AVK3_Z_051101.pdf - 第32页
- 26 - AVK3 2005. 11 0 1 6.5 插入工具的死角 插入工具 ( 印刷基板上面的插入单元和下面的铁砧 ) ,插入时下图的 斜线部分与邻接元件之间必须留出空间。 插入单元死角 铁砧死角 P ( 插入间距 ) L1 3 6 L2 L3 2.5 L5 L4 L4 L3 P L5 3.6 印刷基板 H L1 L2 H L3 L 4 L 5 P + 2.0 P + 7.5 0 P + 2.2 P + 2.2 3.6 1 P …
- 25 -
AVK3 2005.1101
6.4 基准销周围与边缘的死角
BA
3
5
5
3
不允许存在元件的范围
不可插入的范围
A部详细图
• 0°、180°方向不可插入的范围
(X、-X)
• 90°、270°方向不可插入的范围
(Y、-Y)
5
※
11
5
※
8
5
※
8
5
※
11
B部详细图
• 0°、180°方向不可插入的范围
(X、-X)
• 90°、270°方向不可插入的范围
(Y、-Y)
5
※
11
5
※
8
5
※
11
5
※
8
※印是标准规格时的尺寸。
- 26 -
AVK3 2005.1101
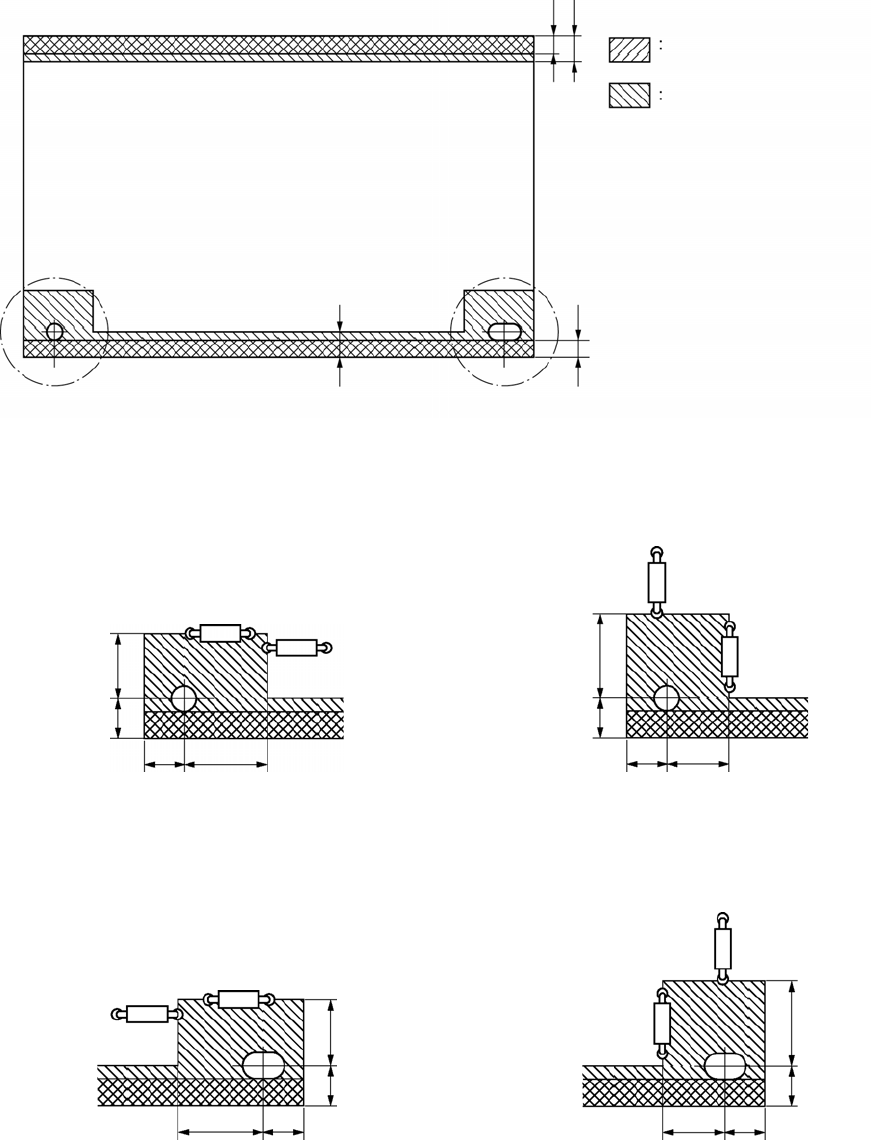
6.5 插入工具的死角
插入工具 (印刷基板上面的插入单元和下面的铁砧),插入时下图的斜线部分与邻接元件之间必须留出空间。
插入单元死角 铁砧死角
P (插入间距)
L1
3
6
L2
L3
2.5
L5
L4
L4
L3
P
L5
3.6
印刷基板
H
L1 L2 H L3 L
4
L
5
P + 2.0 P + 7.5 0 P + 2.2 P + 2.2 3.6
1 P + 4 P + 4 3.6
2 P + 5.6 P + 9 6
6 P + 12 P + 14 11
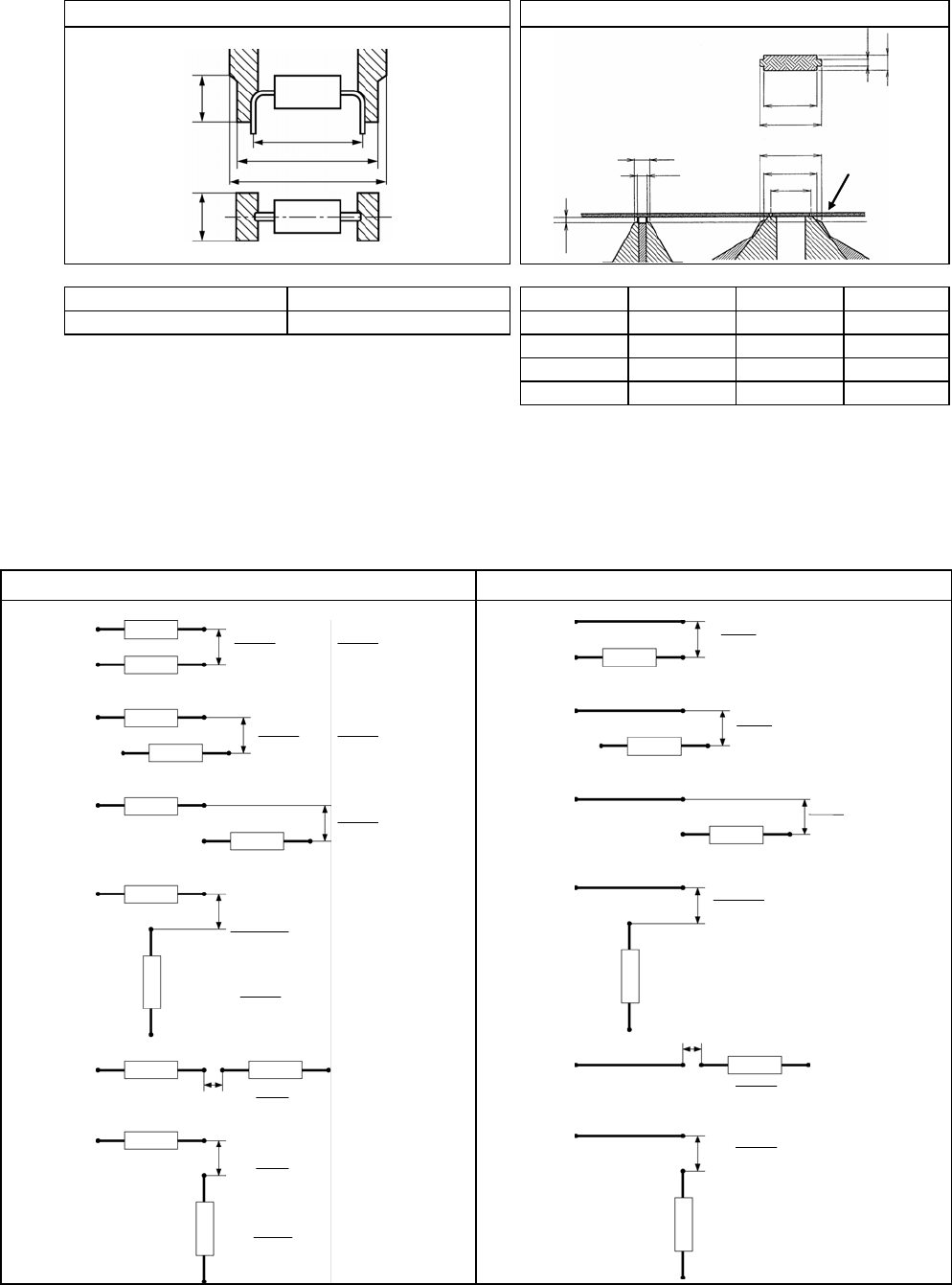
6.6 与邻接元件必要间距的计算式
以下数值需要0.2 mm距离。
JW跳线直径:d、预插入元件的引脚线直径:d1、
预插入元件的本体直径:D1、插入元件的本体直径:D2
但是,引脚线与插入孔的中心点相同。
轴向元件和轴向元件之间 轴向元件和跳线JW (预插入JW时)
3.6 + d1
2
D1 + D2
2
或是
3.6 + d1
2
先 行
(取数值较大值)
先插入 A
L1- P + d1
2
A
B
先插入 B
3.6 + d1
2
4 + d1
2
先插入 A
A
B
先插入 B
3.6 + d1
2
或是
3 + D1
2
3.6 + d1
2
4 + d1
2
3.6 + d
2
L1 - P + d
2
4 + d
2
3.6 + d
2
3.6 + d
2
4 + d
2
- 27 -
AVK3 2005.1101
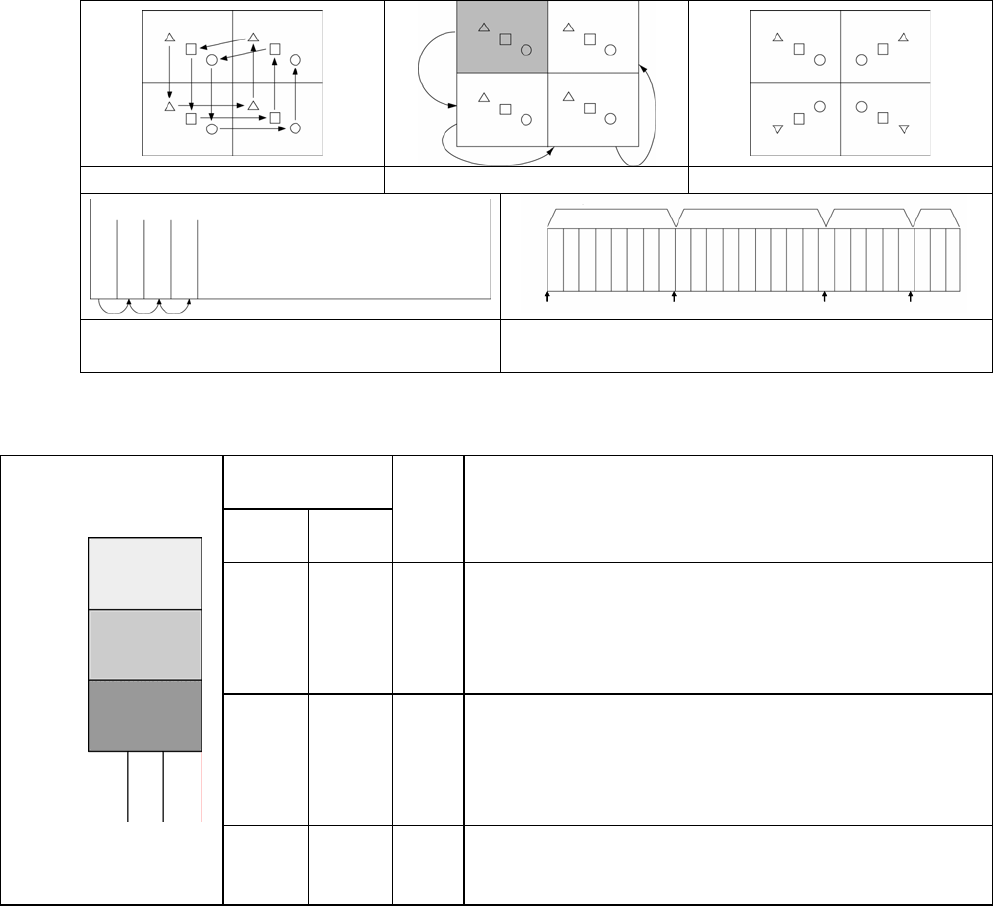
7. 标准功能
7.1 程序功能
(1) 步进重复
在多面基板,顺次插入同一位置的元件程序
(2) 图形复制
在多面基板,设定一个图形后,在其他位置上插入同一图形的程序方法。
(3) 极坐标变换程序
在多面基板,设定一个图形后,在其他位置上将其按照90°、180°、270°和将图形旋转进行插件的程序方
法。
(4) 交替元件供给功能(Z交替)
预先将设置了同一元件的复数料架安装于元件供给部上,当某料架上的元件用完时,可以自动地从预先设
置好的其他的料架进行插入的运转方式。
(5) 多原点功能
通过指定表示料架的位置Z编号,可按各程序设定元件供给部Z轴的原点,便于更换元件的准备。
步进重复 图形复制 极坐标变换程序
Z1 Z2 Z3 Z4
Z1
A 生产 B 生产 C 生产 D 生产
Z
120
多种原点 多种原点 多种原点 多种原点
交替元件供给功能
(Z交替)
多原点功能
7.2 三色信号塔
信号灯的颜色与亮灯标准
信号灯的
显示颜色
日本
国内
日本国
以外
分类 亮灯标准
红色 黄色 错误
停止
发生错误,机器停止时亮灯
• 发生吸着、上板、识别错误时亮灯
• 元件用完停止时,闪烁
机器停止,需要操作员的操作,无法自动恢复
错误解除后,通过复位,灯灭
黄色 白色 预告 在机器运转中,预告停机时亮灯
• 发生元件用完预告信息时闪烁
• 发生基板到达等待信息时亮灯
设备继续运转,需要操作员的操作(补充元件)
通过解除预告条件会自动灯灭、或者通过复位灯灭
红色
(日本国以外: 黄色)
黄色
(日本国以外: 白色)
绿色
(第一灯)
(第二灯)
(第三灯)
绿色 绿色 运转中 在AUTO状态下生产运转中亮灯
• 机器停止时灯灭
• 信号灯红灯亮时,绿灯灭
※ 亮灯/闪烁模式同时发生时,亮灯优先。