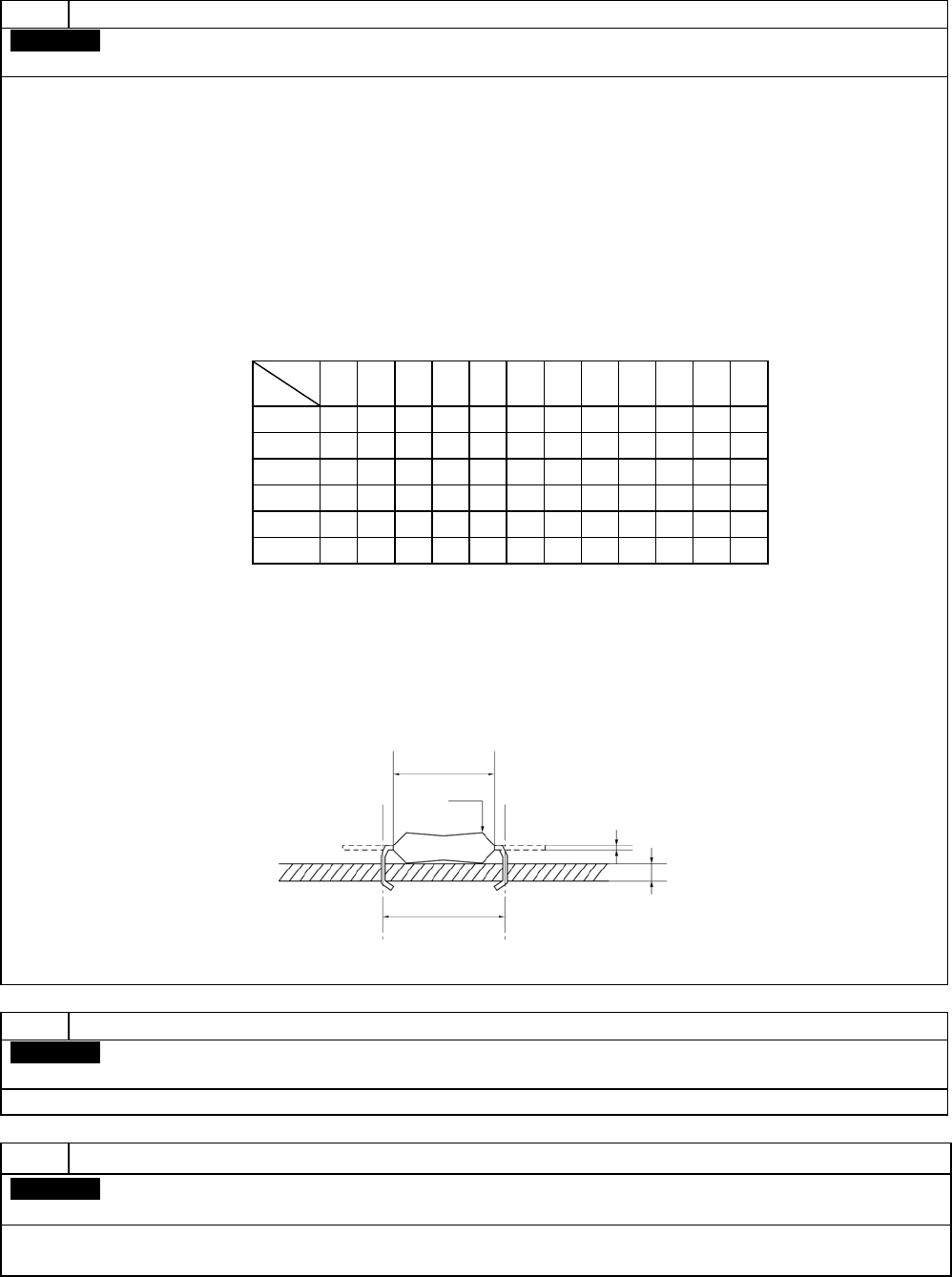
• 元件引脚线直径 (d) ø0.4~1.0 (不超过ø1.0)
• 元件直径 (Dd) Max. ø4.4 (1.6 mm基板使用时)
※ 但是,直径随插入基板的厚度会受限制,请参照下表。
• 元件长度 (Lb) 编带精度 (I) Max. Lb = 插入间距 (P) - 2.8
编带精度 (II) Max. Lb = 插入间距 (P) - 3.2
编带精度 (III) Max. Lb = 插入间距 (P) - 3.9
※ 所以5 mmP插件时,Max. Lb = 2.2 mm。
(5 - 2.8 = 2.2)
Lb
Db
d
t
P
其他注记请参照「5.2 插件对象元件」。
D-1
D
1.7 2.0 2.3 2.6 2.9 3.2 3.5 3.8 4.1 4.4 4.7 5.0
t
1.0
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
1.2
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
1.4
○ ○ × ○ ○ ○ ○ ○ ○ ○ ○ ○
1.6
○ ○ × ○ ○ ○ ○ ○ ○ ○ ○ ×
1.8
○ ○ × ○ ○ ○ ○ ○ ○ ○ × ×
2.0
○ ○ × ○ ○ ○ ○ ○ ○ × × ×
○: 能够插入、×: 不可插入
打印生产管理信息、程序数据。
On-site
打印机
• 能够打印生产管理信息、程序数据。
D-2
在信号塔的红灯亮时,以蜂鸣器报警。
On-site
报警蜂鸣器
• 在信号塔的红灯亮时,以蜂鸣器报警。 (闪烁、啾啾声、呜鸣声)
※ 报警蜂鸣器有效/无效的切换开关设置于主体的内部。
- 33 -
AVK3 2005.1101
D-3
以手动方式停止蜂鸣器。
On-site
报警蜂鸣器消音
• 因为报警蜂鸣器会叫至错误被纠正为止,所以其功能为操作人员在着手作业的同时,通过开关操作进行消音。
开关位于操作盘上。
※ 没有设置报警蜂鸣器的有效/无效切换开关。
D-4
在RS232C与上位通信。
On-site
对应上位 (RS232C)
J Panasonic Package的上位对应
• 遥控、实时情报通信
和客户所使用应用软件系统联动,能够遥控、实时情报通信。
• Line Manager Lite界面
与Line Manager Lite相连接,能够从计算机上发出删除机器主体数据的指令、在机器的手动/半自动状态下
进行通信。
• Line Manager V2界面
与Line Manager V2相连接,能够从计算机上发出删除机器主体数据的指令、在机器的手动/半自动状态下
的通信、遥控、实时情报通信、确认主体内的基板有无。
·Pana PRO界面(日本国外输出用)
与Pana PRO相连接,能够从计算机上发出删除机器主体数据的指令、在机器的手动/全自动状态下的通
信,能够进行全自动状态下的遥控、实时情报通信、元件交换情报通信。
J 用户软件上位对应
请各户准备软件时
• RS-232C (R指令)
能够遥控、实时情报通信。
• SPC规格
能够从计算机上发出删除机器主体数据的指令、在机器的手动・半自动状态下能够进行通信、实时情报通信。
• DI/O规格
可确认主体内的基板有无。
D-5
美国的表面实装机制造协会制定的界面。
On-site
SMEMA
• 连接用控制信号以及连接器。
• 对应基板输送高度940 mm