高速径向元件插件机.pdf - 第50页
维修手册 插入夹 头的高 度调整 插入夹头的偏心调整 插入夹头的高度调整 插入夹头爪开闭时机的 调整 插入夹头 的高度调整 1. 将印刷基板 设置在 XY 工作 台上。 (t=1.6mm) 2. 转动手动转 盘,将循环计时器对准 160 。 ( 插入夹头下 的死点 ) 3. 确认夹头爪 与印刷基板之间的间隙 为 0.9 mm 。 如果不 是这样,则进入 以下步骤。 4. 松开螺栓 (A) ,上下 调整夹头爪。 5. 再次转动手 …
电子元件治具
维修手册
插入夹头方面
插入夹头的偏心调整
插入夹头的偏心调整
插入夹头的高度调整
插入夹头的偏心调整
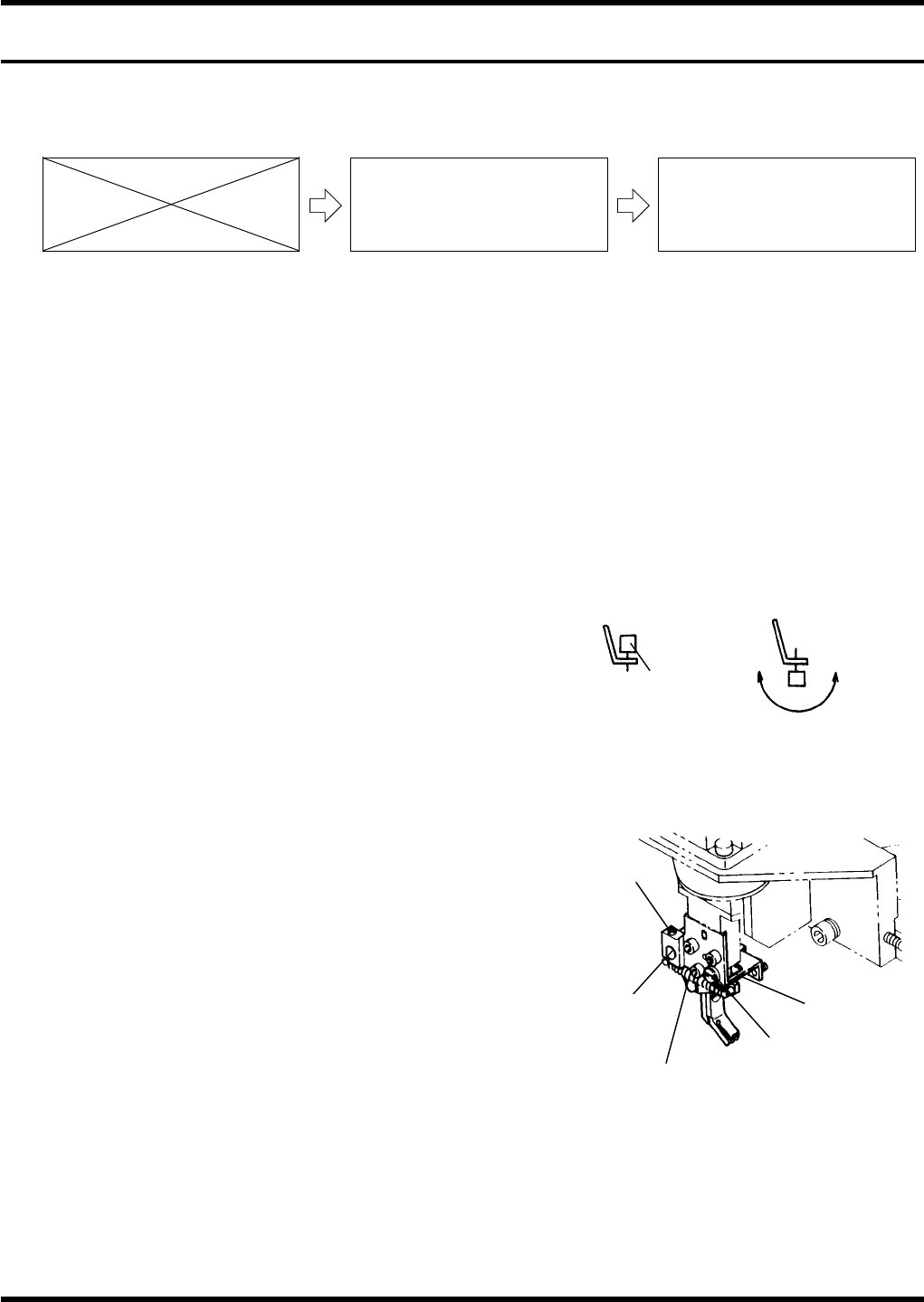
1. 接通电源,进行原点复归。
2. 打开前罩盖。
3. 松开头装置罩盖的安装螺栓,从头装置上卸掉头装置罩盖。
4. 将维修开关置于 ON 位置。
5. 按动 <START(开始)> 按钮,解除错误。
6. 转动手动转盘,使循环计时器对准 10。
7. 将电子元件治具倒置设置。
8. ”机器调整” 解除H 轴伺服。
9. 用手转动插件头的皮带,确认偏心。
如果处于偏心状态,则进入以下步骤。
10. 松开 M3 螺栓 (1 根)。
11. 把微调整螺丝(A) 后面的固定螺丝松开。
12. 转动微调整螺丝 (A) ,调整垂直方向的偏心。
13. 松开固定螺丝 (1 根)。
正常设置
固定螺丝
倒置设置
用手转动头装置
查看偏心
电子元件治具的
14. 转动微调整螺丝 (B) ,调整垂直方向的偏心。
=注意=
请以目视确认偏心,或者,在倒置设置的电子
元件治具的主体上设置千分表的检针后,确认
偏心。
微调整螺丝相对于装置来说是垂直方向移动
的,但在松开螺栓时,请务必确认最初的安装
面和状态。因为可能偏移到垂直方向以外。
15. 安装头装置罩盖,并拧紧头装置罩盖的固定螺栓。
16. 将维修开关置于 OFF 位置。
微调整螺丝 (B)
M3 螺丝
固定螺丝
微调整螺丝 (A)
1
维修手册
插入夹头的高度调整
插入夹头的偏心调整
插入夹头的高度调整
插入夹头爪开闭时机的调整
插入夹头的高度调整
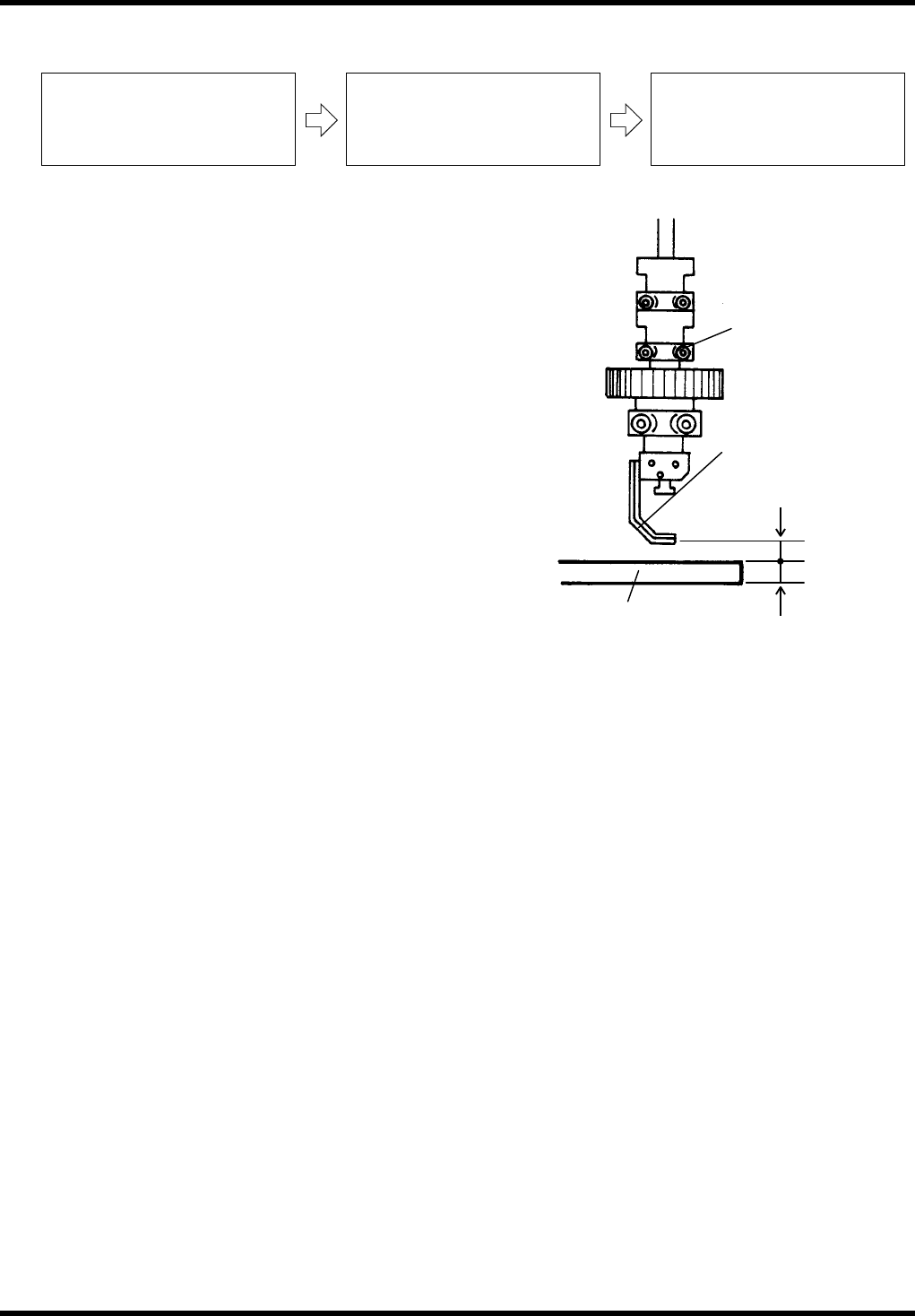
1. 将印刷基板设置在 XY 工作台上。(t=1.6mm)
2. 转动手动转盘,将循环计时器对准 160。 (插入夹头下
的死点)
3. 确认夹头爪与印刷基板之间的间隙为 0.9mm。 如果不
是这样,则进入以下步骤。
4. 松开螺栓 (A) ,上下调整夹头爪。
5. 再次转动手动转盘 1 周,将循环计数器对准 160。
(插入夹头下的死点)
6. 当夹头爪与印刷基板之间的间隙为 0.9mm 时,结束调整。
=注意=
当间隙不是 0.9mm 时,请再次重复 4.~6.步骤。
0.9mm
1.6mm
2
螺栓 (A)
夹头爪
印刷基板
维修手册
插入夹头爪开闭时机的调整
插入夹头的高度调整
插入夹头爪开闭时机的调整
插入夹头摆动精度的调整
插入夹头爪开闭时机的调整
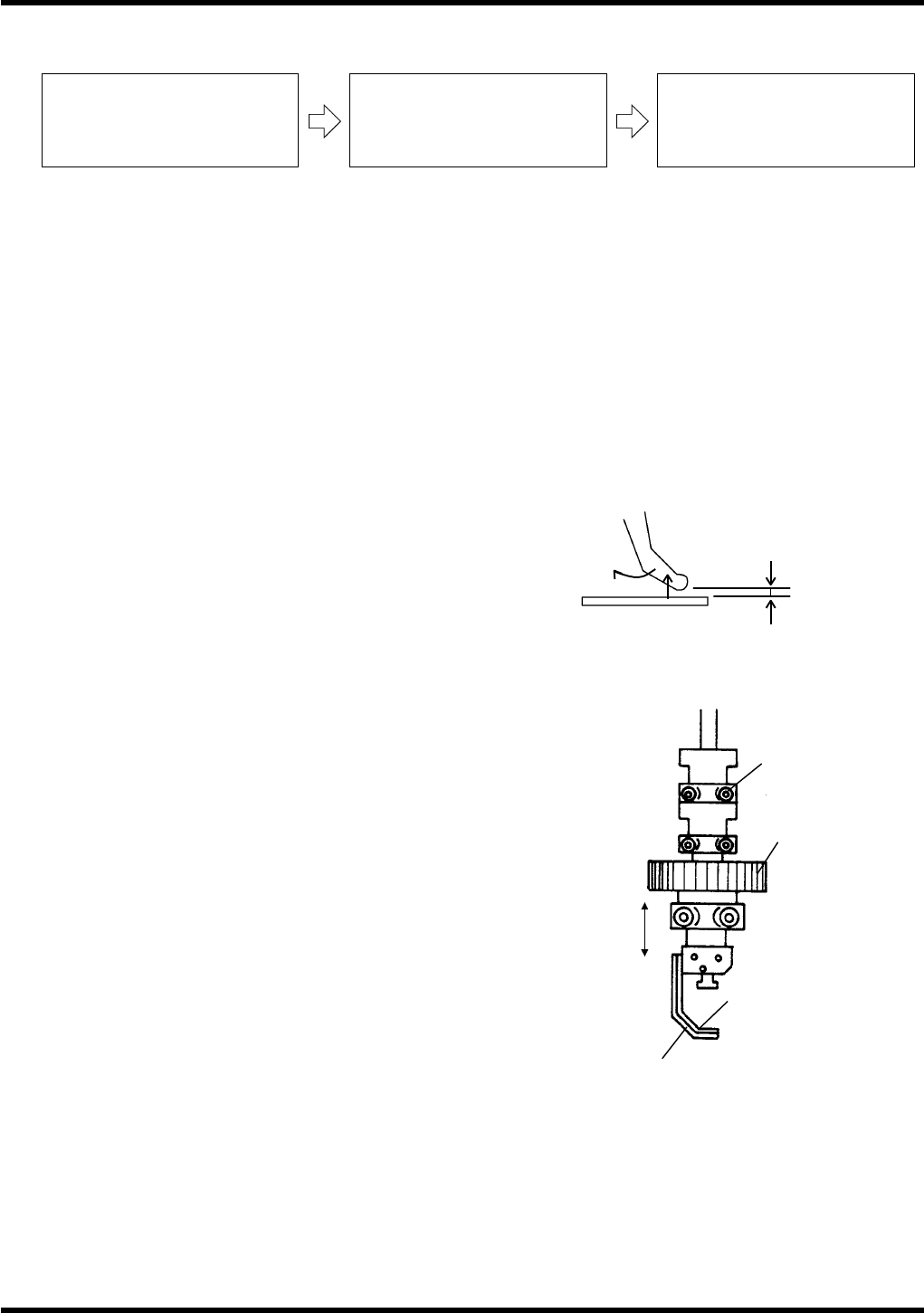
1. 转动手动转盘,使插入夹头爪(B)从下面死点上升 0.5mm 时,确认插入夹头爪开始摆动。
2. 如果开始摆动 (动作) 的时机不对时,请进行以下调整。
3. 转动手动转盘,将数字型序列计时器对准 174。
4. 松开夹头开闭时机控制的螺栓(M62)。
=注意=
松开螺栓 (M62) 后,请注意头轴会下降。
5. 用手上下移动头轴,在夹头爪打开的位置,将夹头开闭时机控制的螺栓 (M62) 拧紧,进行固定。
6. 转动手动转盘,确认是否在 11时,插入夹头爪(B)开
始关闭,在 29时关闭完毕。
=注意=
如果时机不符合时,请再次进行
3
~
5
步骤的调整。
开始摆动
0.5mm 上升
夹头开闭时机控
制的螺栓
(M62)
滑轮
夹头爪 (B)
夹头爪 (A)
3