CM402机器参数.pdf - 第11页
CM402 维修手册 2.1 关于机 器参数 Page 2-11 按 [ 搬送 ] 键,将显示的项目 No. 项目 内容 1 ‘ 基板压入时 间 ( 高速 )’ 是在确定基板位 置前高速运转 传送带 的时间 搬入基板,检测 减速传感器时 降低传 送带的 速度。 然后,让传送带 在设定好的时 间上停 止。 2 ‘ 基板压入时 间 ( 中速 )’ 在确定基板位置 前,中速运转 传送带 的时间 搬入基板,检测 减速传感器时 降低传 送带的…
CM402
维修手册
2.1 关于机器参数
Page 2-10
2.1.4
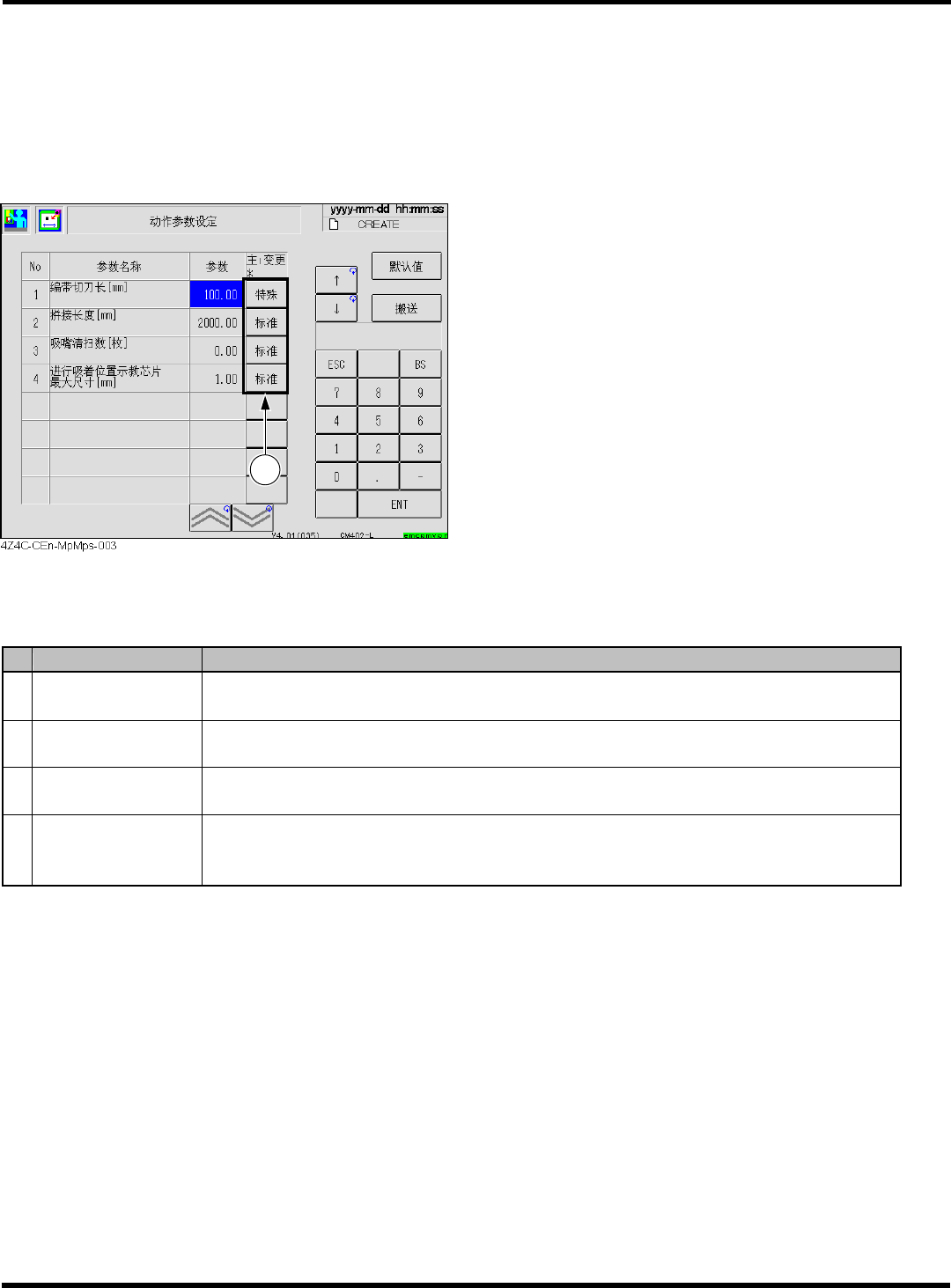
动作参数设定
动作参数设定动作参数设定
动作参数设定
该参数基本上不需要变更。即使为了确认动作而改变数值,当切断电源再重新开动机器后仍会恢复
原值。
动作确认后,要对该数值进行变更时,按主变更按钮,将标准改成特殊状态。
即使切断电源仍保持变更的数值。
•
请将光标移动到要变更的位置进行变更,输入
数据。
按[默认值]按钮,数据就会变成默认值。
∗
只有主变更项目处于标准位置时才有效。
[标准]
一旦将设定确认为标准值,即使数据已被改变,
但在重新开动后又会恢复到标准值。
按[默认值]按钮也会恢复到标准值。
[特殊]
数据变更后,一旦将设定改为特殊状态,即使重
新开动机器变更后的值也会被保存。
即使按[默认值],数据也不会回到标准值。
∗
每次按主变更按钮
,可以在标准
↔
特殊之间
转换。
No.
项目 内容
1
‘编带切断长度[mm]’ 由此值决定自动运转中的编带切割时限的每一个基座上,在最长的空编带达到该值时切断编
带。
2
‘拼接长度[mm]’ 当剩余编带长度达到自动运转中的编带拼接警告值时,把达到拼接长度的供料器设为警告状
态。
3
‘吸嘴清扫枚数[枚]’ 用该值清洁自动运行过程中的吸嘴。
每个工作台的生产枚数达到该值时,前后吸头的吸嘴会被用吹风强制清洁。
4
‘托盘吸着压边余量
[mm]’ (只限有托盘的
机器)
在托盘吸着时,会累加该压边余量,实施操作。
1
4Z4C-C-MMA02-A01-00
CM402
维修手册
2.1 关于机器参数
Page 2-11
按 [搬送] 键,将显示的项目
No.
项目 内容
1
‘基板压入时间
(高速)’
是在确定基板位置前高速运转传送带的时间
搬入基板,检测减速传感器时降低传送带的速度。
然后,让传送带在设定好的时间上停止。
2
‘基板压入时间
(中速)’
在确定基板位置前,中速运转传送带的时间
搬入基板,检测减速传感器时降低传送带的速度。
然后,让传送带在设定好的时间上停止。
3
‘基板压入时间
(低速)’
在确定基板位置前低速运转传送带的时间
搬入基板,检测减速传感器时降低传送带的速度。
然后,让传送带在设定好的时间上停止。
4
‘生产结束的等待时间’ 从前工序那里获得生产终了信号后,当达到预先设定好的时间时确定生产结束,
实装、拆出当前机器上的基板后结束生产。
在等待期间被搬入的基板为最后一个基板。
5
‘基板搬入确认时间’ 自动运行过程中,在已对前工序发出要求信号时,如果按下了暂时停止按钮,大基板的要求
信号将被切断,搬入动作也会被停止。(只限大基板)
切断要求信号后,在设定的时间内如果没有反应顶端传感器,可以结束搬入操作动作。
6
‘基板排出等待时间’ 在要排出基板时,可以转动后传送带排出基板,并反复最终传感器设定的 ON、OFF 切换动
作,要求信号中断后,可在设定的时间内停止传送带的转动。
2.1.5
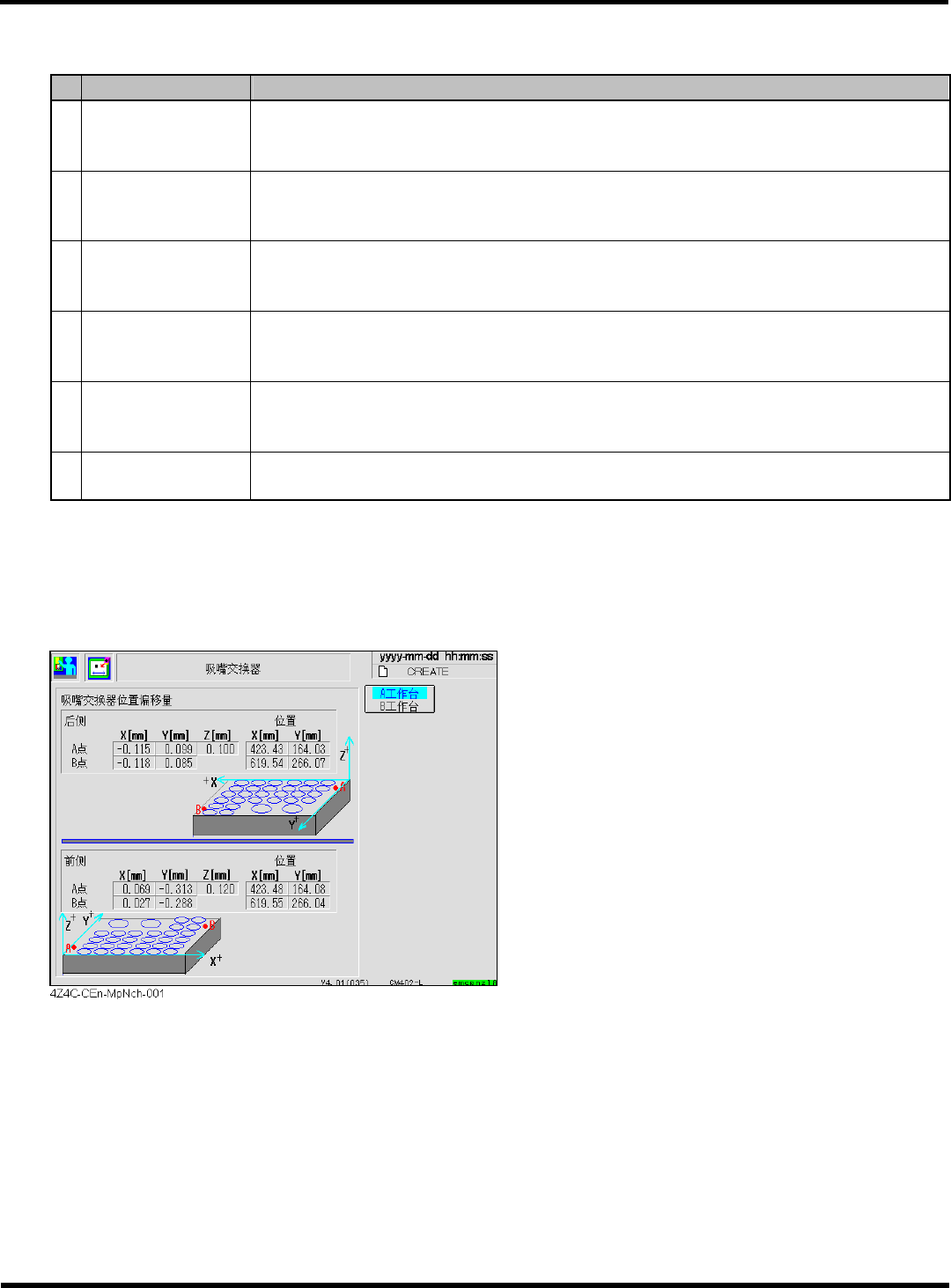
吸嘴交换器
吸嘴交换器吸嘴交换器
吸嘴交换器
吸嘴交换器位置偏移量
显示吸嘴交换器(选项)的位置。
在更换吸嘴时移动吸头时使用。
4Z4C-C-MMA02-A01-00
CM402
维修手册
2.1 关于机器参数
Page 2-12
2.1.6
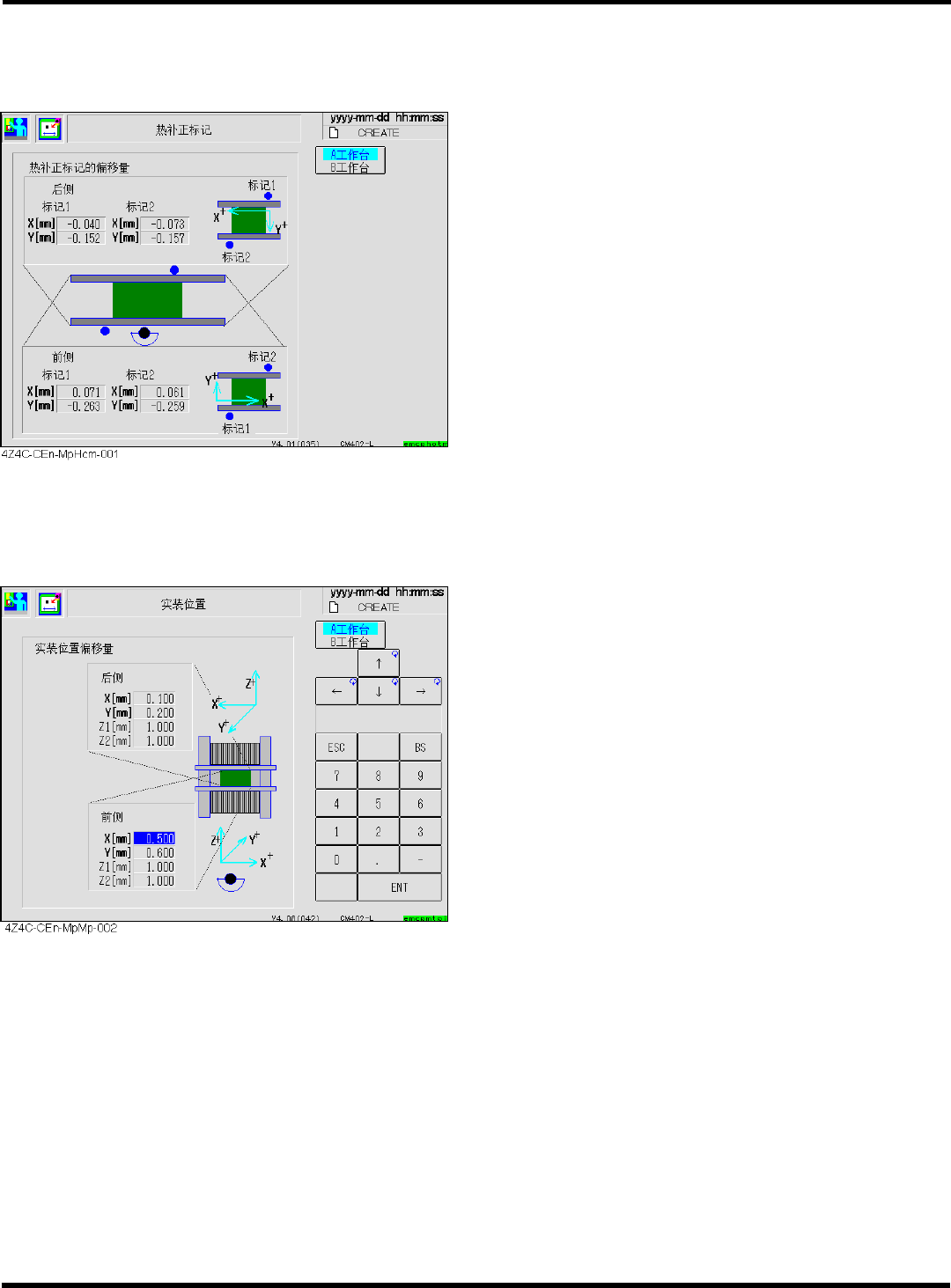
热补正标记
热补正标记热补正标记
热补正标记
热补正标记偏移量
显示热补正标记的位置。
用于计算热补正的值。
2.1.7
实装位置
实装位置实装位置
实装位置
实装位置偏移量
将实装位置全部定为偏移量时使用。
4Z4C-C-MMA02-A01-01