JM-100使用说明书.pdf - 第566页
第 1 部 基本篇 第 4 章 制作生产程序 4- 253 (2) 关于执行检 查时的各 项动作 1) 检查后归还 元件 检查后的元件有 两种处理: 将元件归 还原位置、 或废弃。 其处理方式, 取决于包装 方式, 详见下 表。 废弃位置, 按元件数 据中设置 的 [ 元件废弃 ] 位置废弃 。 如果 元件废弃方法 设定为 [ 元件保护 ] 时, 则按该设置处理 。 将 1 mm 以下的元件设 置为归还原来 位置时, 可能发生元件站 立…
第 1 部 基本篇 第 4 章 制作生产程序
4-252
8) [变幻线]按钮
以测量时的 SWEEP 结果,显示变幻线。
9) [前代替元件] 按钮、[后代替元件] 按钮
如果当前显示中的元件有代替元件时,显示此项。
10) [返回] 按钮
结束检查,返回原来的画面。
第 1 部 基本篇 第 4 章 制作生产程序
4-253
(2) 关于执行检查时的各项动作
1) 检查后归还元件
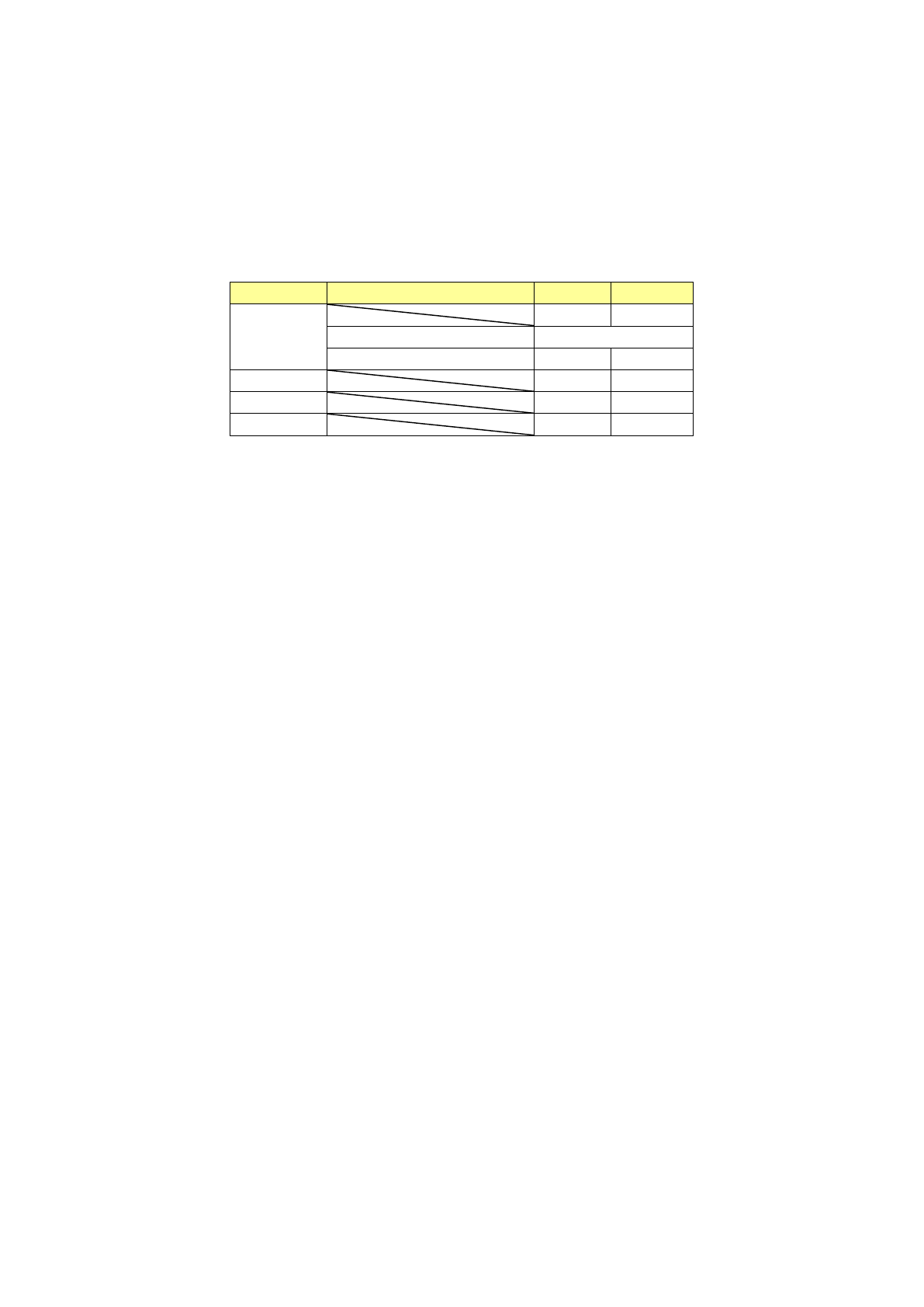
检查后的元件有两种处理:将元件归还原位置、或废弃。其处理方式,取决于包装方式,详见下
表。废弃位置,按元件数据中设置的[元件废弃]位置废弃。如果元件废弃方法设定为 [元件保护] 时,
则按该设置处理。
将 1mm 以下的元件设置为归还原来位置时,可能发生元件站立、元件倒翻,其处理方法请从对
话框的询问中选择。
包装方式
条件
归还
废弃
带式
- ○
外形尺寸短边
1mm
以下
询问 *1
外形尺寸短边
1mm
以上
○ ○*2
托盘
○ ○*2
料管
- ○
INS
带状
- ○
*1 显示提示信息,选择是将元件归还、还是废弃。
*2 废弃方法设定为「保护元件」时,则按设定进行处理。
2) 选择吸取的供给装置
同一元件有多个供给装置(吸取数据)时,默认为从最先输入的数据开始吸取元件。也可根据需
要,变更供给装置。
3) 手动吸取
没有吸取数据时,可手动将元件装在吸嘴上。
但此种情况下,不能输入吸取坐标,也不能操作供料器。
第 1 部 基本篇 第 4 章 制作生产程序
4-254
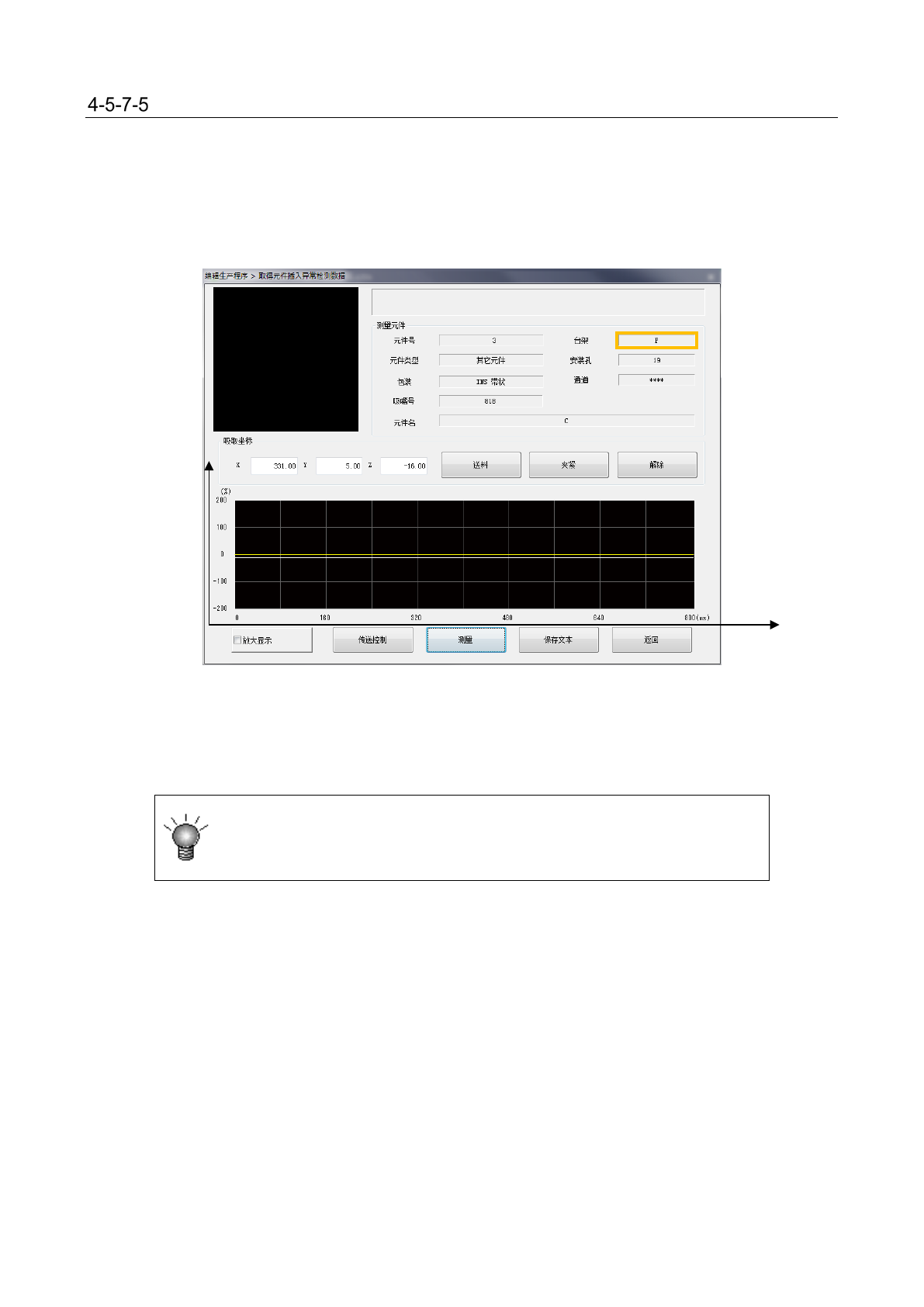
取得元件插入异常检测数据
取得贴片时的正常扭矩率。
以贴片条件的 Z 下降速度执行贴片动作。
(1) 取得元件插入异常检测数据的操作
从编辑程序菜单选择 [机器操作]-[取得元件插入异常检测数据],显示以下画面。
1) [测量]按钮
执行生产动作,取得扭矩率。贴片位置是生产程序对象元件的第一贴片点。对取得的结果以图形
进行表示,现在取得的数据显示为白色,已经保存的数据显示为黄色。插入后用 OCC 相机跟踪
插入位置。
属于以下任一种状态时,不能开始测定。
① 基板未夹紧的状态
② BOC 标志设定为未使用的状态
③
处于盖罩打开状态或者供料器台架下降状态
2) [保存文本]按钮
以文本形式输出现在取得的扭矩率。
默认值文件夹: D:\LOG\CompoInsertDetect
3) [返回]按钮
结束数据取得,返回到前面的画面。
此时,会显示出是否保存取得结果的询问画面。
此时选择<是(Y)>则保存结果。
4) [放大显示]按钮
执行扭矩率放大显示时,勾选该选择框。
返回前一显示时,取消选择框勾选。
相对于额定
扭矩的比率
(%
)
时间
(ms)