高速径向元件插件机.pdf - 第51页
维修手册 插入夹 头爪开 闭时机的 调整 插入夹头的高度调整 插入夹头爪开闭时机的 调整 插入夹头摆动精度的调 整 插入夹头爪开闭 时机的调整 1. 转动手动转 盘,使插入夹头爪 (B) 从下面死点上升 0.5mm 时,确认插入 夹头爪开始摆动。 2. 如果开始 摆动 ( 动作 ) 的时机不对时,请 进行以下调整。 3. 转动手动 转盘,将数字型序列计 时器对准 174 。 4. 松开夹头开闭时机 控制的螺栓 (M6 2) …
维修手册
插入夹头的高度调整
插入夹头的偏心调整
插入夹头的高度调整
插入夹头爪开闭时机的调整
插入夹头的高度调整
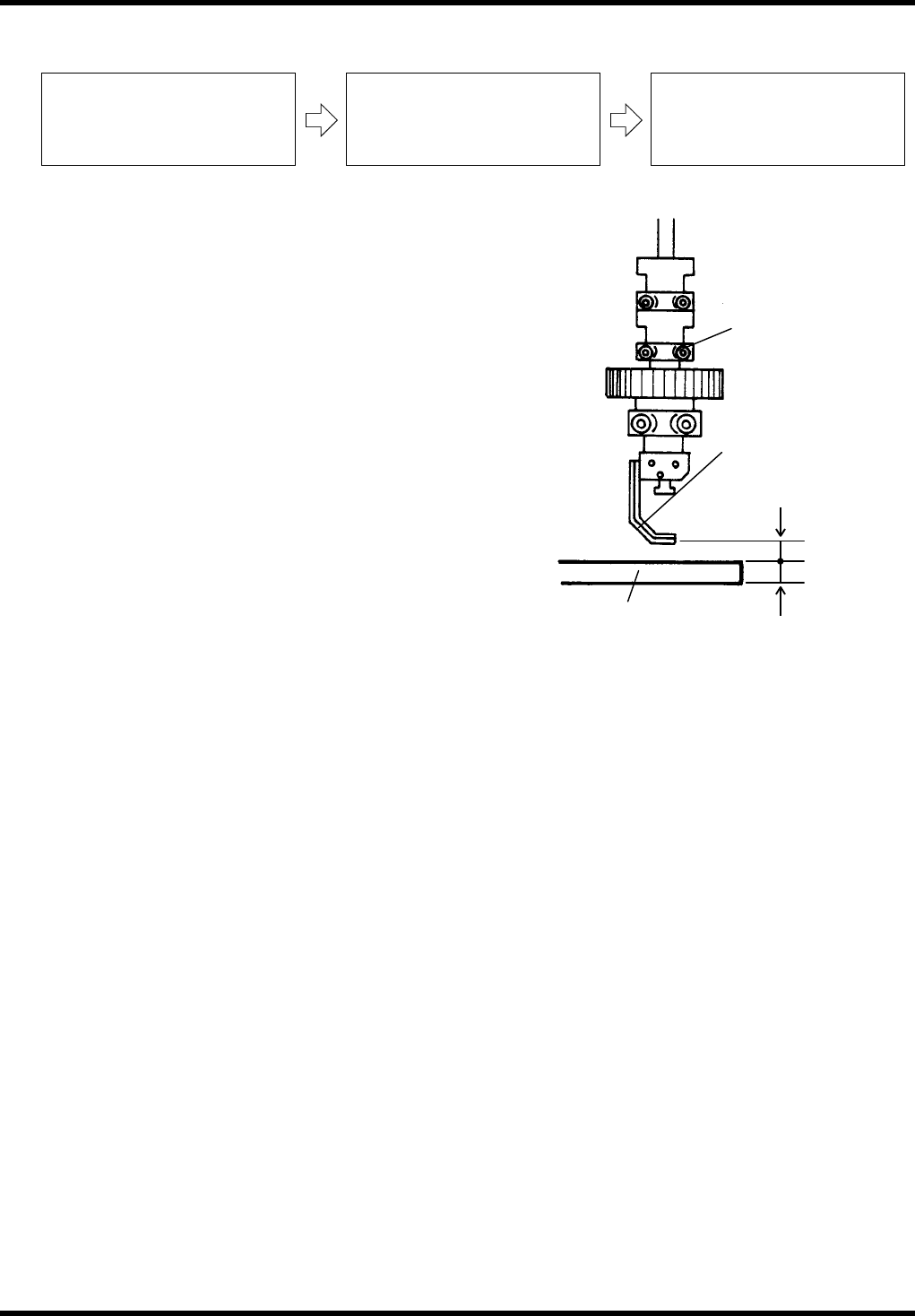
1. 将印刷基板设置在 XY 工作台上。(t=1.6mm)
2. 转动手动转盘,将循环计时器对准 160。 (插入夹头下
的死点)
3. 确认夹头爪与印刷基板之间的间隙为 0.9mm。 如果不
是这样,则进入以下步骤。
4. 松开螺栓 (A) ,上下调整夹头爪。
5. 再次转动手动转盘 1 周,将循环计数器对准 160。
(插入夹头下的死点)
6. 当夹头爪与印刷基板之间的间隙为 0.9mm 时,结束调整。
=注意=
当间隙不是 0.9mm 时,请再次重复 4.~6.步骤。
0.9mm
1.6mm
2
螺栓 (A)
夹头爪
印刷基板
维修手册
插入夹头爪开闭时机的调整
插入夹头的高度调整
插入夹头爪开闭时机的调整
插入夹头摆动精度的调整
插入夹头爪开闭时机的调整
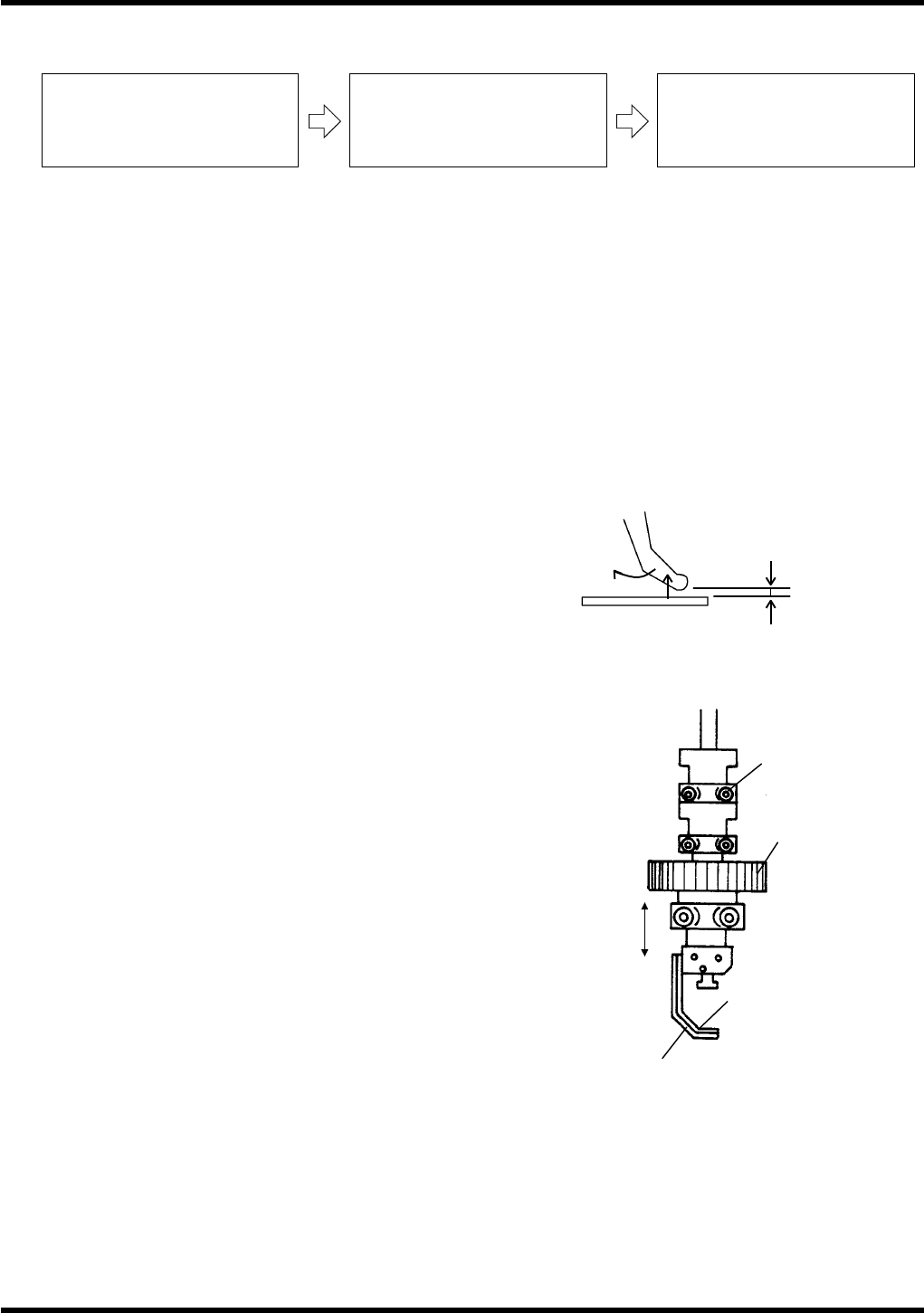
1. 转动手动转盘,使插入夹头爪(B)从下面死点上升 0.5mm 时,确认插入夹头爪开始摆动。
2. 如果开始摆动 (动作) 的时机不对时,请进行以下调整。
3. 转动手动转盘,将数字型序列计时器对准 174。
4. 松开夹头开闭时机控制的螺栓(M62)。
=注意=
松开螺栓 (M62) 后,请注意头轴会下降。
5. 用手上下移动头轴,在夹头爪打开的位置,将夹头开闭时机控制的螺栓 (M62) 拧紧,进行固定。
6. 转动手动转盘,确认是否在 11时,插入夹头爪(B)开
始关闭,在 29时关闭完毕。
=注意=
如果时机不符合时,请再次进行
3
~
5
步骤的调整。
开始摆动
0.5mm 上升
夹头开闭时机控
制的螺栓
(M62)
滑轮
夹头爪 (B)
夹头爪 (A)
3
维修手册
插入夹头晃动精度的调整
偏移量值的设置
偏移量值的设置
插入夹头晃动精度的调整
1. 接通电源,进行原点复归。
2. 打开前罩盖。
3. 松开头装置罩盖的安装螺栓,从头装置上卸掉头装置罩盖。
4. 将维修开关置于 ON 位置。
5. 按动 <START(开始)> 按钮,解除错误。
6. 从“机器调整菜单” 画面打开 [轴移动] 画面。
7. 选择H 轴,用示教键将H 轴设置在 0.00 的位置。
8. 将磁性支架放在 XY 工作台上。
9. 将检针设置到插入夹头爪上。
10. 移动磁性支架,确认晃动精度是否在 0 ~ 0.05mm 的范围以内。
如果在 0 ~ 0.05mm 范围以外,请进入以下步骤。
=注意=
晃动精度的确认,请只在插件头轴为 0时进行确认。
请将主菜单左侧的 ‘机器参数’ 的机器偏移量H 的值设置为 0,然后,进行原点复归。
11. 请从“机器参数” 菜单画面打开 [机器偏移量] 画面。选择机 器
偏移量H 轴,将数值设置为 0 后,进行原点复归。
12. 转动手动转盘,将循环计时器对准 0,按动原点复归开关。
滑轮
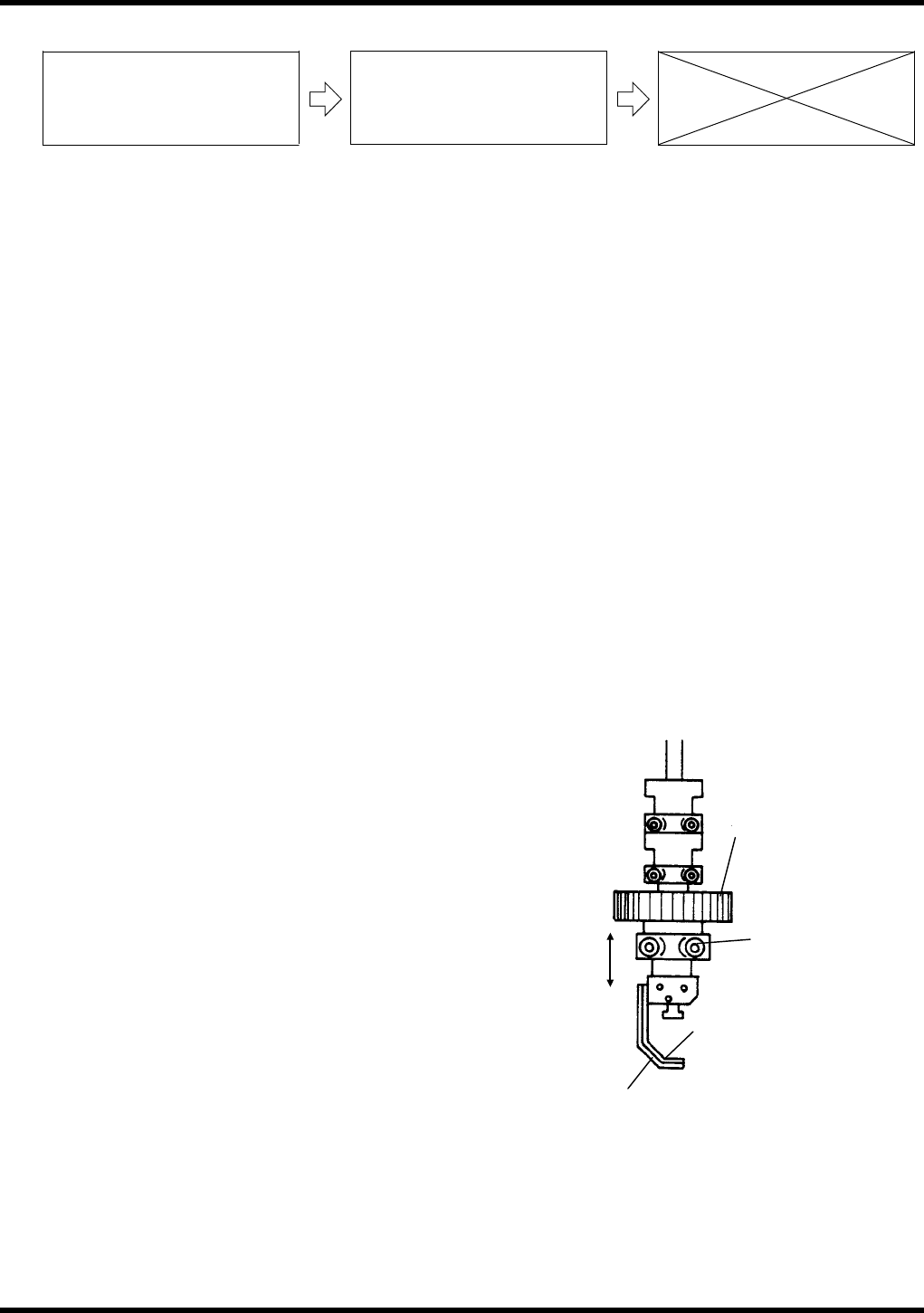
13. 松开夹头平行高度调整的螺栓 (M62)。
14. 朝方向转动,在晃动精度为 0 ~ 0.05mm 的位置时,拧紧
夹头平行高度的调整螺栓(M62)。
=注意=
松开夹头平行高度的调整螺栓之后,请注意头轴的
高度将发生变化。
出现偏移时,请对机器参数的机器偏移量H 输入
值,使得在 0 ~ 0.05mm 范围内。
*但是,当偏移量数值为 2以上时,请再次进行
11. ~ 14.步骤的调整。
夹头爪 (A)
夹头平行、高度
调整螺栓 (M62)
夹头爪(B)
插入夹头的调整
4