CPP715A200_YSi Prog V3_C.pdf - 第147页
3-20 3 检 查项 目 检 出方 法 项 目 内容 高 度基 准 元 件翘 起 翘 脚 激 光 *1 测 定角 度 选 择激 光 高 度感 应 器扫 描 测 定高 度 时 激光 光 束 的反 射 方 向 ( 角 度 ) 。 选 择了 “ A UT O ” 时 , 激光 的 反 射方 向 为 元件 的 外侧 方 向 。 重 试 设 置是 否 重 新测 定 高度 。 高 度基 准 3 D 高 度检 查 *2 提 取范 围 选 择测 定 …
3-19
3
2.3.3 “检出条件”参数
对显示为红色的检查对象物设置检查条件。
参考
参数的内容根据“检查项目”与“检出方法”的不同会有所不同。详细内容,请参照后述“第 4 章 检查项目的设置”。
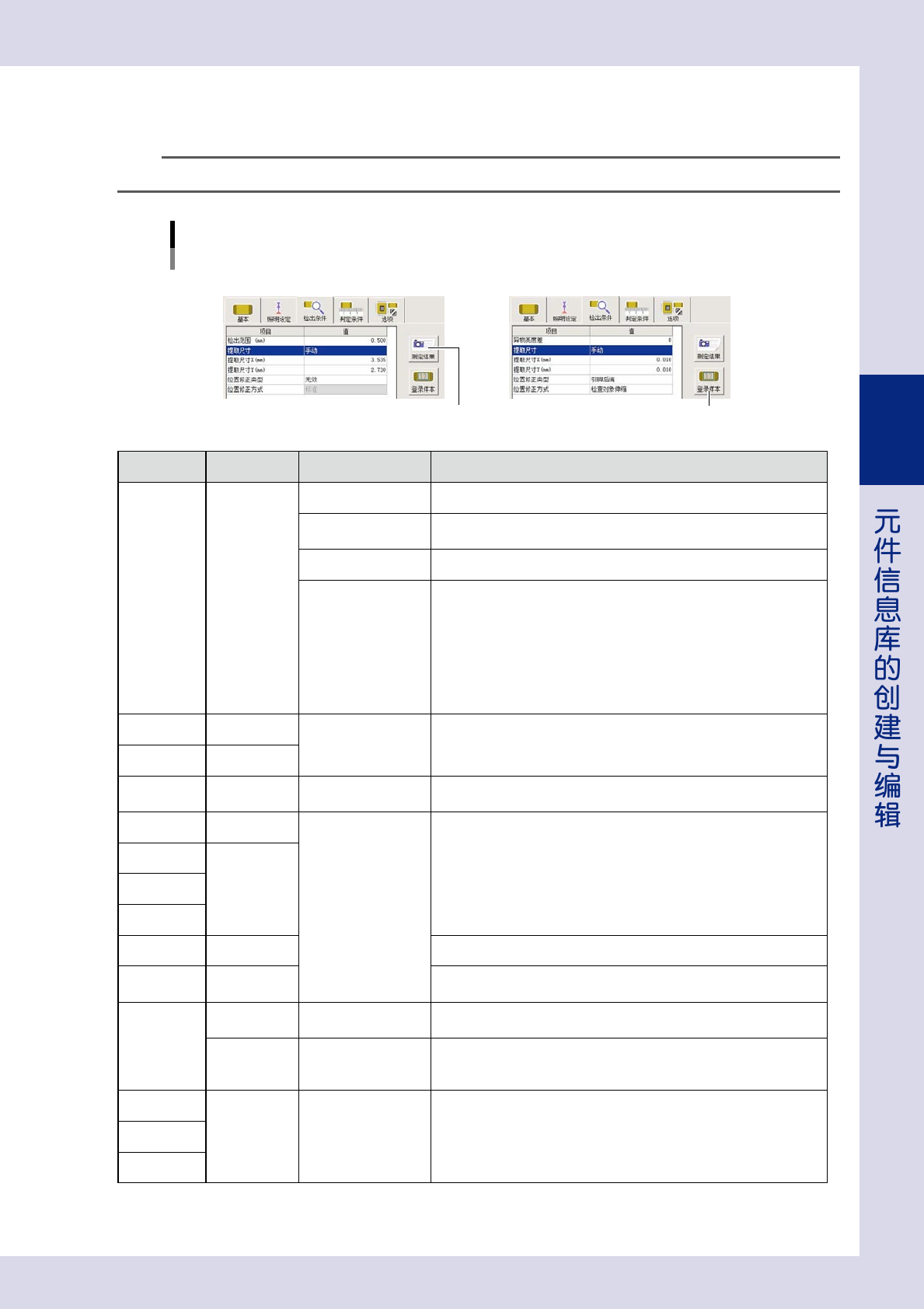
检出条件参数
以检查项目为“缺件”、“短路”为例
■ 检查项目:缺件,检出方法:检出本体 ■ 检查项目:短路,检出方法:检出异物
[测定结果]按钮
[登录样本]按钮
26325-P7-00
检查项目 检出方法 项目 内容
全部检查项目
通用
全部检出方法
通用
提取尺寸 选择“手动”还是“自动”设置作为检查对象提取的最小尺寸。
提取尺寸 X、Y(mm)
该参数只有将“提取尺寸”选择为“手动”时才显示。
输入作为对象物提取的最小尺寸。
位置修正类型 选择进行位置修正时的位置基准。
位置修正方式
该参数只有“位置修正类型”的设置为“无效”以外的选项时才有效。
根据该元件的“偏移”检查项目的检查结果进行位置修正。
- 标准
对检查对象的检查位置进行修正。
- 检查对象伸缩
修正引脚检查对象的检查位置,但对元件外侧方向上不进行修正。
- 仅补偿屏蔽框
只对选项参数中设置的屏蔽框位置进行修正。
缺件 检出本体
检出范围 (mm)
设置进行检查的范围。
检查时,在检查对象框上下左右各加上此处所设值后的范围内进行检查。
极性相反 检出形状
偏移 检出电极 测定方法
该参数只有将“提取尺寸”选择为“手动”时才显示。
指定测量电极内
侧到内侧的距离还是外侧到外侧的距离。
极性相反 亮度对比
测定方法
选择检查时计算亮度的方法。
翻件
检出亮度引脚异常
虚焊
高度基准 激光
*1
选择计算基准高度的方法。
元件翘起
翘脚
3D 高度检查
*2
3D 高度对比
*2
选择计算高度测定值的方法。
错件
极性相反
文字识别 文字尺寸 X、Y(mm)
该参数只有将“提取尺寸”设置为“手动”时才显示。
从下拉框中选择要检查的文字的 X、Y 尺寸。不知道尺寸时,选择“AUTO”。
图像对比 图像样本编号
输入登录的图像样本编号。
按照输入的编号,与 [ 登录样本 ] -“样本管理”中保存的相同编号的图像进
行对比来检查。详细内容,请参照后述第 4 章“2.6 图像对比”。
短路
检出异物 异物亮度差 在 0 〜 255 的范围内输入作为异物检出的对象物与周围的亮度差。孔 / 洞
锡珠
3-20
3
检查项目 检出方法 项目 内容
高度基准
元件翘起
翘脚
激光
*1
测定角度
选择激光高度感应器扫描测定高度时激光光束的反射方向 ( 角度 )。
选择了“AUTO”时,激光的反射方向为元件的外侧方向。
重试 设置是否重新测定高度。
高度基准 3D 高度检查
*2
提取范围
选择测定基准高度的方法。
- 检查框内
以检查框内的高度为基准。
- 基板颜色
以在“高度”选项卡的“高度基准”副选项卡设置的高度为基准。
元件翘起
翘脚
激光
*1
测定类型
- 点测定
测定检查对象中心坐标位置的高度。
- 线扫描
沿检查对象长方向的中心线扫描测定高度。
移动间距 (mm)
该参数只有将“测定类型”设置为“线扫描”时才显示。
输入激光高度感应器测定高度时的测定间距。
*1
只有选配了激光高度感应器的检查机才可以使用。
*2
只有选配了 3D 投影仪的检查机与 iPro 离线编程软件 ( 选配 ) 才可以使用。
[ 测定结果 ] 按钮
对检查对象进行对象测试后,按该按钮,可以打开“检查结果”画面查看详细的识别测试结果。
[ 登录样本 ] 按钮
登录图像的样本时,按该按钮。所登录的图像,在用“图像对比”检出方法检查“错件”、“极性相反”时使用。
详细内容,请参照本章后述“2.4.3图像样本的登录”。
3-21
3
2.3.4 “判定条件”参数
对根据检出条件检出的检查对象物,设置进行良否判定的基准。
参考
参数的内容根据“检查项目”与“检出方法”的不同会有所不同。详细内容,请参照后述“第 4 章 检查项目的设置”。
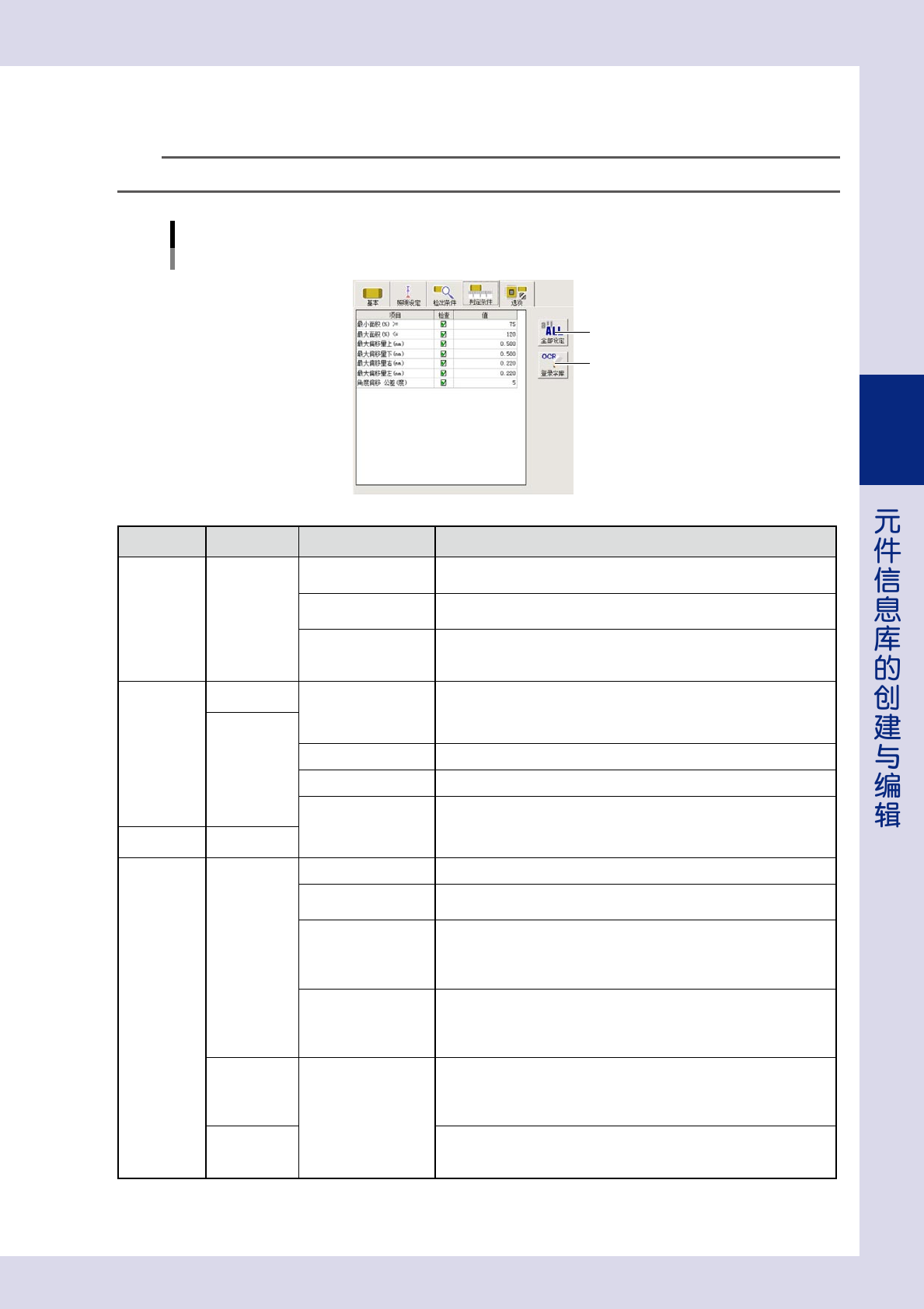
判定条件参数
以检查项目为“偏移”、检出方法为“检出本体”为例
[全部设定]按钮
[登录字库]按钮
26326-P7-00
检查项目 检出方法 项目 内容
全部检查项目
通用
全部检出方法
通用
最小面积 (%)
≧
检出的面积相对于检查对象面积的比率,若大于或等于此处的设定值时,
判定为 OK。
最大面积 (%)
≦
检出的面积相对于检查对象面积的比率,若小于或等于此处的设定值时,
判定为 OK。
最大偏移量
上、下、右、左 (mm)
对识别到的面积的各条边,设置允许超出检查对象框时的超出量。
在该范围中检出的面积,将用于计算“最小面积”与“最大面积”。
因此,请根据元件的尺寸、图案的设计进行设置。
偏移
检出本体
角度偏移 公差 ( 度 ) 检出的元件 θ 角度偏移量在此处设定的值以下时,判定为 OK。
检出电极
最小电极间距 (mm) 设置判定为 OK 时的最小电极间距。
最大电极间距 (mm) 设置判定为 OK 时的最大电极间距。
偏移量 公差 X、Y(mm) 设置允许偏移的范围。检出的偏移量超过此处的设定值时,判定为 NG。
引脚过长 检出形状
错件
极性相反
文字识别
检查字符串 输入印刷在元件
上的字符串。
文字类型
从“英文数字”、“英文”、“数字”中选择印刷在元件上的字符类型。
英文只能识别大写字符。
识别范围
- 完全
识别到的字符与“检查字符串”中所输入的字符串完全一致时,判定为 OK。
- 部分
识别到的字符中含有“检查字符串”中所输入的字符串时,判定为 OK。
文字识别判定
- 一致率
根据识别到的一致率判定。
- 第一候补
根据各字符中一致率最高的字符判定。
文字识别
一致率
≧
该参数只有将“文字识别判定”选择为“一致率”时才显示。
按 [ 对象测试 ] 按钮,对检查对象进行测试之后,若按“检出条件”选项卡画
面的 [ 测定结果 ] 按钮,会显示识别到的字符列表。查看各个字符的识别一致
率之后,输入判定为 OK 时的最低一致率。
图像对比
按 [ 对象测试 ] 按钮,对检查对象进行测试之后,若按“检出条件”选项卡画
面的 [ 测定结果 ] 按钮,会显示识别到的字符列表。查看各个字符的识别一致
率之后,输入判定为 OK 时的
最低一致率。