JM-100使用说明书.pdf - 第328页
第 1 部 基本篇 第 4 章 制作生产程序 4- 15 1 1) 基板厚度 输入基板厚度。 该值用于决定基 板定心时支撑台上升的高 度。 12 ) 背面高度 (基板 背面高度 ) 输入基板背面贴 片元件中最高元件的高度 ( 两面贴片时,背面元 件不干扰支撑 销的值 ) 。 该值将决 定生产时支撑台的 待机高度。 若该值过小,则 由于支撑台的移动距离短 ,会使生 产节拍加快。 (最大 5 mm 及 40mm ,约差 0 .25 秒 。)…
第 1 部 基本篇 第 4 章 制作生产程序
4-14
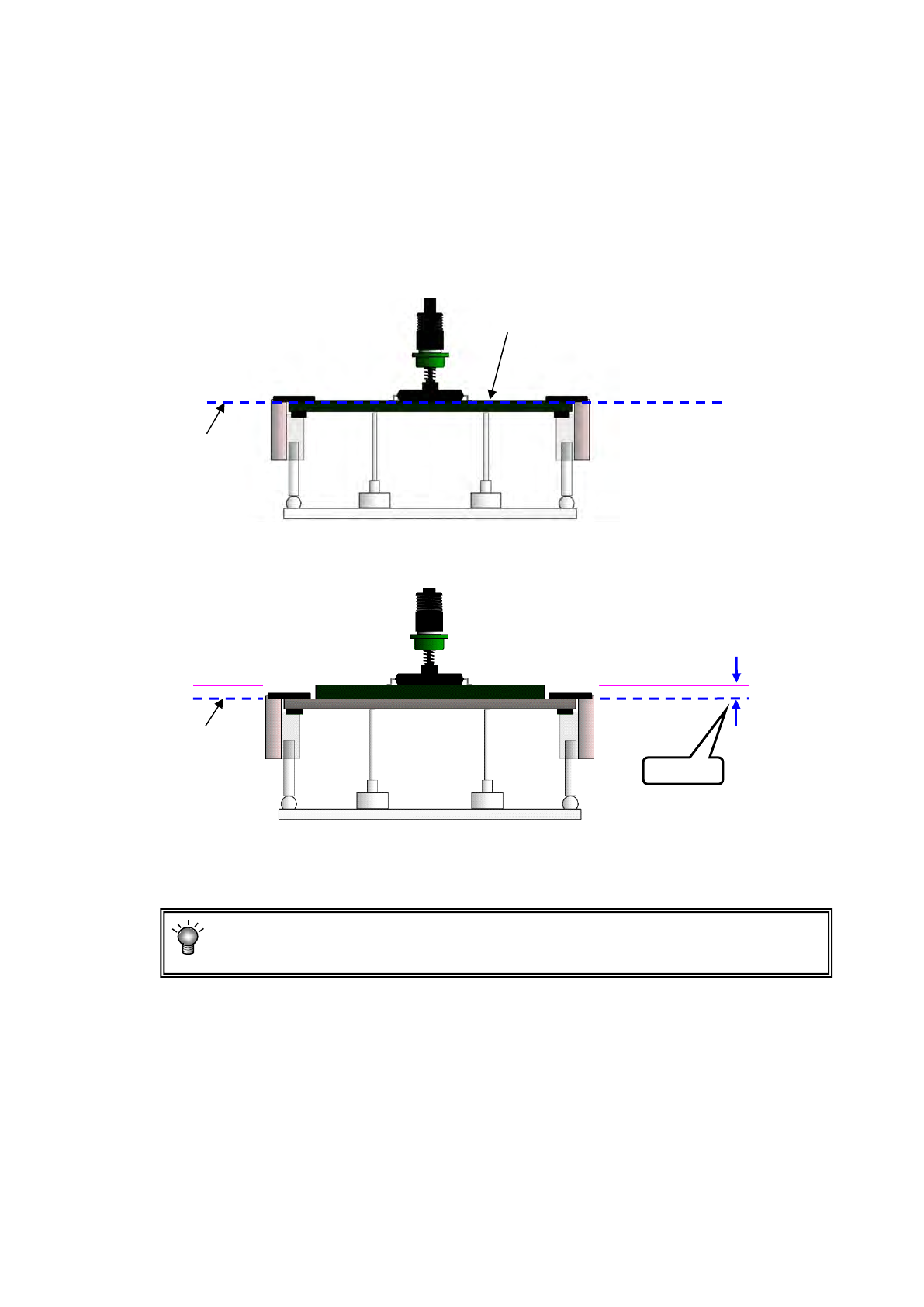
10) 基板高度
输入从传送基准面(基准高度。此处为从 Z 轴初始值(=“0.00”))到基板表面的尺寸。
通常输入初始值。在传送基准面与基板表面高度不同时,才输入基板高度。
示例如下。
例:将异形基板或柔性基板重叠在夹具(承载板)上进行生产时。
此时输入的基板高度为“+t”的值。
●一般情况(传送基准面=基板表面的高度)
●使用夹具时(传送基准面≠基板表面的高度)
在这种情况下若不输入“+t”,在元件贴片时会将元件挤进贴片面以内(多进入深度 t),容易损坏元件。
+t
传送基准面
基板表面的高度
在进行贴片时的吸嘴高度由基板高度决定。因此,若输入错误的数值,则
有可能会造成贴片错位。(元件未放到基板位置,或者元件过度挤压基板)
基板表面的高度
传送基准面
夹具(承载板)
第 1 部 基本篇 第 4 章 制作生产程序
4-15
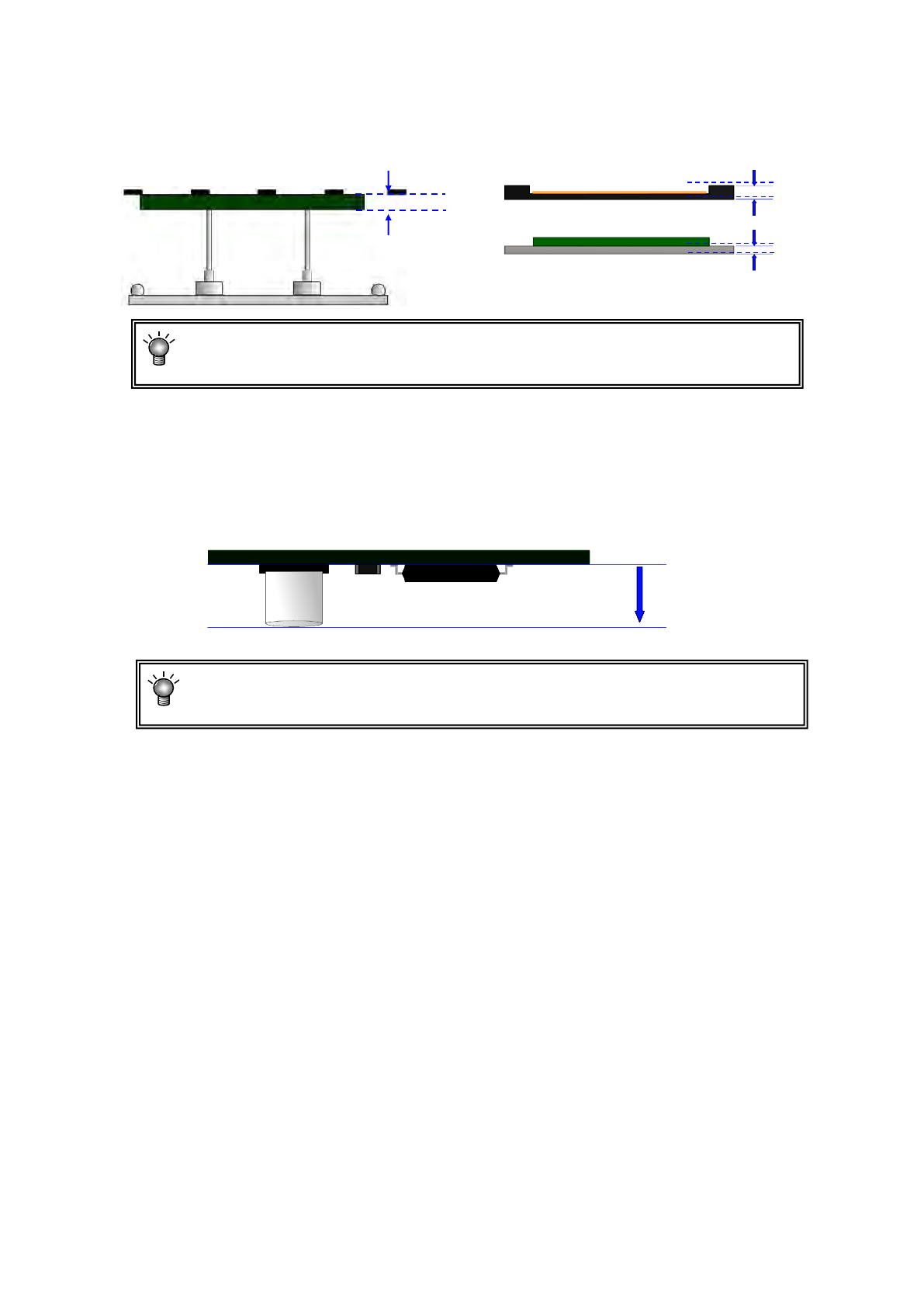
11) 基板厚度
输入基板厚度。
该值用于决定基板定心时支撑台上升的高度。
12) 背面高度(基板背面高度)
输入基板背面贴片元件中最高元件的高度(两面贴片时,背面元件不干扰支撑销的值)。
该值将决定生产时支撑台的待机高度。
若该值过小,则由于支撑台的移动距离短,会使生产节拍加快。
(最大 5mm 及 40mm,约差 0.25 秒 。)
基板厚度
背面最高的元件
背面高度
如果输入错误数值,有可能导致支撑销过渡挤压基板,从而损坏基板,或
使支撑销够不着基板,有可能导致贴片不匀。
如果输入比元件背面高度小的值,则在基板传送时支撑销可能会接触到元
件,请务必输入比背面元件高度大的值。
第 1 部 基本篇 第 4 章 制作生产程序
4-16
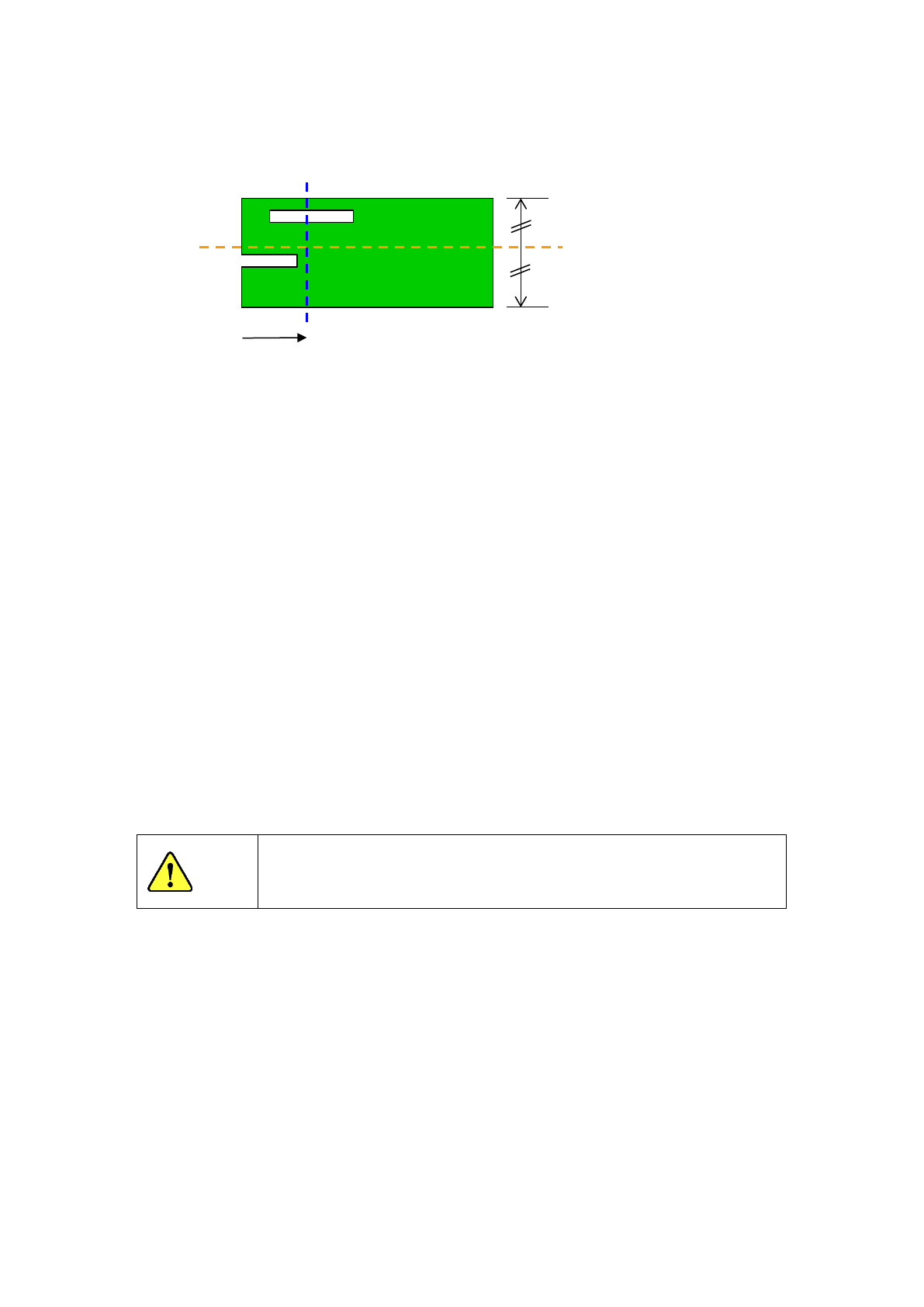
13) 夹紧偏移量(基板外形尺寸 X 超出规定尺寸(410mm)的基板)
夹紧偏移量设定为 2 次传送之后,实施基板检测的传感器(HMS)检出位置(Y 坐标)。
默认设置为基板尺寸 Y 的一半的值。
※ 设定夹紧偏移量时的注意事项
默认位置符合以下条件时,需要变更设定。
距基板后端部 50mm 位置处
① 基板有「缺口」、「 狭缝」。
② 元件高度较高(3mm 以上),元件有引脚部分。
③ 有镜面部分、凹凸。(使用工具基板时等)
变更设定时,请避免设定在上述条件处,并应避开搬送轨道附近或
传感器可测量高度(搬送基准
面±10mm)范围外的区域。
(推荐设定在未进行元件贴片的位 置 。)
设定结束后,请 确认在[搬送控制]-[基板装载(2 阶段)]可以正常完成 2 次夹紧传送(HMS 夹紧)。
14) 开始生产时贴装头高度
为了决定开始生产时的 ZA 轴高度规格而进行高度设定。如在上游工序中基板已贴装了元件或者
因背面贴片而使基板表面有突起物时,可设定其高度。
另外,如在本装置内有常设的托盘架或定制装置等,设定其最大高度。
初始值为空白,空白就是数据未完成,所以读入其他机型的(没有开始生产时贴装头高度的)生产
程序时,务必要输入。
注意
开始生产时的贴装头高度如设置得低,可能导致机器压坏或元件次品。
请确认生产线的上游工序和装置的状态之后正确输入。
15) 球状坏点标记(全坏板标记)
单板基板不能使用此项。
16) 坏板标记
单板基板不能使用此项。
默认位置
(传感器检测线)
狭缝
缺口
50mm