高速径向元件插件机.pdf - 第57页
1.2mm 维修手册 托盘与 移交夹 头的间隙 调整 托盘与移交夹头的间隙 调整 电子元件 交接精度 的调整 ( 来自托 盘的移交夹头 ) 托盘与移交夹头 的间隙调整 1. 转动手动 转盘,使循环计时器对 准 0 。 2. 将副操作 盘的 < 移交头返回 > 置于 OF F 。 3. 转动手动转 盘,使循环计时器对准 213 ~ 239 附近。 4. 确认移交夹 头爪与托盘之间的间隙 是否为 1.2mm , …
维修手册
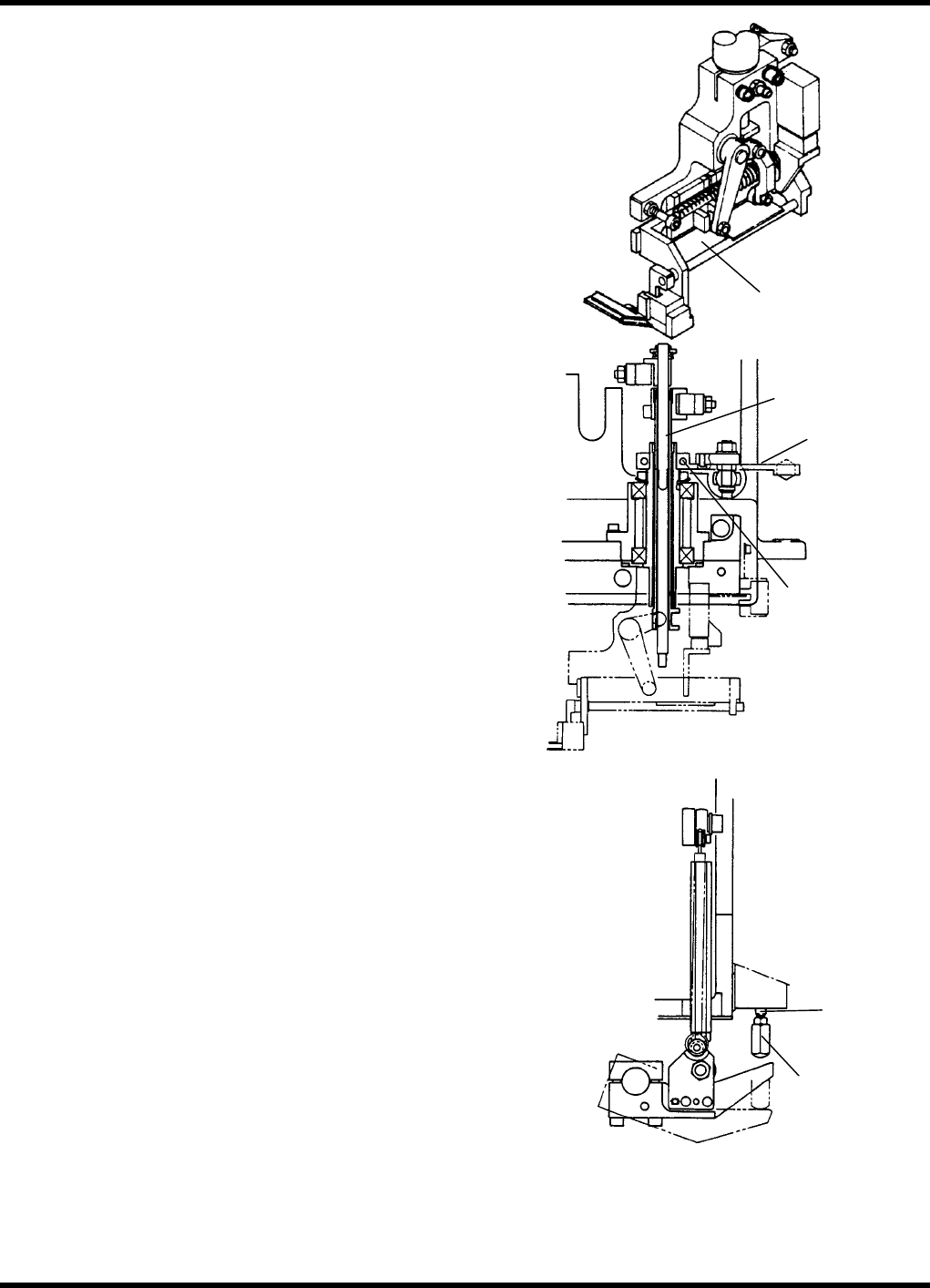
移交夹头中心的调整 (1)
1. 转动手动转盘,使循环计时器对准 20。
2. 松开杆 (E) 的螺栓 (F) ,将移交夹头移动到能将电子元件治
具顺利地交接给插入夹头爪的位置。
=注意= 如果不能进行微调整,请松开移交夹头的
螺栓 (D) (M54),再次进行调整。
移交夹头
3. 拧紧螺栓 (F) ,进行固定。
4. 挂上往返弹簧。
5. 再次使移交夹头滑动到插入夹头的交接位置,确认是否能 将电
子元件治具顺利地交接给插入夹头爪,如果能够交 接,则调
整结束。
=注意=
如果不能顺利地交接,请再次重复 1. ~ 5.步骤的调整。
移交夹头中心的调整 (2) – 返工动作调整
1. 转动手动转盘,使循环计时器对准 200。
2. 将副操作盘的 <移交头摇动气缸> 置于 ON。
3. 松开螺母 (G) ,进行调整,使端杆(H)接触到杆后,拧紧螺
母(G)。
4. 将<移交头摇动气缸> 置于 OFF。
=注意=
当返工动作不顺畅时,再次重复 1. ~ 4.步骤的调整。
移交夹头的调整
轴 (C)
杆 (E)
螺栓 (F)
移交头部
螺母 (G)
端杆 (H)
移交头部
4
1.2mm
维修手册
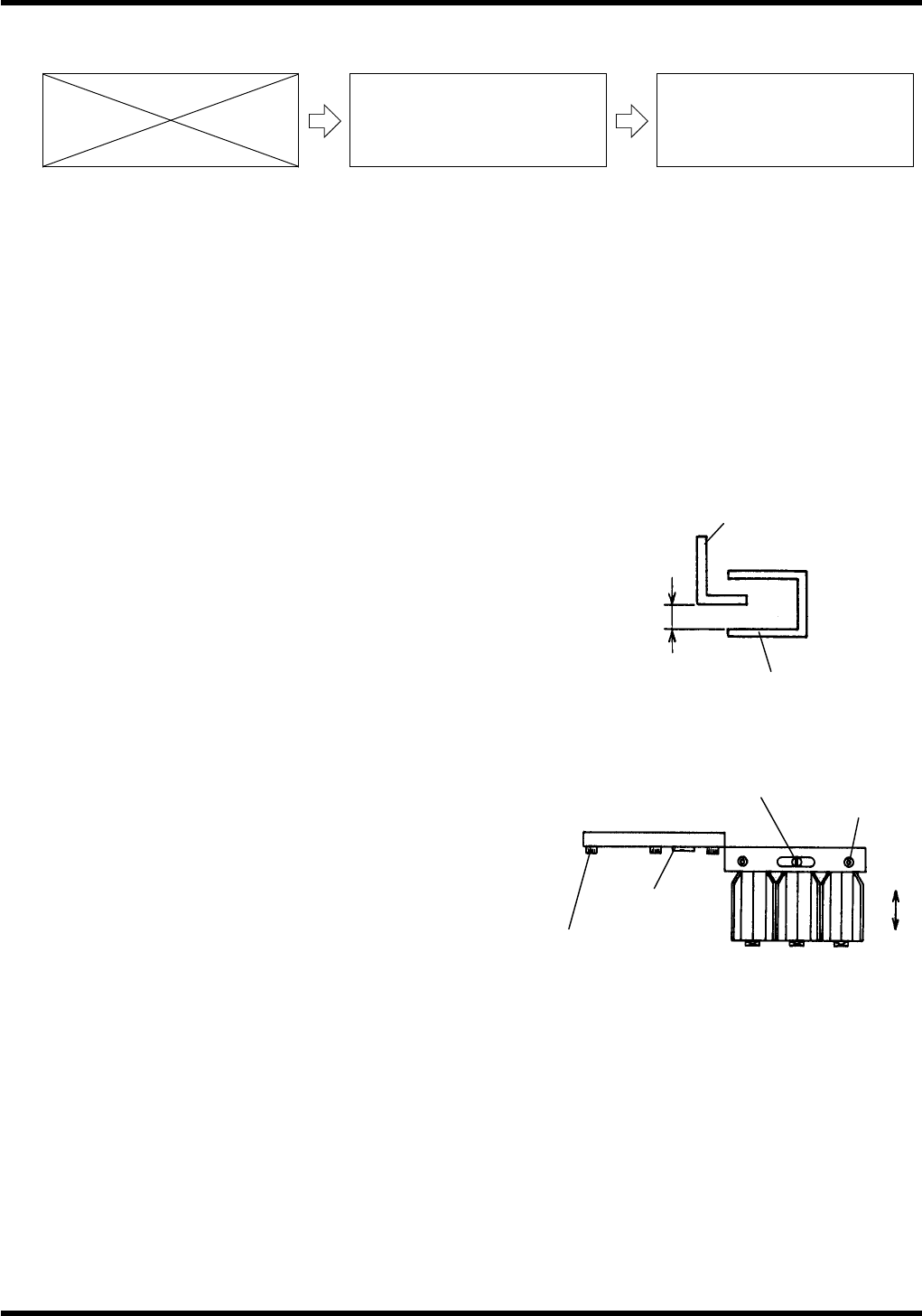
托盘与移交夹头的间隙调整
托盘与移交夹头的间隙调整
电子元件交接精度的调整 (来自托
盘的移交夹头)
托盘与移交夹头的间隙调整
1. 转动手动转盘,使循环计时器对准 0。
2. 将副操作盘的 <移交头返回> 置于 OFF。
3. 转动手动转盘,使循环计时器对准 213 ~ 239附近。
4. 确认移交夹头爪与托盘之间的间隙是否为 1.2mm, 如
果不是 1.2mm,就进行以下步骤的调整。
5. 松开螺栓 (A) (M82)。
6. 请转动微调整螺丝 (A) ,移动托盘,直到托盘与移交夹头爪之间的间隙为 1.2mm 时为止。
托盘
7. 拧紧螺栓 (A) (M82) ,进行固定。
8. 请再次确认移交夹头爪与托盘之间的间隙。 如果达
到 1.2mm 则调整结束。
=注意=
当间隙不是 1.2mm 时,请再次重复 1.~8.步骤的调整。
移交夹头爪
间隙的确认
微调整螺丝 (A) 螺栓 (A)
(M8
2)
微调整螺丝 (B)
螺栓 (B)
(M8
3)
托盘的调整
5
托盘
F 型治具
微调整螺丝 (B)
(B)
维修手册
电子元件交接精度的调整
托盘与移交夹头的 间隙调
整
电子元件交接精度的调整
(来自托盘的移交夹头)
托盘的调整
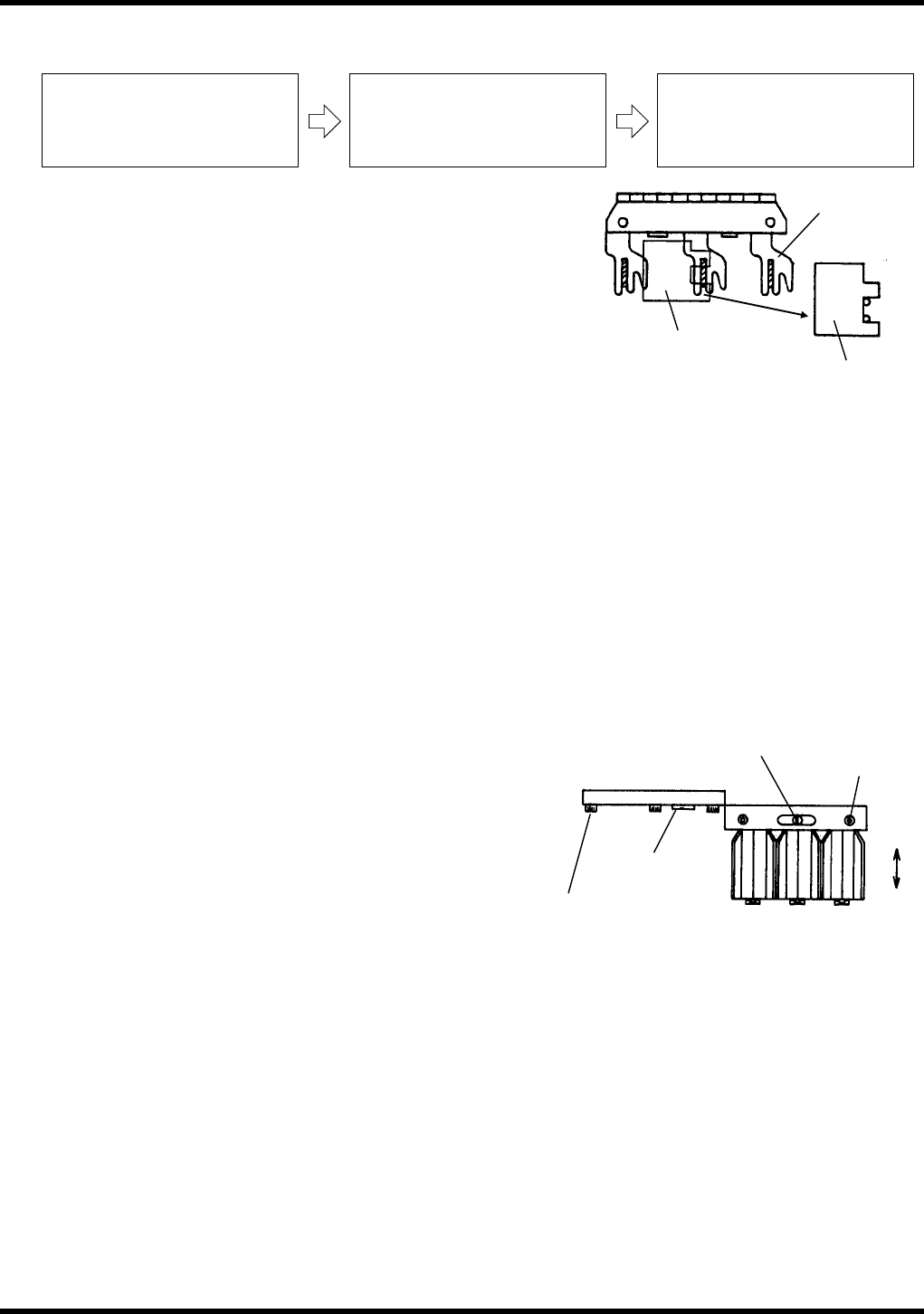
电子元件交接精度的调整 (来自托盘的移交夹头)
1. 将 F 型治具靠在托盘的根部,将电子元件治具设置在 F 型治具与
托盘之间。
2. 将副操作盘的 <移交头返回> 置于 OFF。
3. 转动手动转盘,确认托盘上的电子元件治具的引线是否被移交夹
头爪笔直地夹住,如果不是如此,进入以下步骤。
=注意=
夹住的时机,请在循环计时器为 202 ~212 时实施。
4. 松开螺栓 (B) (M83)。
引线 0.5 mm 间距
F 型治具的设置
5. 请转动微调整螺丝 (B) ,使托盘移动到移交夹头爪能笔直地夹住托盘上的电子元件治具的位置。
6. 拧紧螺栓 (B) (M83) ,进行固定。
7. 再次转动手动转盘,确认移交夹头爪是否能笔直地夹住电子元件治具,如果能夹住,则调整结束。
=注意=
如果夹住状态不符合要求,请再次重复 1. ~ 7.步骤的调整。
微调整螺丝 (A)
螺栓
(M8
3)
托盘的调整
6