高速径向元件插件机.pdf - 第60页
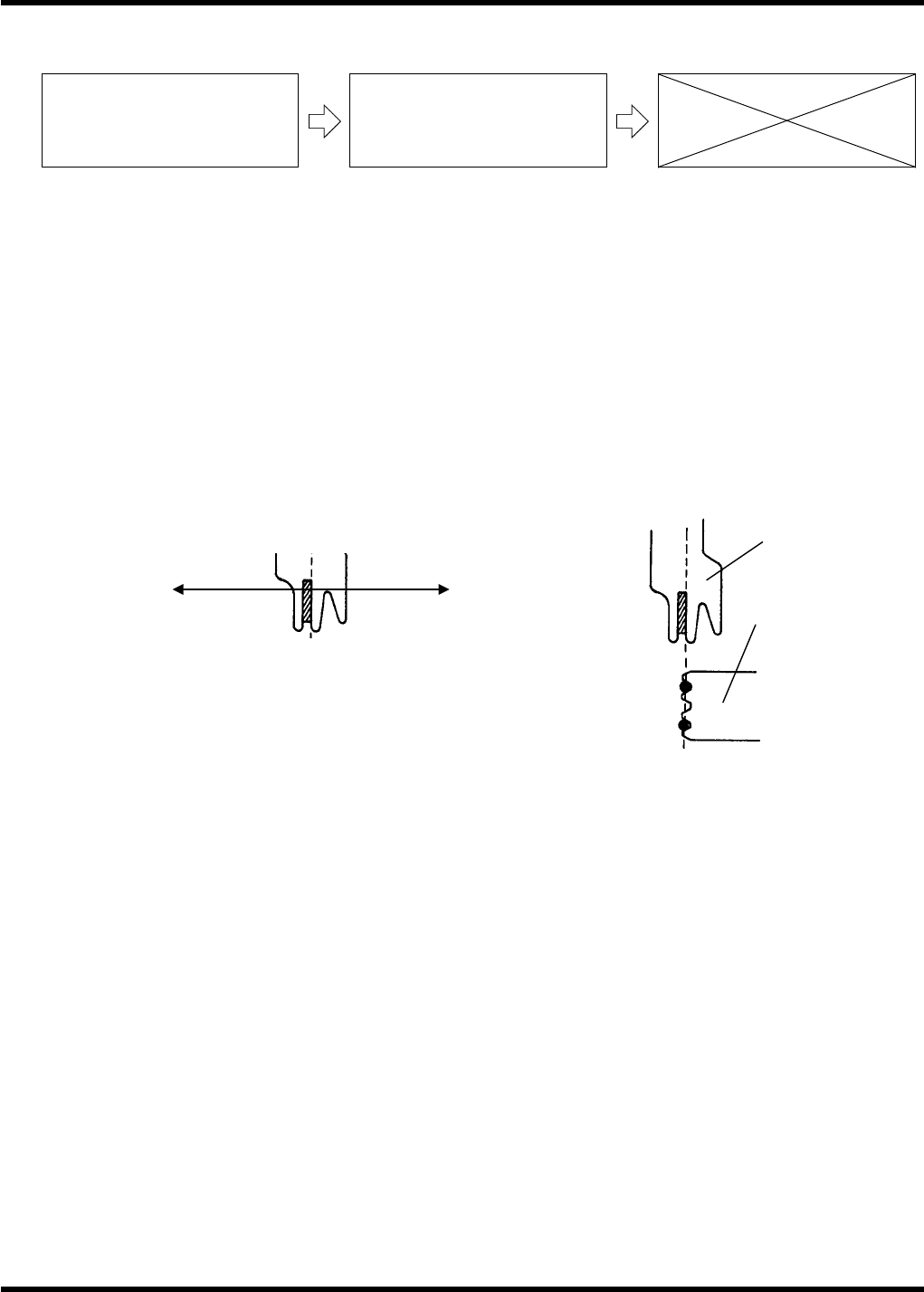
维修手册 插件头方 面 插件头 推杆的 平行度调 整 插件头推杆的 平行度调整 1. 松开插件 头的圆板的螺栓 (M4 2) 。 2. 将千分表设 置在推杆 (B) 上 ,使圆板转动,调出 平 行度。 3. 当平 行度 达 到基 准以 内 时, 拧紧 螺 栓 (M4 2) 固定 好。 螺栓 (M4 2) 圆板 推杆 ー (B) 推杆的 平行度调 整 1 插件头推杆的平行度调 整
维修手册
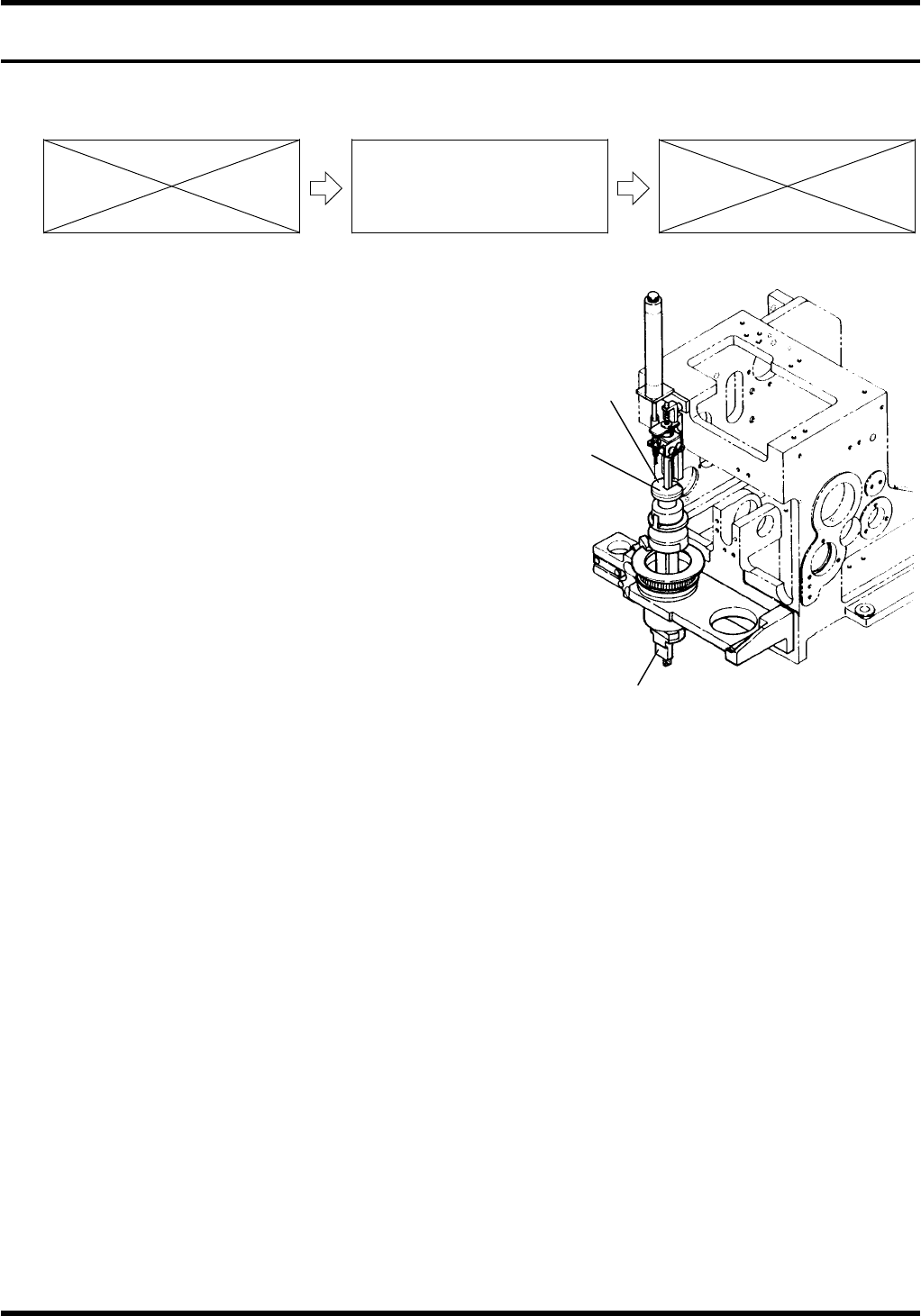
托盘的调整
电子元件交接精度的调整
(来自托盘的移交夹头)
托盘的调整
托盘的调整
1. 转动手动转盘,使循环计时器对准 0。
2. 将电子元件治具设置在托盘上。
3. 将 “机器调整菜单” 画面的 IO 控制部 - [移交头返回] 置于 OFF。
4. 转动手动转盘,使循环计时器对准 215。
5. 以目视确认托盘上的电子元件治具与移交夹头的中心是否一致, 如果位置
偏移,进入以下步骤。
6. 将目视确认得到的偏移量输入到画面左侧的机器参数的机器偏移量 Z
中。
- +
托盘
移交夹头
7. 用机器调整菜单的元件供给确认再次供给元件,确认在移交位置上,托
盘上
的电子元件是否能被移交夹头顺利地夹住,如果能被顺利地夹住,
则调整结束。
=注意=
当不能被顺利地夹住时,请再次重复 1. ~ 7.步骤的调整。
7
维修手册
插件头方面
插件头推杆的平行度调整
插件头推杆的平行度调整
1. 松开插件头的圆板的螺栓 (M42) 。
2. 将千分表设置在推杆 (B) 上,使圆板转动,调出平
行度。
3. 当平行度达到基准以内时,拧紧螺栓 (M42) 固定
好。
螺栓 (M42)
圆板
推杆ー (B)
推杆的平行度调整
1
插件头推杆的平行度调整
维修手册
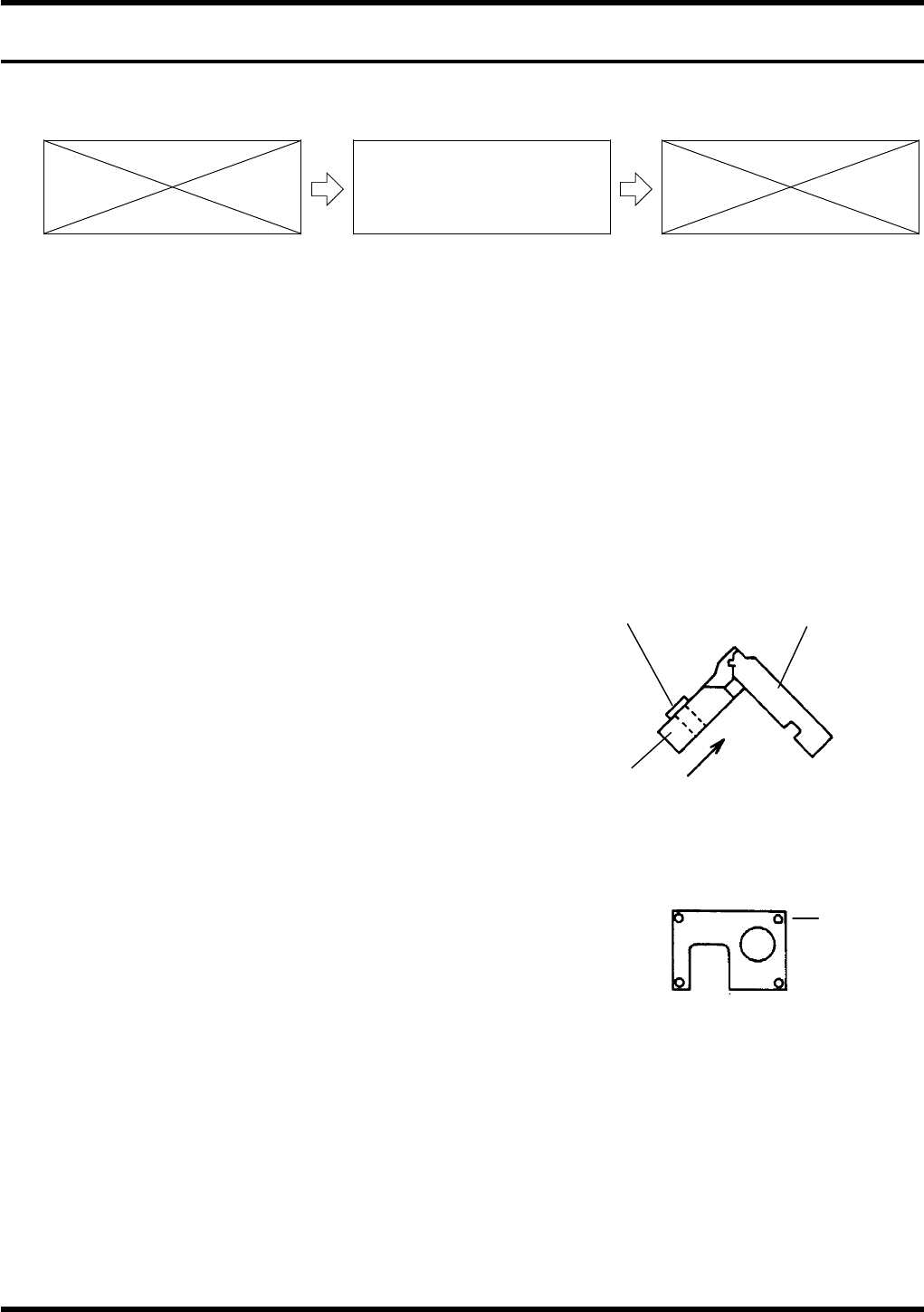
砧座
砧座的固定刀片和可移动刀片的更换
砧座的拆卸
1. 解除伺服。
2. 拆下砧座的固定螺栓 (M52) 。
3.
一边将折弯杆稍稍提起,一边提起砧座、按逆时针方向转动,到与黄色标记线一致的地方再向上提起,拆下。
刀片的更换
1. 拆下砧座刀片的盖的螺栓 A (4 根) ,取出可移动刀片。
2. 拆下固定刀片的螺栓 B (M41) ,更换上新的固定刀片。
3. 设置上新的可移动刀片,用砧座刀片盖的螺栓 A (4 根) 进行固定。
4. 确认可移动刀片能顺利地动作。
砧座的固定刀片和可移动刀片的更换调整
1. 转动手动转盘,使循环计时器对准 261 ±1 。
2. 以可移动刀片为基准,使固定刀片配合到可移动刀片上,
用螺栓 (M41) 进行固定。
3. 砧座的高度应使印刷基板夹板和基准轨道的差为
+0.05mm。
=注意=
根据固定刀片安装情况的不同,砧座的高度会改
变,请
注意。
螺栓 B (M41)
固定刀片
可移动刀片
移动固定刀片,配合到
可移动刀片上。
:固定刀片和可动刀片的调整
螺栓 A
砧座刀片的盖
1
砧座的固定刀片和可移动刀片的更
换