NB168-编程手册.pdf - 第25页
NB1 68 编程手册 3.1 - 10 3. 1. 从拼板区 1 的第一插入点 ( 点 A ) 开始确定各 拼板 区的补偿值。 拼板 区 1 (0, 0) 旋 转插入角度 0° (基准) 拼板 区 2 (5, - 80) 旋转插入角度 90 ° 拼板 区 3 (80, 5) 旋转插入 角度 - 90 ° 拼板 区 4 (85, - 75) 旋转插入角度 180 ° (1) 将 求出的偏移量 数据输入到 序号 1 ~ 4 的 XY 座标…
NB168
编程手册
3.1-9
2.
1. 从拼板区 1 开始确定各拼板区的补偿值。
拼板区 1 (0, 0)
拼板区 2 (0, -50)
拼板区 3 (50, 0)
拼板区 4 (50, -50)
(1) 将求出的偏移量数据输入到 1 ~ 4 拼板的 XY 坐标中。
(2) 将 1 ~ 4 序号的重复指令指定为 2 (拼板重复)。
2. 输入拼板区 1 中 A 点和 B 点的 X 和 Y 座标。
(1) 将拼板 1 中 A 点、B 点的数据输入到 5 ~ 6 序号中。
(2) 拼板 2 以后的坐标数据,因为序号.2 ~ 4 中会被输入偏移量数据,所以没有必要输入。
序号
X
Y
Z No.
角度
宽度
速度
不插入
拼板
跳过
备注
1
0
0
1
0
0
0
0
2
0
2
5
-50
1
0
0
0
0
2
0
3
80
0
1
0
0
0
0
2
0
4
55
-50
1
0
0
0
0
2
0
5
10
90
1
0
1
0
0
0
0
6
40
60
2
2
1
0
0
0
0
旋转插入拼板 (终端同坐标转换)
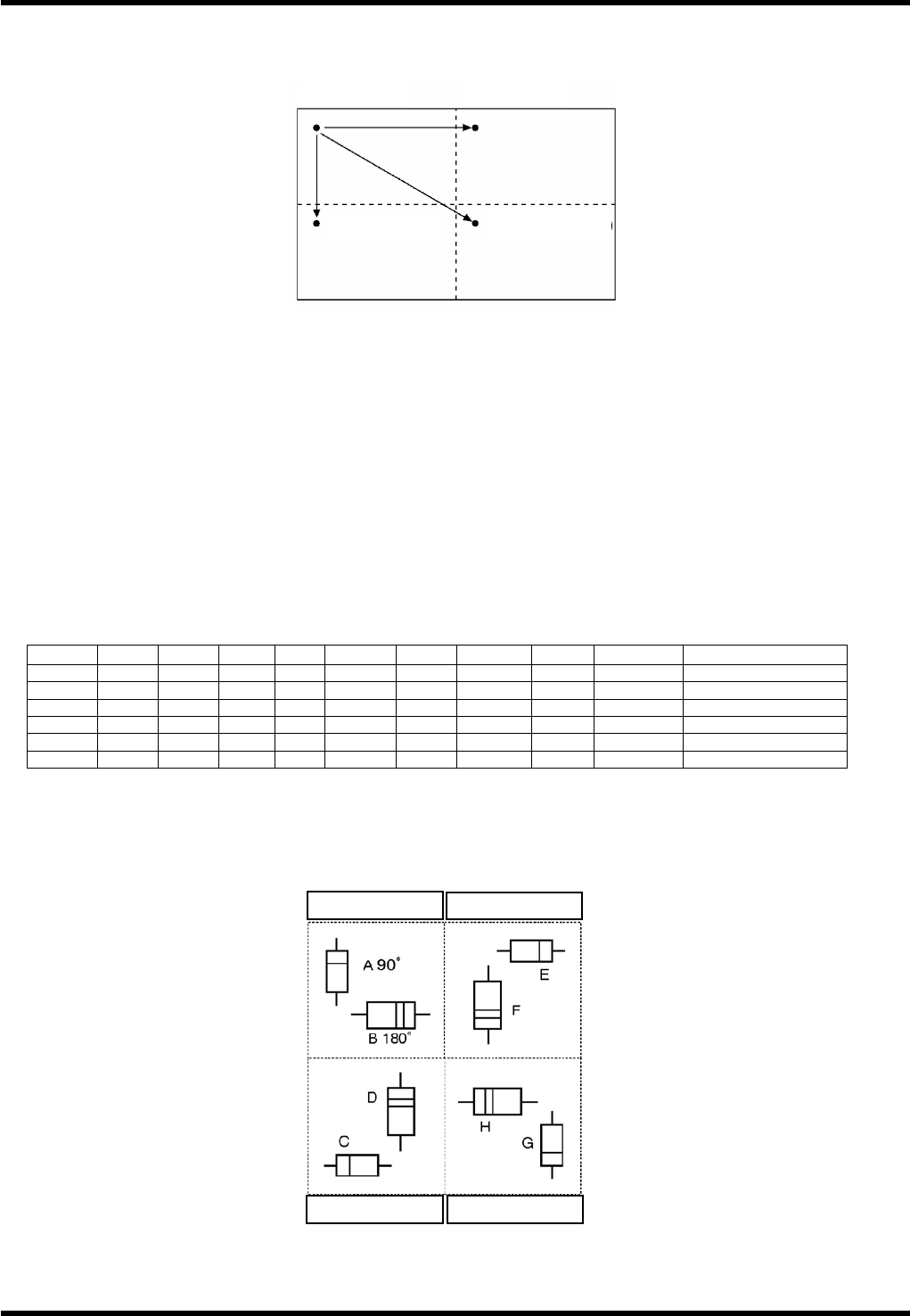
例) 4 枚基板时的各相同元件的步进复制插入的程序
A (0, 0)
E (50, 0)
C (0, -50)
G (50, -50)
Pattern 1 (Ref.)
拼板区
3: -90°
拼板区
2: 90°
拼板区
4: 180°
拼板区
1:
基准
NB168
编程手册
3.1-10
3.
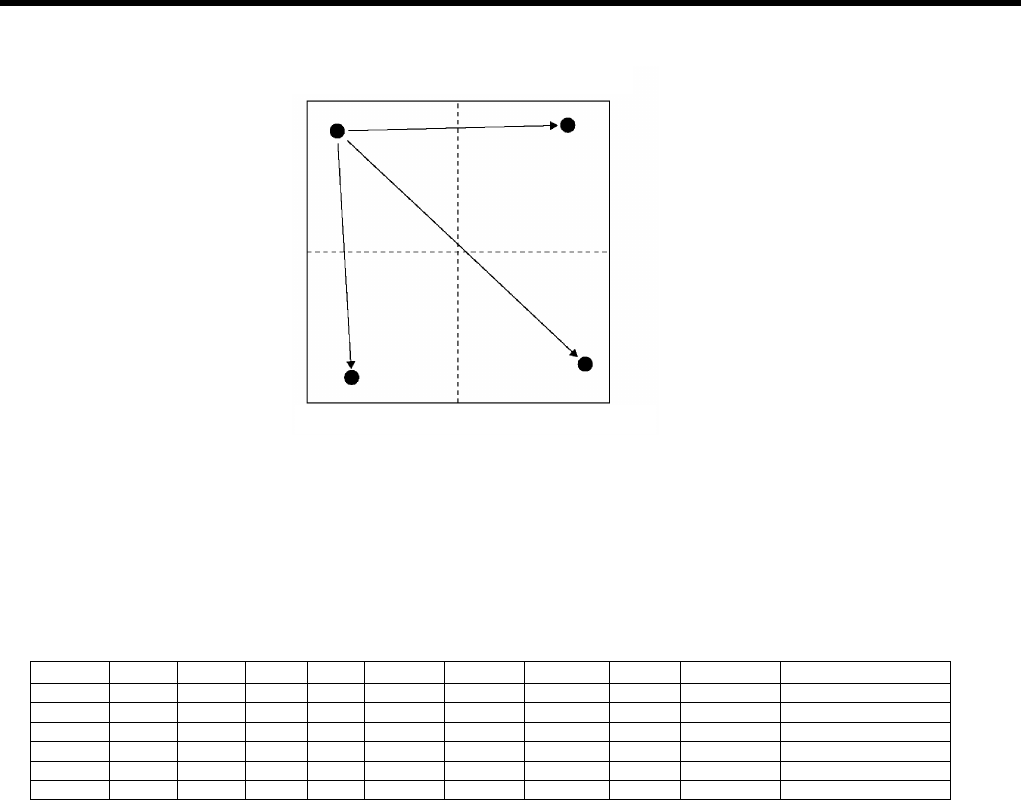
1. 从拼板区 1 的第一插入点 (点 A) 开始确定各拼板区的补偿值。
拼板区 1 (0, 0) 旋转插入角度 0°(基准)
拼板区 2 (5, -80) 旋转插入角度 90°
拼板区 3 (80, 5) 旋转插入角度-90°
拼板区 4 (85, -75) 旋转插入角度 180°
(1) 将求出的偏移量数据输入到序号 1 ~ 4 的 XY 座标中。
序号
X
Y
Z No.
角度
宽度
节拍
不插入
拼板
跳过
说明
1
0
0
1
0
0
0
0
2
0
2
5
-80
1
0
0
0
0
12
0
3
80
5
1
0
0
0
0
32
0
4
85
-75
1
0
0
0
0
22
0
5
10
90
1
3
1
0
0
0
0
6
30
70
2
2
1
0
0
0
0
(2) 将与步重复和想使其旋转的插入角度相对应的数值输入到 1 ~ 4 序号的重复指定中。
拼板区 1: 2
拼板区 2: 12
拼板区 3: 32
拼板区 4: 22
2. 输入拼板区 1 中 A 点和 B 点的 X 和 Y 座标。
(1) 将拼板 1 中 A 点、B 点的数据输入到序号 5 ~ 6 中。
(2) 拼板 2 以后的坐标数据,因为序号 2 ~ 4 中会被输入偏移量数据,所以没有必要输入。
A (0, 0) E (80, 5)
C (5, -80) G (85, -75)
NB168
编程手册
3.2-1
3.2. 新NC数据的创建和编辑
3.2.1 NC数据的编制
本节以新编制 NC 数据为前提,对于 NC 数据的输入,按照其输入步骤的顺序进行说明。请准备好编制好的 NC
数据单。
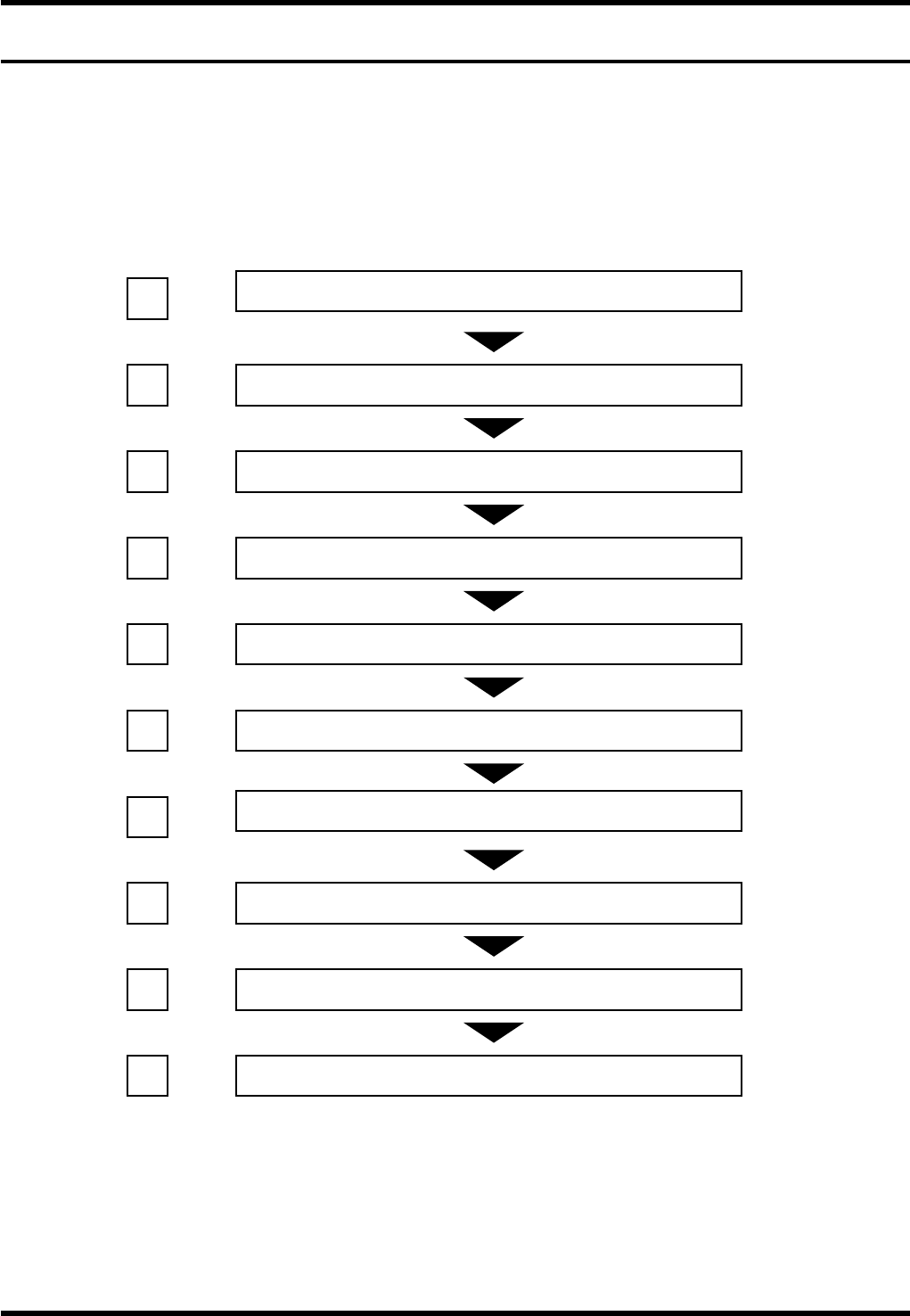
主要步骤
调出生产数据菜单
选择
NC
数据
完成
NC
数据文件的创建
打开新建的
NC
数据
区段的插入
输入各参数项的数据
结束
NC
数据输入
1
2
3
4
5
6
7
8
9
10
新建
NC
数据文件
输入
NC
数据文件名称
输入程序补偿值