CPP715A200_YSi Prog V3_C.pdf - 第69页
2-5 2 检 查部 位 检 查项 目 检 出方 法 提取 例 波 峰焊 检 查 孔 / 洞 检 出异 物 ■ 检 出 引 脚 缺 针 / 脚 检 出锡 膏 无 引脚 检 出锡 膏 红 胶溢 出 检出 锡 膏 露 铜 检 出锡 膏 短 路 检 出锡 膏 检 出异 物 少 锡 检 出锡 膏 元 件邻 接 部 锡 珠 检 出异 物 无 红胶 检 出锡 膏 其 他 ( 互换 ) 互 换 调 用 V 2 . 2 软 件版 本 中 的 常 用检 …
2-4
2
1.3 检查项目
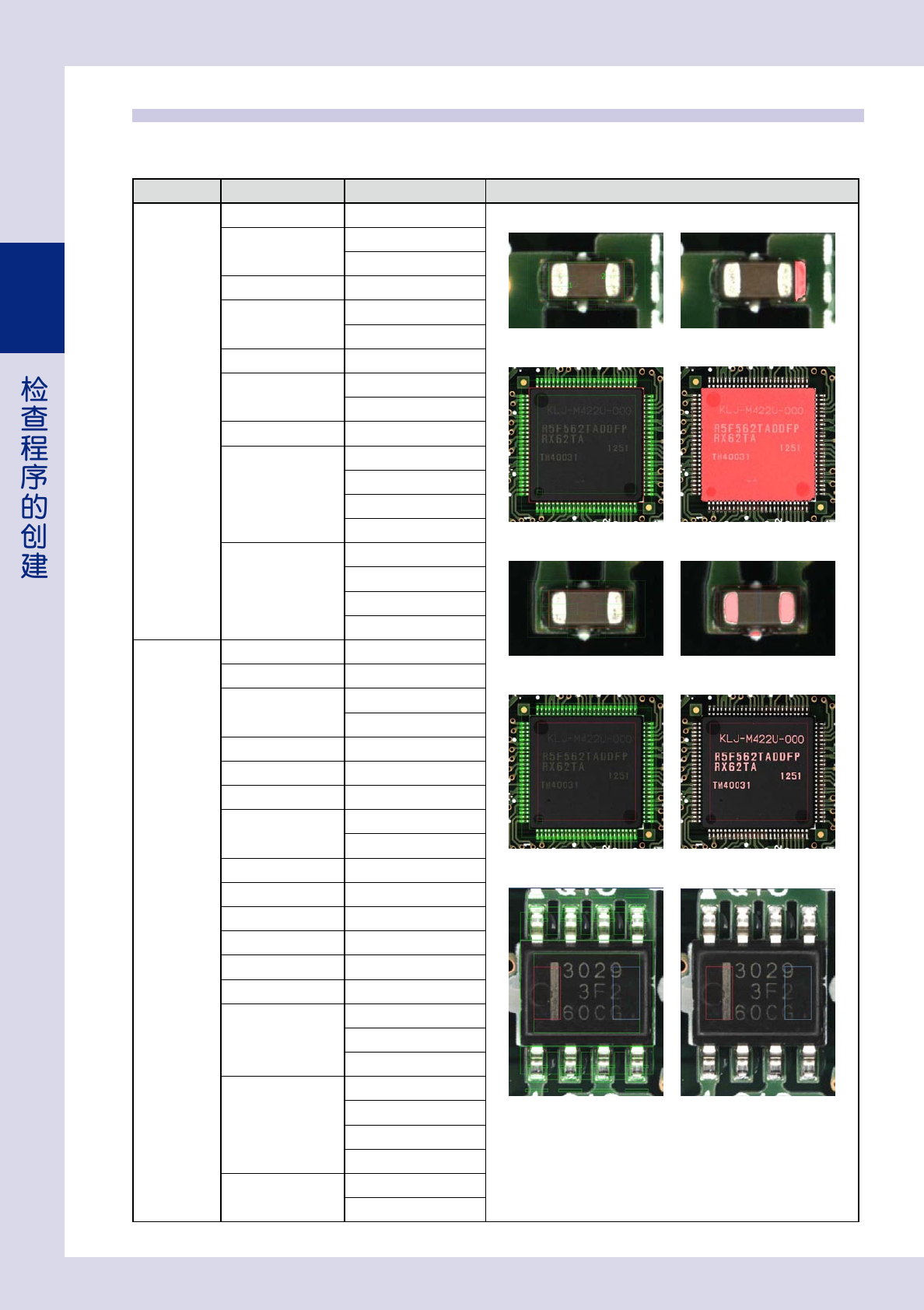
YSi 系列 (V3) 检查机,是根据检查部位选定“检查项目 ( 要检出的不良项目 )”与“检出方法 ( 进行判定的方法 )”
来检查元件的。关于检查项目的详细内容,请参阅后述“第 4 章 检查项目的设置”。
检查部位 检查项目 检出方法 提取例
元件本体
邻接短路 检出锡膏
■ 检出锡膏
■ 检出本体
■ 检出电极
■ 文字识别
■ 亮度对比
高度基准
激光
*1
3D 高度检查
*2
缺件 检出本体
偏移
检出电极
检出本体
元件倾倒 检出本体
错件
文字识别
图像对比
翻件 检出亮度
极性相反
检出形状
文字识别
亮度对比
图像对比
元件翘起
激光
*
1
检出本体
3D 高度检查
*2
3D 高度对比
*2
引脚组
位置修正 ( 元件边缘 ) 检出引脚
位置修正 ( 引脚后端 ) 检出引脚
短路
检出锡膏
检出异物
引脚异常 检出亮度
引脚变形 检出引脚
位置修正 ( 引脚前端 ) 检出引脚
高度基准
激光
*1
3D 高度检查
*2
露铜 检出锡膏
红胶溢出 检出锡膏
无锡膏 检出锡膏
少锡 检出锡膏
黑色异物 检出锡膏
虚焊 检出亮度
翘件
检出锡膏
激光
*1
3D 高度检查
*2
翘脚
检出锡膏
激光
*1
3D 高度检查
*2
3D 高度对比
*2
引脚过长
检出引脚
检出形状
2-5
2
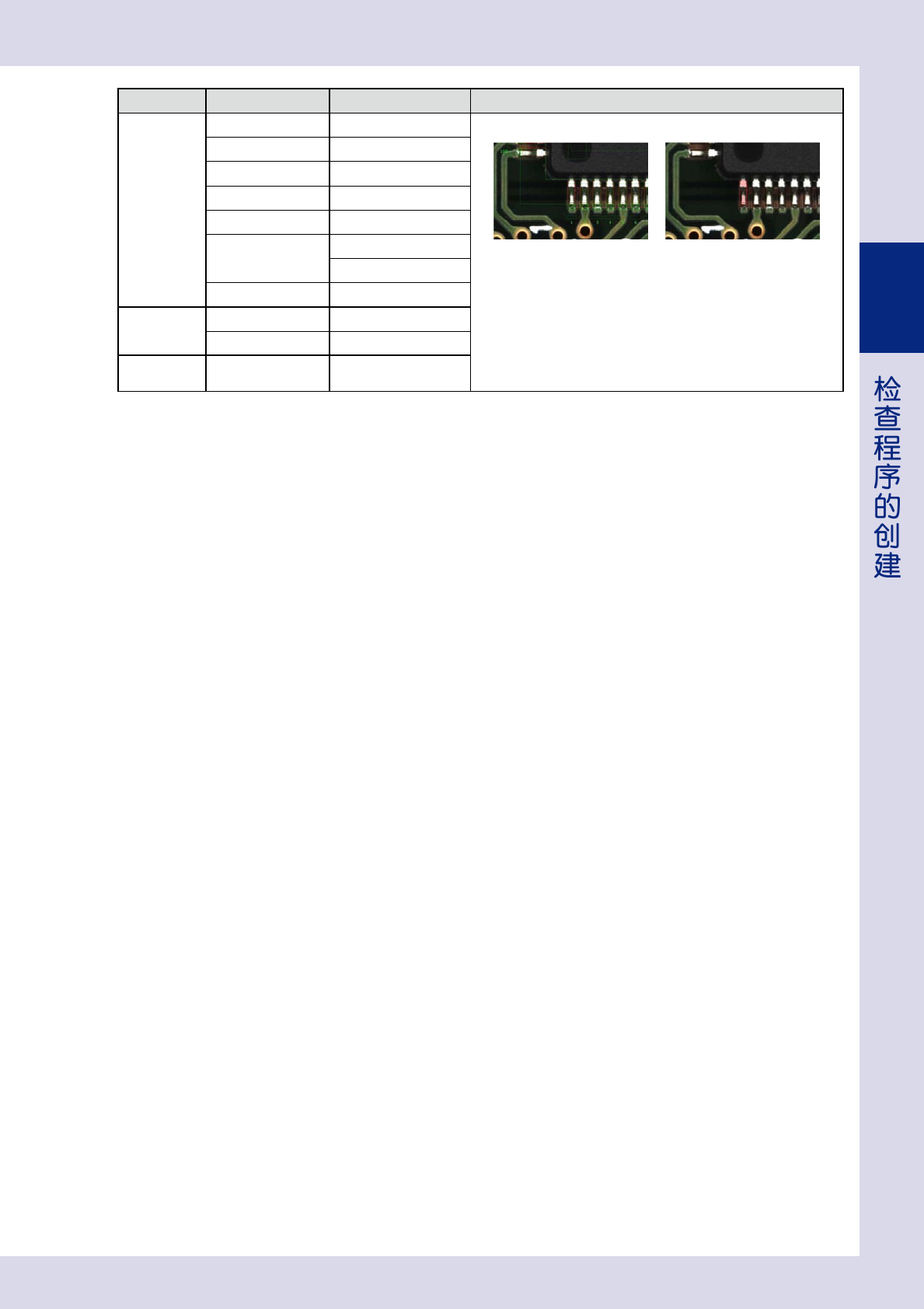
检查部位 检查项目 检出方法 提取例
波峰焊检查
孔 / 洞 检出异物
■ 检出引脚
缺针 / 脚 检出锡膏
无引脚 检出锡膏
红胶溢出 检出锡膏
露铜 检出锡膏
短路
检出锡膏
检出异物
少锡 检出锡膏
元件邻接部
锡珠 检出异物
无红胶 检出锡膏
其他 ( 互换 ) 互换
调用 V2.2 软件版本中的
常用检查项目进行检查
*1
只有选配了激光高度感应器的检查机才可以使用。
*2
只有选配了 3D 投影仪的检查机与 iPro 离线编程软件 ( 选配 ) 才可以使用。
2-6
2
2.创建检查程序
本章节,介绍使用贴片机的贴装数据创建检查机用的检查程序的步骤。
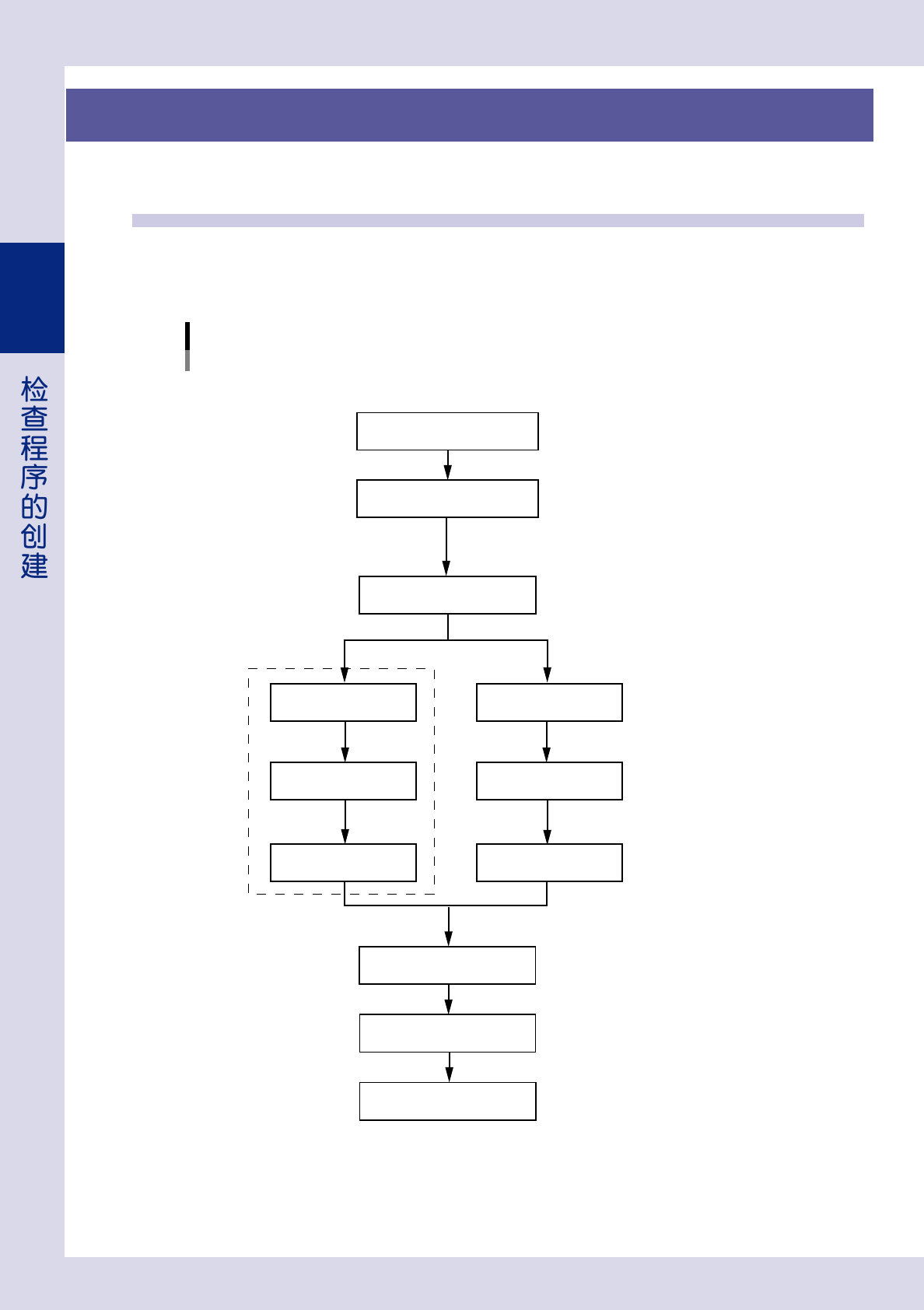
2.1 检查程序的创建步骤
使用 YAMAHA 贴片机的贴装数据时,通过“基板切换”画面的 [ 转换数据 ] 按钮,先将贴装数据转换为检查数据,
再在贴装位置粘贴元件信息库来创建检查程序。使用其它品牌贴片机的贴装数据时,需先转换为 YAMAHA 贴片机
的数据格式,再转换为检查数据,再通过粘贴元件信息库来创建检查程序。
检查程序创建步骤
转换为检查程序
创建基板整体图像
转换为YAMAHA贴片机用的数据
■ 从YAMAHA贴片机的贴装数据转换
创建编码文件
■ 从其它品牌贴片机的贴装数据转换
F《Factory Tools标准功能》用户操作手册
设置基准标记
保存视野图像
保存检查程序
修改数据
检查程序创建完成
F 第2章
“2.2 从转换数据到保存图像”
F 第2章
“2.3 基板整体图像的创建”
F 第2章
“2.4 基准标记的设置”
F 第2章
“2.5 视野图像的保存”
创建基板整体图像
设置基准标记
保存视野图像
自动
※
手动
F 第4章“检查项目的设置”
※ 需要登录基准标记。
25201-P7-00