高速径向元件插件机.pdf - 第27页
维修手册 基板搬送 部 X-Y 工作台 4. LM 导轨 (Y ) 2. 滚珠丝杠 (Y) 加油 1. 滚珠丝杠 (X) 3. LM 导轨 (X) 周期 No. 项目 作业 加油量 详细内 容 每月 1. 滚珠丝杠 (X) 每个 3 cm 3 位置 : 螺纹 2. 滚珠丝杠 (Y) 3 个月 3. LM 导轨 (X) 每个 2 cm 3 位置 : 轨道表面 4. LM 导轨 (Y ) 每个 2 cm 3 1
维修手册
每 5,000 小时的检查项目
这里将本章所涉及的的检查项目中要求每 5000 小时进行检查的项目汇总如下。
检查位置及加油的详细内容请参照本章。 装置栏的数字表示供参考的项目号码。
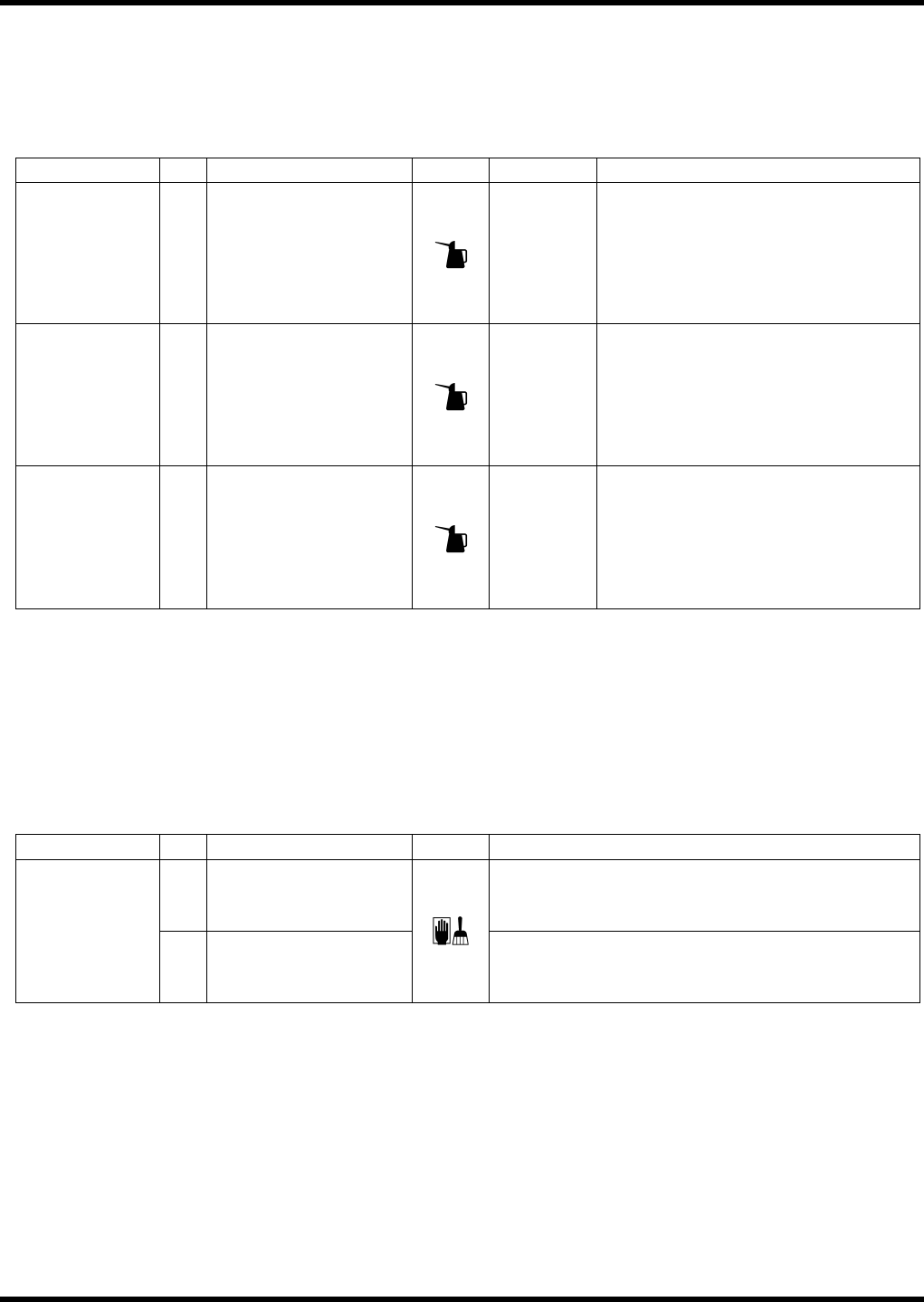
加油 (每 5,000 小时)
装置
No.
项目 作业 加油量 详细内容
7.4.2
插入动力部
3.
蜗轮减速器
0.18 L
(减速器内)
实施换油。
废弃油 : 将蜗轮减速器下侧的关闭阀
门打开,把油放掉,做废弃处理。 加
油 : 把油全放掉后,从蜗轮减速器侧
的供给口加油。
(
加油到达到窗口的正中
间为止)
7.6.4
元件加工动力部
3.
蜗轮减速器
0.18 L
(减速器内)
实施换油。
废弃油 : 将蜗轮减速器下侧的关闭阀
门打开,把油放掉,做废弃处理。 加
油 : 把油全放掉后,从蜗轮减速器侧
的供给口加油。
(
加油到达到窗口的正中
间为止)
7.7.2
砧座动力部
3.
蜗轮减速器
0.18 L
(减速器内)
每 5000 小时,实施油的更换。
废弃油 : 将蜗轮减速器下侧的关闭阀
门打开,把油放掉,做废弃处理。 加
油 : 把油全放掉后,从蜗轮减速器侧
的供给口加油。
(
加油到达到窗口的正中
间为止)
每次满箱时的检查项目
这里将本章所涉及的检查项目中要求每次满箱时进行检查的项目汇总如下。
检查位置及加油的详细内容请参照本章。 装置栏的数字表示供参考的项目
号码。
检查 (每次满箱时)
装置
No.
项目 作业 详细内容
7.8.1
切割屑收集瓶及
编带屑收集箱
b.
编带屑收集箱
对编带屑进行废弃处理。
(根据生产量的不同,每 1 班、或每 1 日请对编带屑
进行废弃处理。)
c.
引线切割屑收集瓶
对引线切割屑进行废弃处理。
(根据生产量的不同,每 1 班、或每 1 日请对引线屑
进行废弃处理。)
8
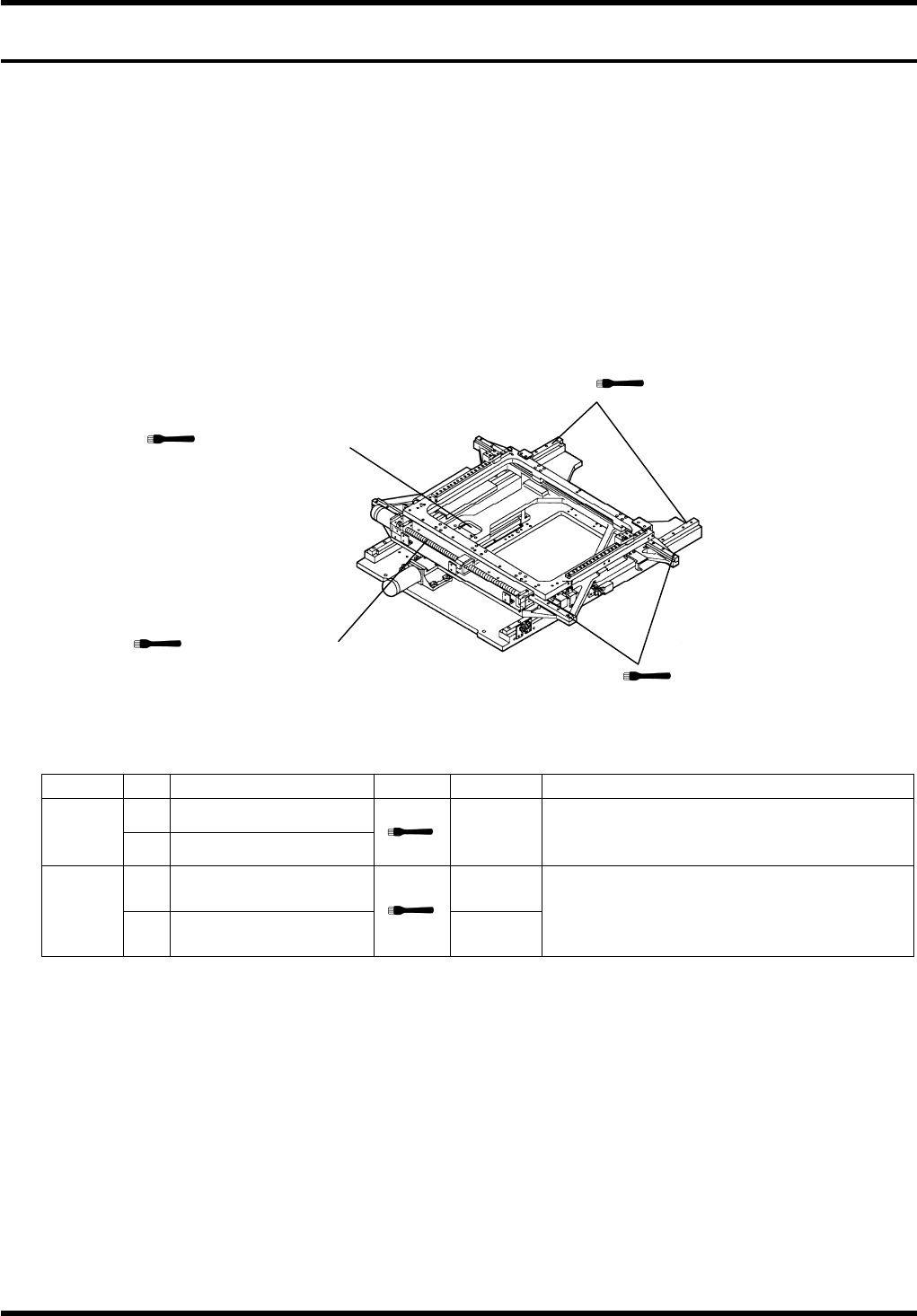
维修手册
基板搬送部
X-Y 工作台
4. LM 导轨 (Y)
2. 滚珠丝杠 (Y)
加油
1. 滚珠丝杠 (X)
3. LM 导轨 (X)
周期
No.
项目 作业 加油量 详细内容
每月
1.
滚珠丝杠 (X)
每个
3 cm
3
位置: 螺纹
2.
滚珠丝杠 (Y)
3 个月
3.
LM 导轨 (X)
每个
2 cm
3
位置: 轨道表面
4.
LM 导轨 (Y)
每个
2 cm
3
1
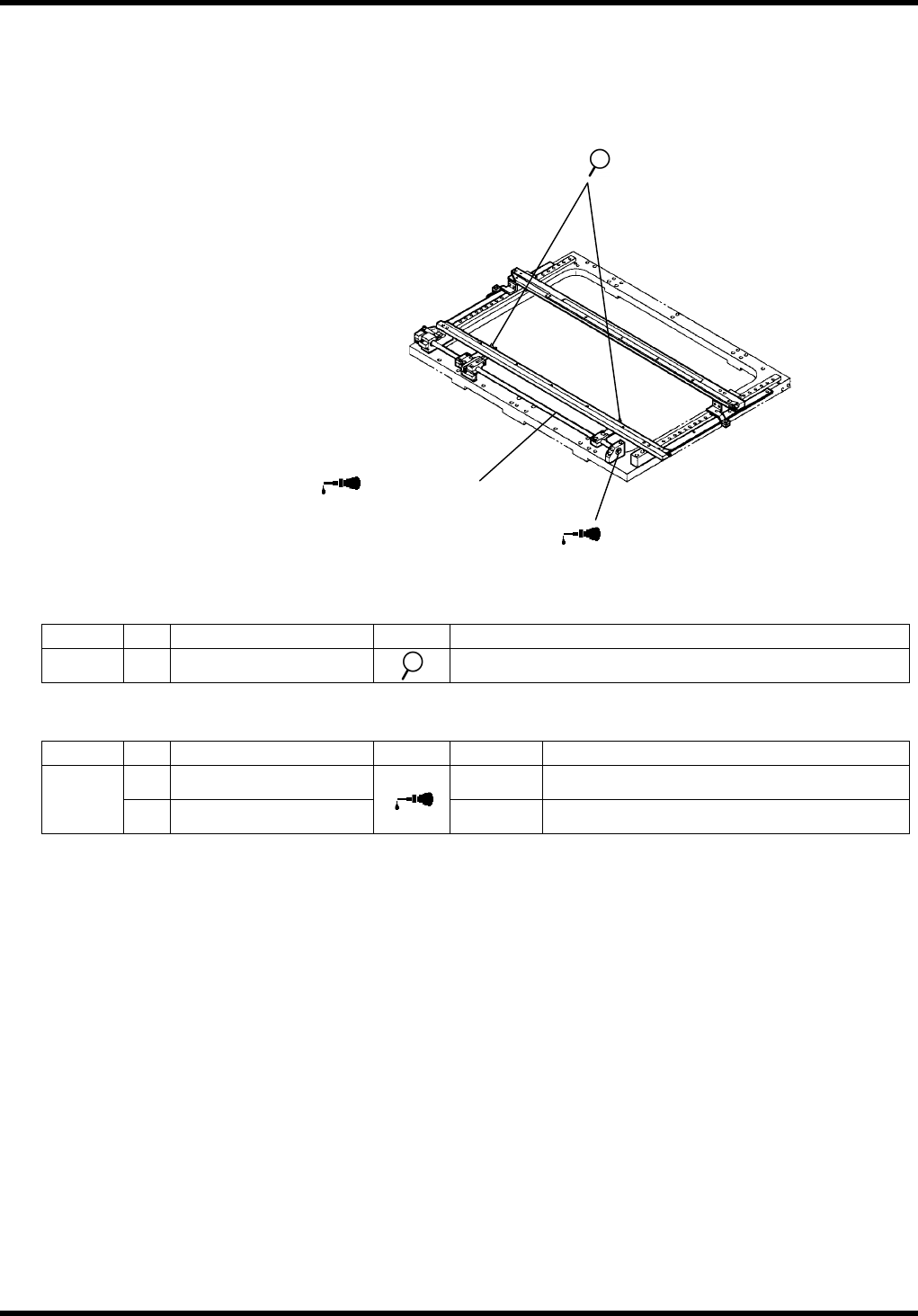
维修手册
定位器
检查
周期
No.
项目 作业 详细内容
每周
a.
基准销
无磨损、损伤。
加油
周期
No.
项目 作业 加油量 详细内容
3 个月
1.
轴旋转部
1 至 2 滴
2.
轴滑动部 適量 用含有机油的抹布擦拭
2
a. 基准销
2. 轴滑动部
1. 轴旋转部