NB168-编程手册.pdf - 第21页
NB1 68 编程手册 3.1 -6 10. 拼板 。 拼板 : 拼板 是专用参数,它指示机器 在同一块线路 板 ( 存在拼板 的基板 ) 的其 他部位重复同 样数据的指令。 拼板 插入角 ( 适用于终 端座标 ) 也受以下代 码的指令: 代码 含义 0 正常的 ( 无重复 ) 2 拼板 / 无旋转 12 拼板 / 90° 旋转 22 拼板 / 180° 旋转 32 拼板 / 270 ° 旋转 = = 有 关这些设定 的细节,请…
NB168
编程手册
3.1-5
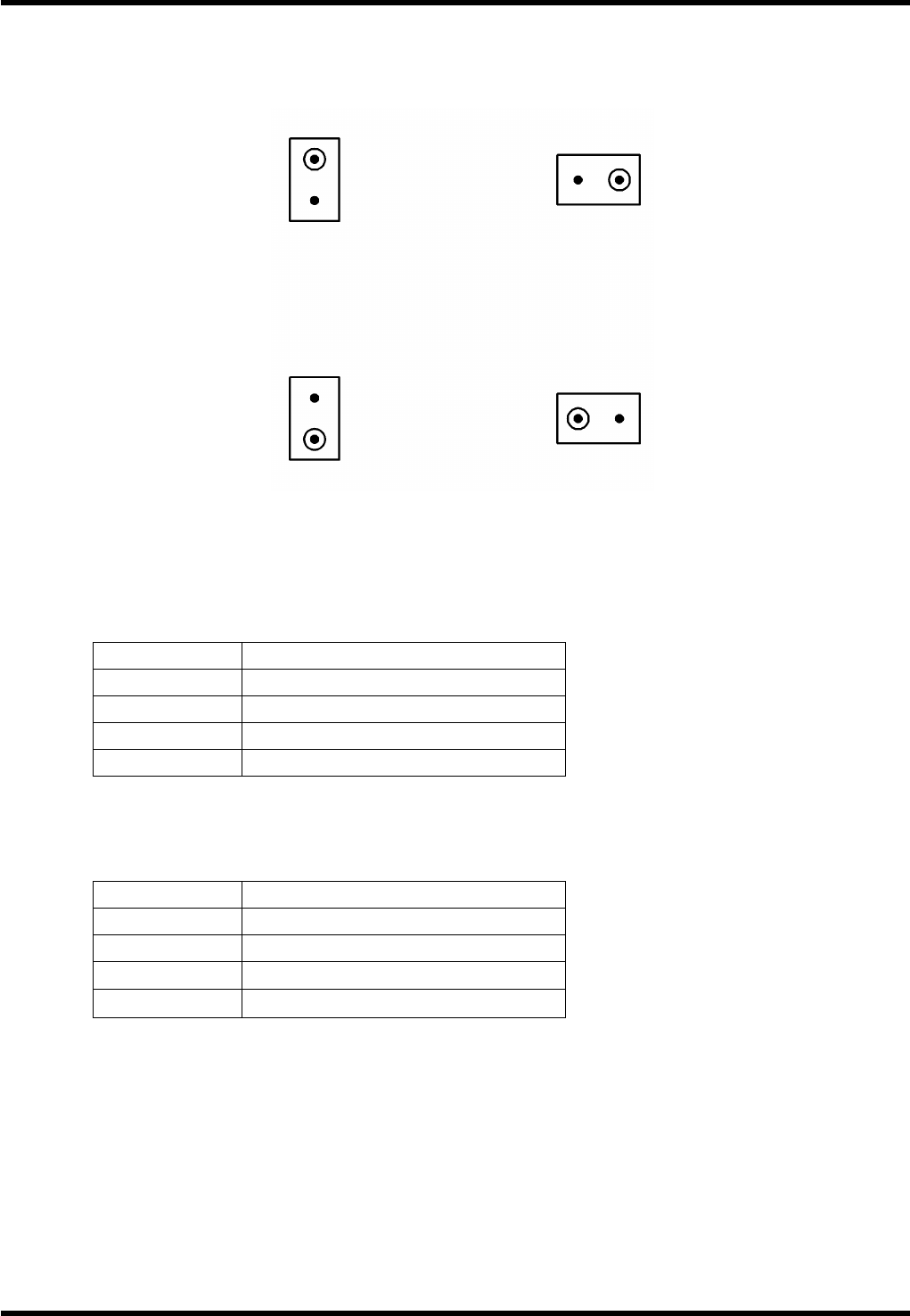
0°
插入
(
基准
)
-90°
插入
180°
插入
90°
插入
7. 确定插入角度 (-179°~ 180° ) 。
插入方向:
这是指元件插到基板上时的角度。
8. 确定插入跨距。
宽度:
间距切换(P2.5, P5.0)
代码
间距
0
5 mm
间距
(P5.0)
1
2.5 mm
间距
(P2.5)
2
7.5 mm
间距
(P7.5)
3
10 mm
间距
(P10.0)
9. 确定插入速度。
速度:
代码 插入节拍
1
0.17 秒 / 点
2
0.20 秒 / 点
3
0.25 秒 / 点
4
0.30 秒 / 点
NB168
编程手册
3.1-6
10. 拼板。
拼板:
拼板是专用参数,它指示机器在同一块线路板 (存在拼板的基板) 的其他部位重复同样数据的指令。
拼板插入角 (适用于终端座标) 也受以下代码的指令:
代码
含义
0
正常的
(
无重复
)
2
拼板
/
无旋转
12
拼板
/ 90°
旋转
22
拼板
/ 180°
旋转
32
拼板
/ 270°
旋转
== 有关这些设定的细节,请参阅本节中 ‘划分拼板的基板 NC 数据生成’。
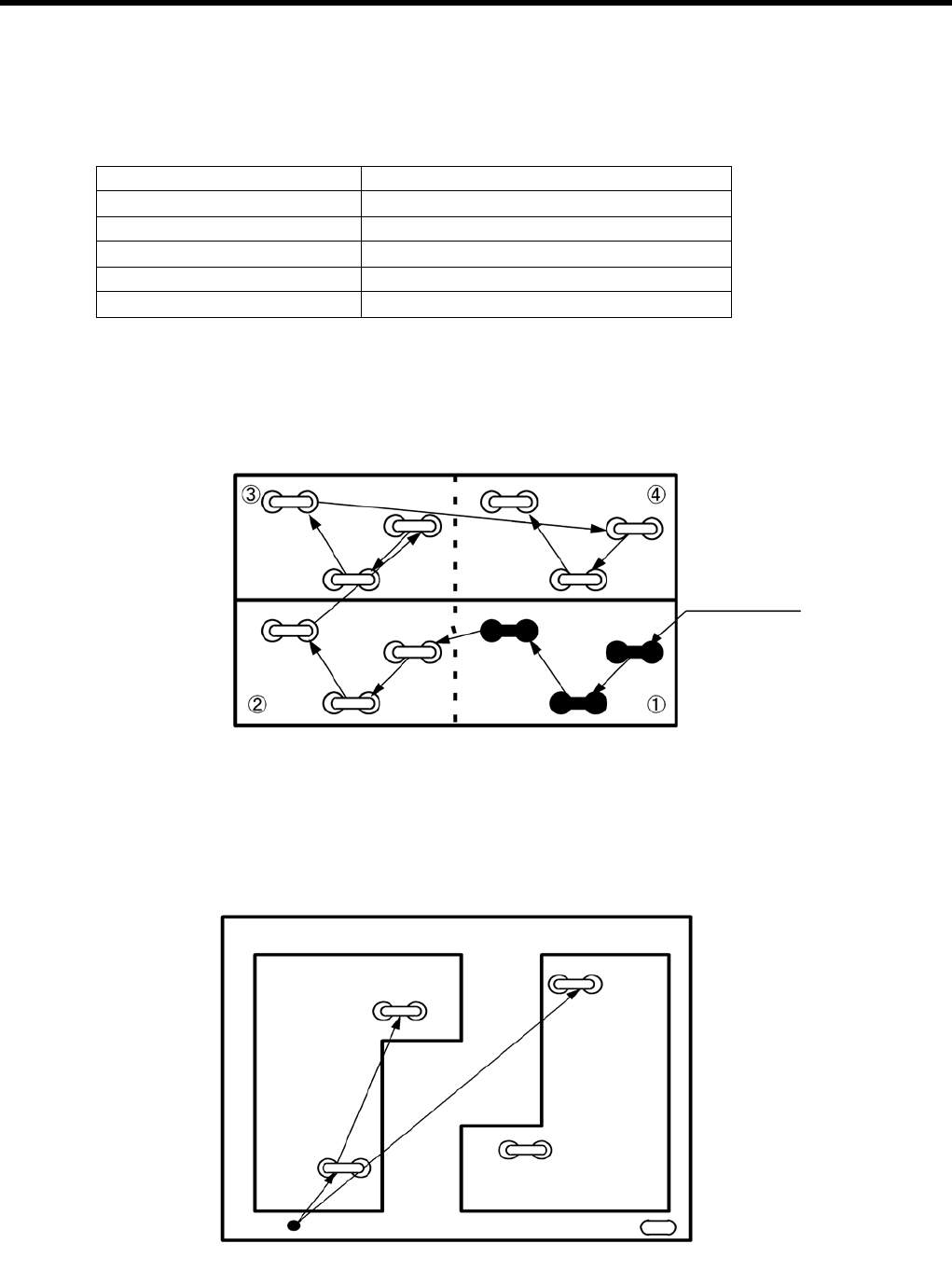
拼板重复:
在进行下一个拼板插入前,所有的元件都插在一个拼板内。
=
提示=
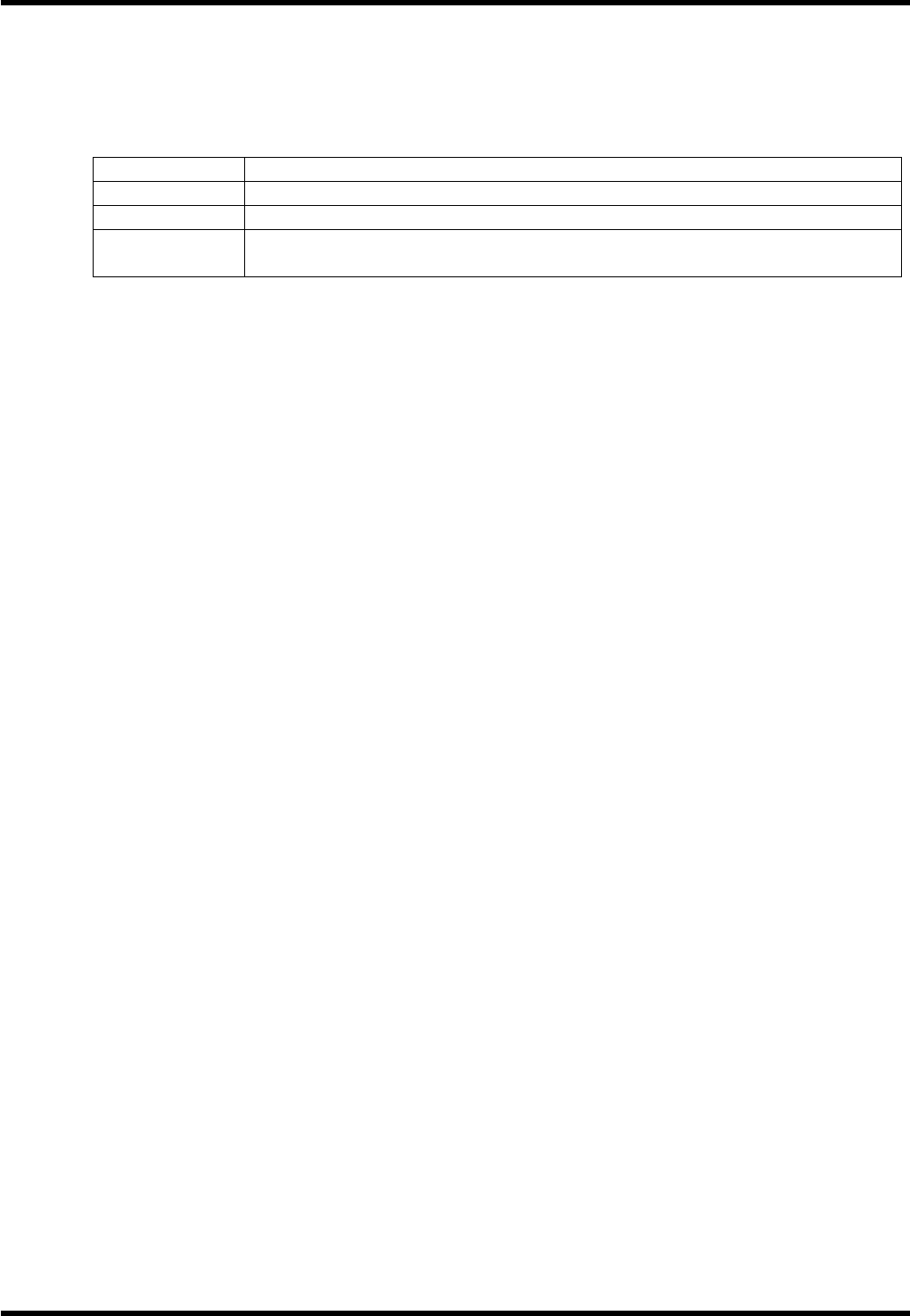
对于拼板数据,第一块拼板的补偿值 (X,Y 位置) 始终为 (0,0)。
拼板旋转插入:
拼板插入时按顺时针方向旋转,首个插入拼板取为基准。
第一块拼板的第一个插入点被认为是基准点。该基准点不能删除或跳过,若该基准点被删除或跳过,那么
下一个新的基准点的 NC 示教必须将该点登记为新的基准点,否则将会导致不正确的 XY 坐标插入。
第
1
插入点
坐标原点
第 2 插入点
拼板 1
拼板 2
第 1 插入点
拼板 2
的
偏移量
NB168
编程手册
3.1-7
11. 输入跳过。
跳过:
是对 NC 数据中的特定序号不进行插入。
通常指定为 0,将数据输入到不执行的区段。
代码
意义
0
不跳过。
7
对指定的序号跳过。
1 ~ 6
8、9
是识别是否跳过的代码,如果在品种选择中指定代码,则该序号不执行,但只要在
品种选择中没有指定,就会执行。
12. 说明的输入。
备注:
NC 数据注上名称等