NB168-编程手册.pdf - 第19页
NB1 68 编程手册 3.1 -4 4. 确定插入 顺序,分配 序号 (1 ~ 5 000) 。 序号 .: 这是 NC 数据步的 序号 。 在 分配区段号之 前确定插入 顺序 。 实 际的 NC 数据的执行,是按照该序 号的顺序进行 的。 = 提示 = 安 排插入次序时 应使 X-Y 工作台的移动量最 小。 5. 确定插入 位置。 (X 和 Y 方向均为 - 999.99 ~ 999.99m m) 测定从第 2 步规…
NB168
编程手册
3.1-3
3.1.3 NC数据的编制
NC 数据编制的步骤
1.
1. 确定 NC 数据名 (最多 16 个字符)。
NC 数据:
这是区分 NC 数据的名称。用户可以自由确定 NC 程序名。
NC 程序名可以由数字 0 ~ 9、字母 A ~ Z 和下划线 “_“ 组成。
例: NovaPCB_test1
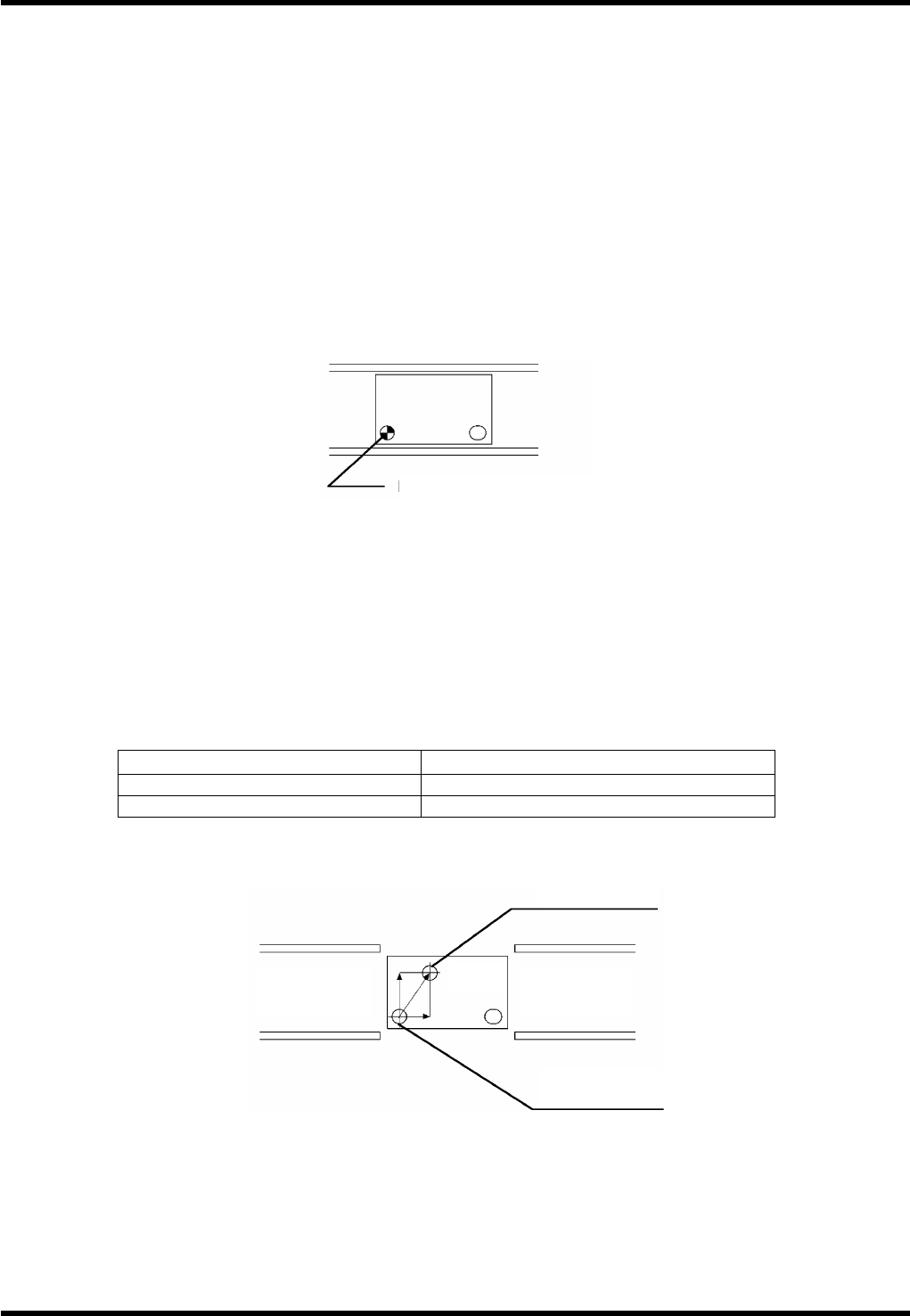
2. 确定基板上的座标原点。
座标原点:
从基板上的基准点测定元件的插入位置。
=
提示=
用户可以自由确定座标原点。在本手册中,将座标原点设定在基准销位置 (固定侧)。
3. 确定程序偏移量。
程序偏移量:
这是从基板的座标原点到机械原点的距离。
机械原点是绝对不会变的。
但是,由于可以为各 NC 数据确定不同的座标原点,因而必须对各 NC 数据输入程序补偿值。
标准设定 (基准销位置[固定侧]为座标原点时);
标准设定
(
大约
)
X
-316.00 mm
Y
-371.32 mm
例:当基准销位置 (固定侧) 为座标原点时。
=
提示=
各台机器的程序补偿值稍有不同。为了找到确切的补偿值,应进行试验插入。修正补偿值直到精确定位为
止
例如
基准销
(
座标原点
)
下料器
基板
上料器
机械原点
X
-Y 坐标原点
NB168
编程手册
3.1-4
4. 确定插入顺序,分配序号 (1 ~ 5000)。
序号.:
这是 NC 数据步的序号。
在分配区段号之前确定插入顺序。
实际的 NC 数据的执行,是按照该序号的顺序进行的。
=提示=
安排插入次序时应使 X-Y 工作台的移动量最小。
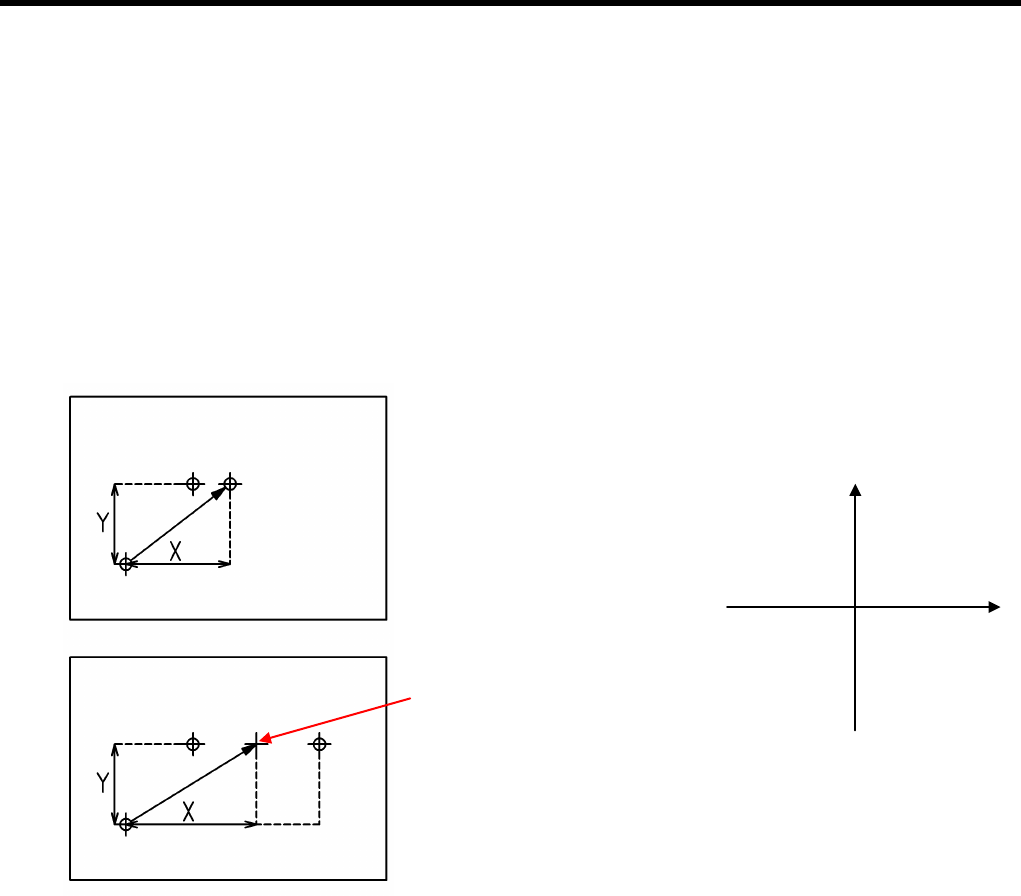
5. 确定插入位置。(X 和 Y 方向均为-999.99 ~ 999.99mm)
测定从第 2 步规定的座标原点到元件插入位置的距离,确定 X 和 Y 的座标。
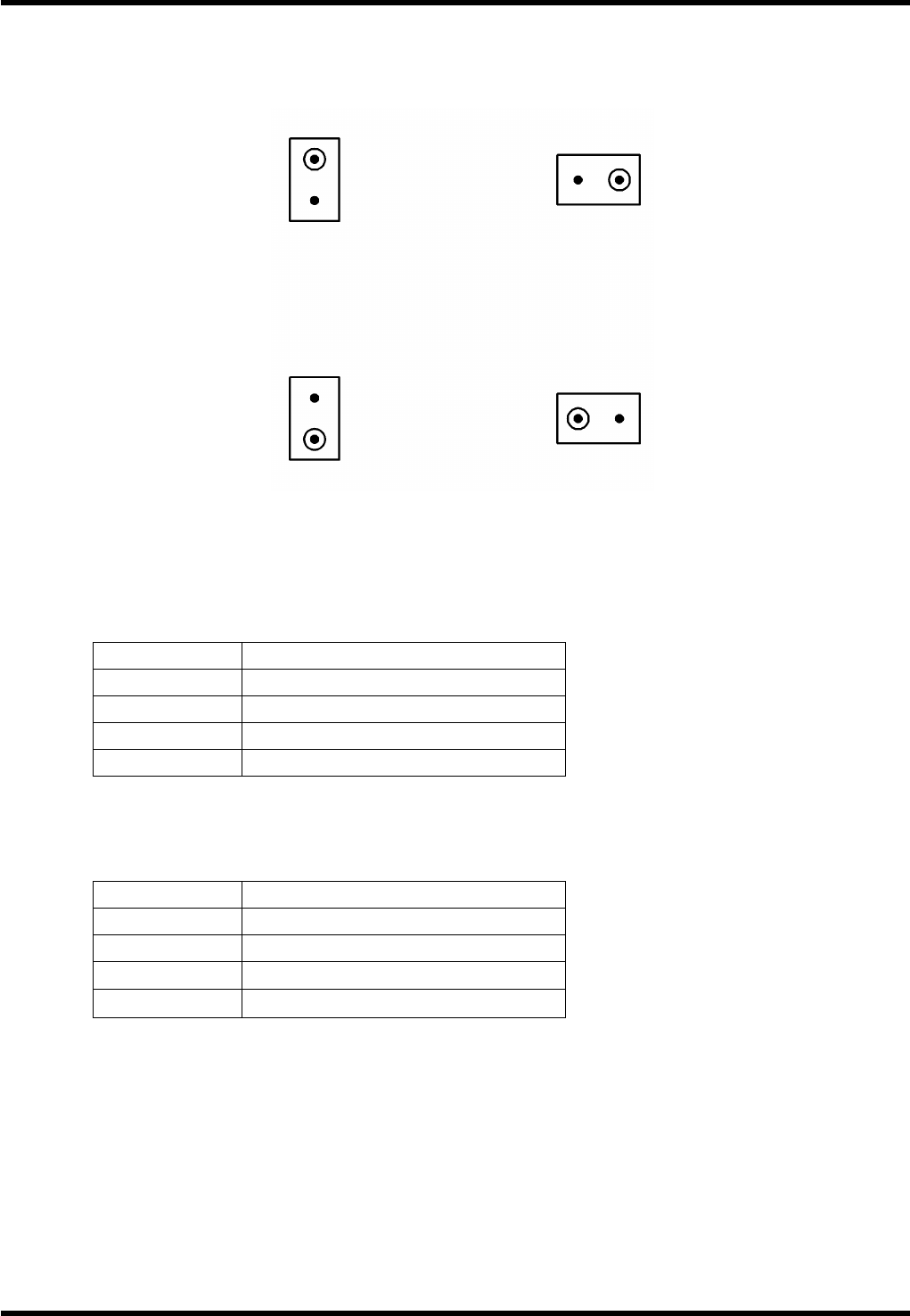
2.5 mm 间距、5.0 mm 间距的插入位置按以下所示进行指定。
X :
从座标原点到 X 方向插入位置的距离。单位:mm
Y :
从座标原点到 Y 方向插入位置的距离。单位:mm
6. 确定供料器编号。(Z1 ~ Z40)
Z No.:
以 Z 编号指定元件供给部的供料器的被安装位置。
(+)
(-)
(-)
(+)
=提示=
XY
坐标系
[2.5mm
间距
]
2.5 mm
间距
单边孔基准
[5.0 mm
间距
]
5.0 mm
间距
中心
座标原点
座标原点
NB168
编程手册
3.1-5
0°
插入
(
基准
)
-90°
插入
180°
插入
90°
插入
7. 确定插入角度 (-179°~ 180° ) 。
插入方向:
这是指元件插到基板上时的角度。
8. 确定插入跨距。
宽度:
间距切换(P2.5, P5.0)
代码
间距
0
5 mm
间距
(P5.0)
1
2.5 mm
间距
(P2.5)
2
7.5 mm
间距
(P7.5)
3
10 mm
间距
(P10.0)
9. 确定插入速度。
速度:
代码 插入节拍
1
0.17 秒 / 点
2
0.20 秒 / 点
3
0.25 秒 / 点
4
0.30 秒 / 点