TM3355.CheckNozzleBuffingFunctionSpecifications.pdf - 第24页
Y AMAHA M otor Co. Ltd ., IM Company SMT Software Engineering Grou p MDOC-SOFT50 052 24 /27 V acuum Level A A vacuum release is recorded. V acuum level is recorded. V acuum Level B A vacuum sealing of before buff ing is …
YAMAHA Motor Co. Ltd.,
IM Company
SMT Software Engineering Group
MDOC-SOFT50052
23/27
7.4. Nozzle buffing check result log
Log file of the latest nozzle buffing check result is output to the following destination.
[D:¥Machine¥My History¥NozzleBuffingCheckResult.csv]
(*) System Backup acquires this file.
Format of log file
Item Contents Record value
Table
A table number Is
expressed.
In an order from 0, A table, B table, C table,
and D table are expressed.
Head
A
Head number is
expressed.
Each head number is expressed in an
order from 0.
Nozzle Type
A number denotes a
nozzle type.
A nozzle type is expressed in an order from
0.
It is display turn of [VmSpec] -
[Specification Information] - [M
ount Nozzle
Specification] - [Nozzle Data].
Target It is records whether it is
a candidate for
execution of nozzle
buffing check.
A decimal number records what carried out
bit expression of the head for execution.
For example, it is set to "21" when
performing a nozzle buffing check to 301
nozzles of No.1, No.3, and a No.5 head.
Result
A result
of nozzle buffing
check is expressed
numerically.
A decimal number records the logical sum
of the following values for a
nozzle buffing
check result.
0:
Correctly
1:It adherence, while it was extended.
2:It adheres a little or motion is astringent.
4:It adherence, while it was shrunk.
8:It not returned, when carrying out buffing
Buffing Target
Height
A target position
of
servo buffing is
recorded.
Z-axis is recorded.
Buffing Intol Height
A
stop position of servo
buffing is recorded.
Z-axis is recorded.
YAMAHA Motor Co. Ltd.,
IM Company
SMT Software Engineering Group
MDOC-SOFT50052
24/27
Vacuum Level A
A vacuum release
is
recorded.
Vacuum level
is recorded.
Vacuum Level B
A vacuum sealing of
before buffing
is
recorded.
Vac
uum level is recorded.
Vacuum Level C
A vacuum sealing of
press-in
is recorded.
Vacuum level
is recorded.
Vacuum Level D
A vacuum sealing of after
buffing
is recorded.
Vacuum level
is recorded.
Current Value
A current value
is
recorded.
A maximum of
128 current values are
recorded.
YAMAHA Motor Co. Ltd.,
IM Company
SMT Software Engineering Group
MDOC-SOFT50052
25/27
7.5. Motion of machine on the nozzle buffing check
7 working lines execute the nozzle buffing check.
(1) Measurement of vacuum release
By comparing vacuum release level (2) with vacuum sealing level (6), it is judged whether
buffing adheres (7).
1. XY-axis moves to [Brow STN position X], [Brow STN position Y].
2. Z-axis moves of head to [Brow STN height (mm)] + [Height change speed (mm)] at
speed of 100%.
3. Vacuum ON of head waits by [Vacuum timer (msec)].
4. Measurement of vacuum release.
(2) Measurement of grounding vacuum level before a buffing.
The vacuum level for judging whether buffing adheres by (7) is measured.
1. Z-axis moves [Brow STN height (mm)] + [Grounding height (mm)] of head by speed
[Grounding down speed (%)] %.
2. Vacuum ON of head waits by [Vacuum timer (msec)].
3. Measurement of grounding vacuum level before a buffing.
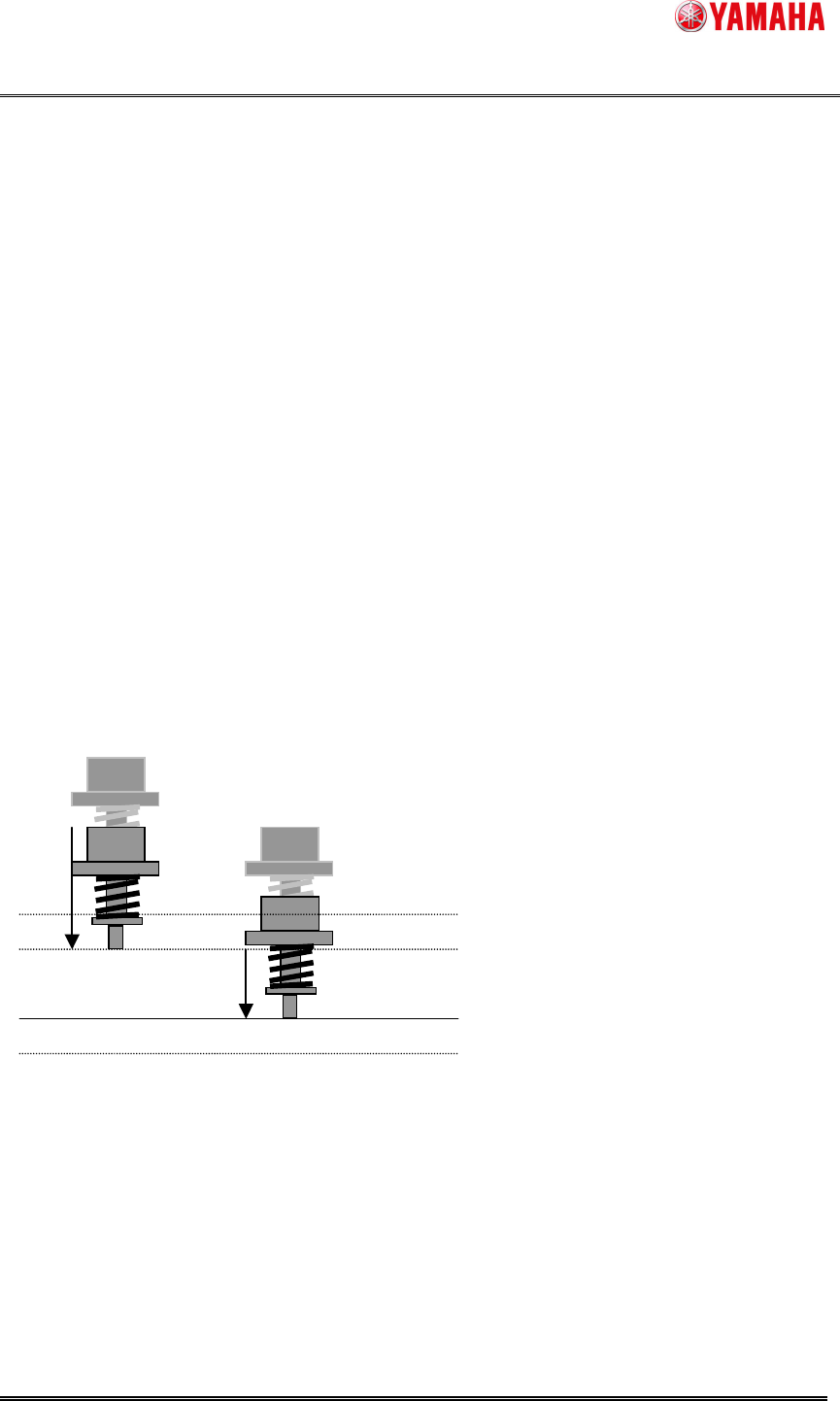
(3) Press-in by servo buffing.
The Z-axis is moved to the coordinates for performing a load check.
1. Z-axis moves [Brow STN Height (mm)] + [Buffing check approach stroke (mm)] of head
by speed 100%.
2. Servo buffing Z-axis moves [Load of harden check (N)] to [Measurement Height (mm)] +
[Buffing check approach stroke (mm)] + [Buffing stroke (mm)] head by speed [Slide
down speed (%)]
(2)
Measurementheight(mm)
Speedchangeheight(mm)
Buffingcheckapproachstroke(mm)
Buffingstroke(mm)
(1)