高速径向元件插件机.pdf - 第63页
支撑销 轴承盖 轴承 螺栓 (B) 维修手册 支撑销 高度的 调整 砧座折弯部的行程的调 整 支撑销高度的调整 支撑 销高度的调整 1. 转动手动转 盘,使循环计时器对准 160 。 2. 测定砧座的 基板支撑和支撑销的高 度、 确认是否 为 0 ~ -0.1mm 。 高度为 0 ~ -0.1mm 的话,就 进入到以下步骤。 3. 松开砧座下 部的抱紧部的螺栓 (B) ,提起支撑销, 调整到其离砧座的基板 支撑的高度为 0 ~ …
维修手册
砧座折弯部的行程的调整
砧座的固定刀片和可移动刀片的更换
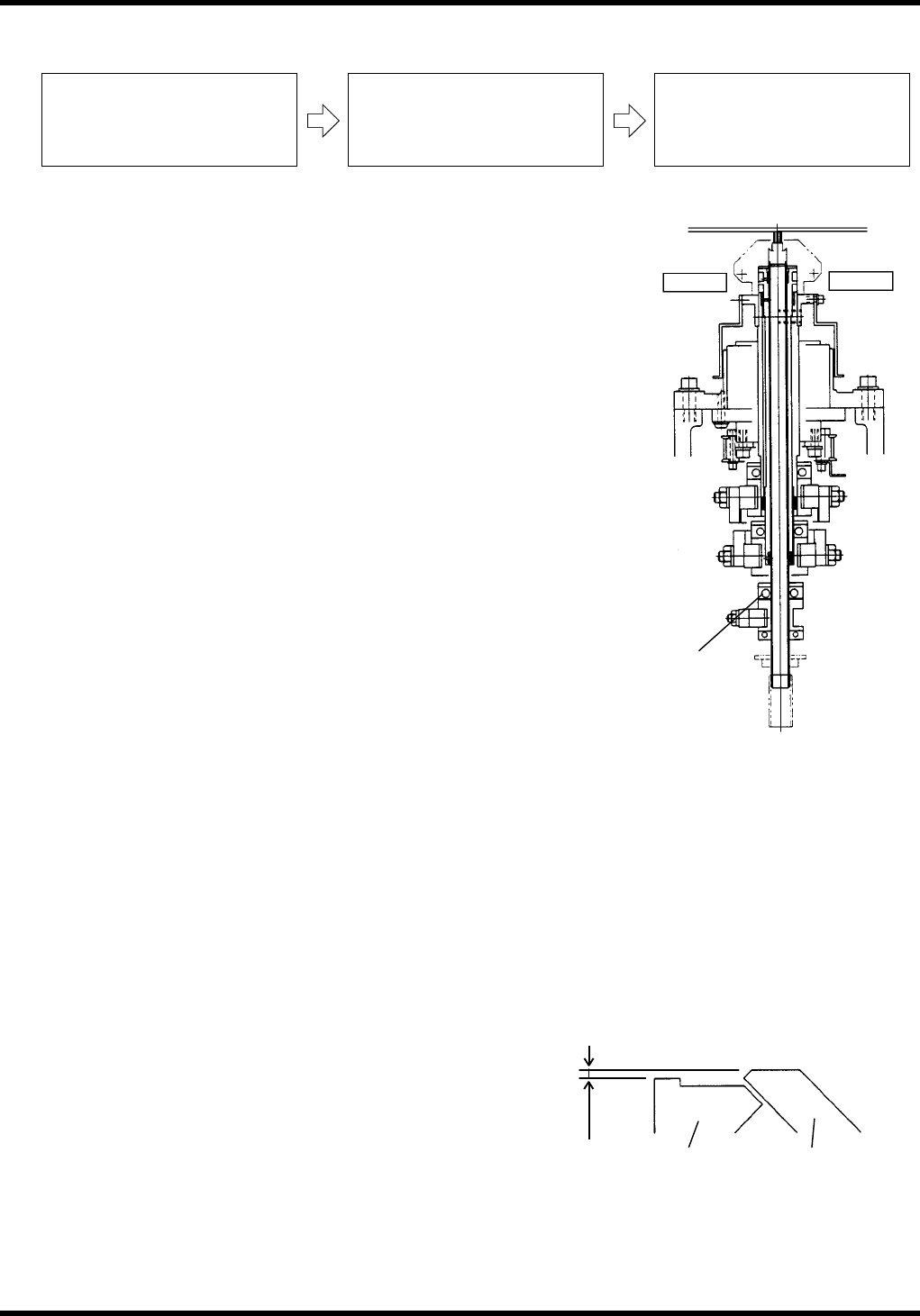
砧座折弯部的行程的调整
支撑销高度的调整
折弯部行程的调整
1. 松开砧座下部的抱紧部的螺栓 (A) 。
2. 转动手动转盘,使循环计时器对准折弯器走到底的 261 1 。 将千分表的
指针设置在固定刀片上。
3. 使千分表横向移动,接触到可移动刀片,使其高度比固定刀片高
出 0.45 ±0.05mm 。
4. 拧紧砧座下部的抱紧部的螺栓 (A) 。
5. 使手动转盘转动一周后,再次确认固定刀片和可移动刀片的间隙。
如间隙为 0.45 ±0.05mm ,则调整结束。
=注意=
如间隙不是 0.45 ±0.05mm ,请再次重复 1.~ 5.步骤。
螺栓 (A)
砧座下部
折弯行程,应是对于固定刀片基板夹板来说,可移动刀片的间隙为 0.45 ±0.05mm 。
固定刀片
可移动刀片
可移动刀片和固定刀片的调整
2
0.45
0.05mm
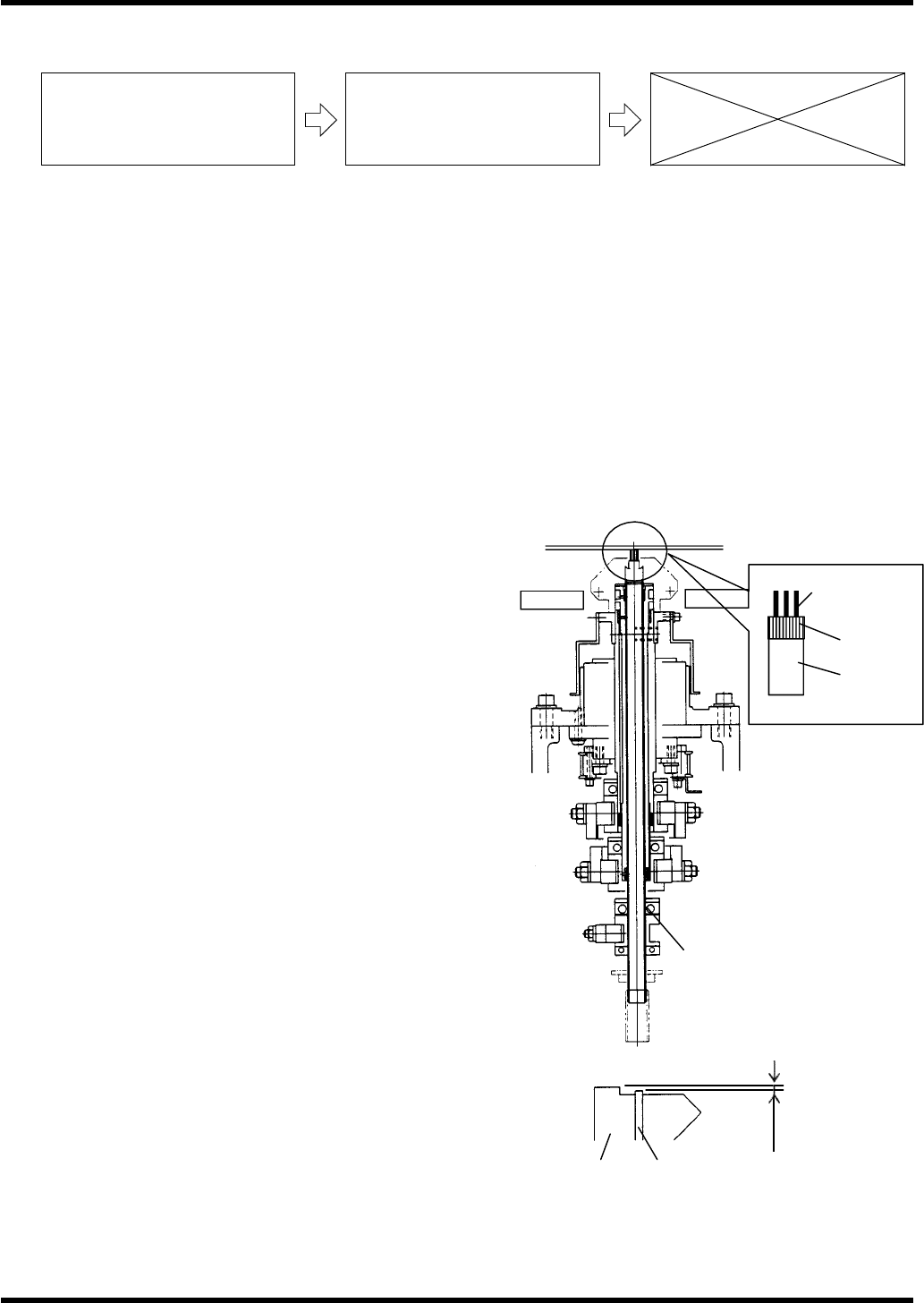
支撑销
轴承盖
轴承
螺栓 (B)
维修手册
支撑销高度的调整
砧座折弯部的行程的调整
支撑销高度的调整
支撑销高度的调整
1. 转动手动转盘,使循环计时器对准 160 。
2. 测定砧座的基板支撑和支撑销的高度、 确认是否
为 0 ~ -0.1mm 。
高度为 0 ~ -0.1mm 的话,就进入到以下步骤。
3. 松开砧座下部的抱紧部的螺栓 (B) ,提起支撑销, 调整到其离砧座的基板
支撑的高度为
0 ~ 0.1mm 。
4. 拧紧砧座下部的抱紧部的螺栓 (B) ,固定住。
5. 使手动转盘转动 1 周后,再次对砧座的基板支撑和支撑销的高度进行测量。
如果高度为 0 ~ 0.1mm,则调整结束。
=注意=
如果高度不是在 0 ~ -0.1mm 时,请再次重复
1. ~ 5.的步骤。
支撑销的更换
1. 卸下固定着支撑销的轴承盖。
2. 将支撑销从轴上拔下。
3. 装上新的支撑销,紧固轴承盖进行固定。
砧座下部
固定刀片 支撑销
支撑销高度的调整
3
0
~
01mm
维修手册
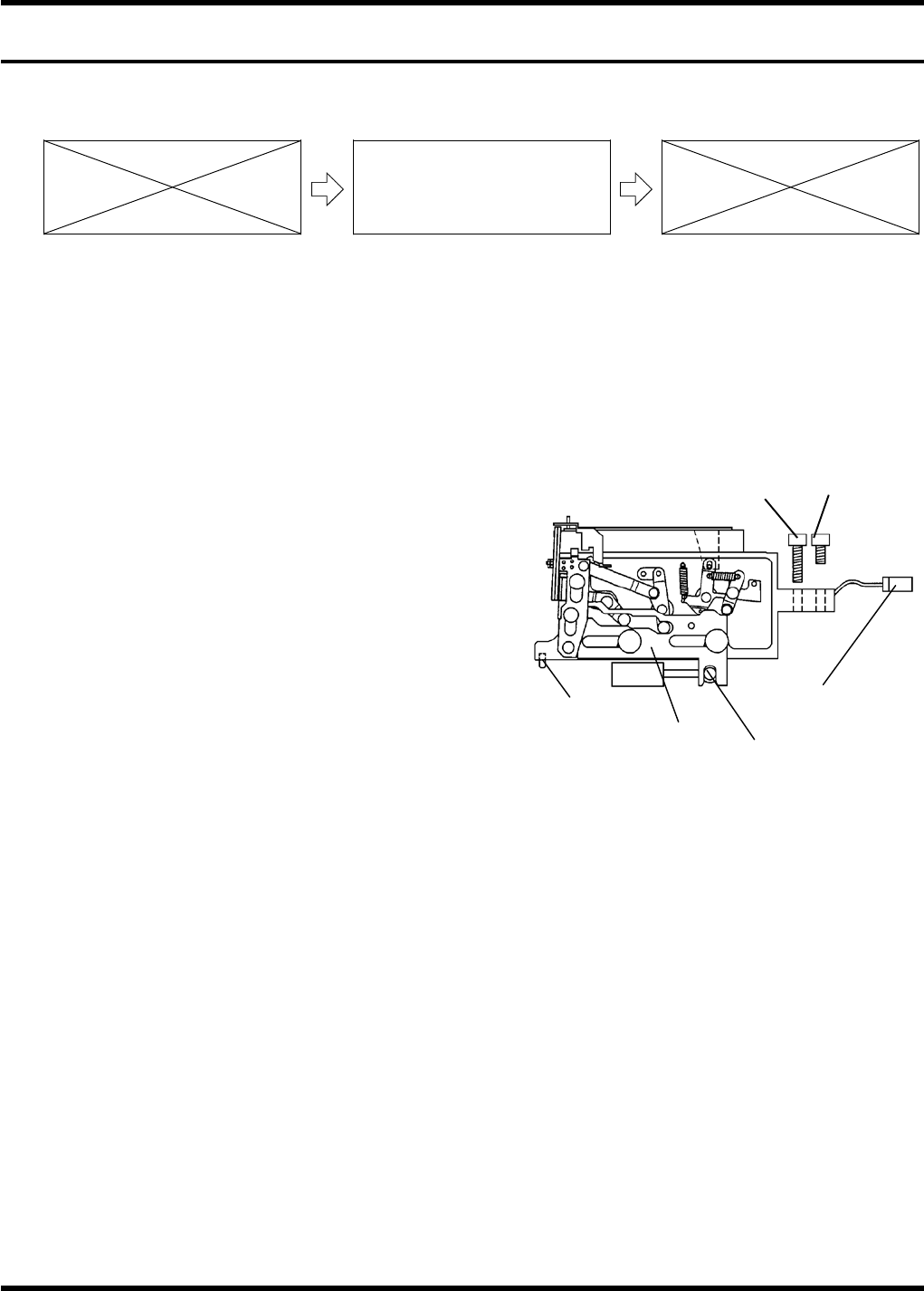
料架方面
料架的更换
料架的拆卸
1. 将机器主体的电源 OFF。(必须实施。)
元件供给部后退。
2. 拆下连接器以及 2 根螺栓后,卸下料架。
料架的安装
1. 使得料架前侧的销对准元件供给部前侧的孔后, 安装
好。
=注意=
此时,如果料架支架的咬合部没有很好地卡入
在下侧
的汽缸滚轮上时,可能造成料架的损坏。
2. 拧紧螺栓 (M640)、螺栓 (M620) 。
3. 接上连接器。
4. 使机器主体的电源 ON 。到此就结束了。
=注意=
螺栓 (M640) 螺栓 (M620)
连接器
销
料架
汽缸滚轮
如果更换料架时接通电源的话,会损坏 I / O 板、请绝对不要接通。
1
料架的更换