TM3355.CheckNozzleBuffingFunctionSpecifications.pdf - 第25页
Y AMAHA M otor Co. Ltd ., IM Company SMT Software Engineering Grou p MDOC-SOFT50 052 25 /27 7.5. Motion of machine on the nozzle buffing check 7 working lines execute the noz zle buff ing check. (1) Measu rement of vacuu…
YAMAHA Motor Co. Ltd.,
IM Company
SMT Software Engineering Group
MDOC-SOFT50052
24/27
Vacuum Level A
A vacuum release
is
recorded.
Vacuum level
is recorded.
Vacuum Level B
A vacuum sealing of
before buffing
is
recorded.
Vac
uum level is recorded.
Vacuum Level C
A vacuum sealing of
press-in
is recorded.
Vacuum level
is recorded.
Vacuum Level D
A vacuum sealing of after
buffing
is recorded.
Vacuum level
is recorded.
Current Value
A current value
is
recorded.
A maximum of
128 current values are
recorded.
YAMAHA Motor Co. Ltd.,
IM Company
SMT Software Engineering Group
MDOC-SOFT50052
25/27
7.5. Motion of machine on the nozzle buffing check
7 working lines execute the nozzle buffing check.
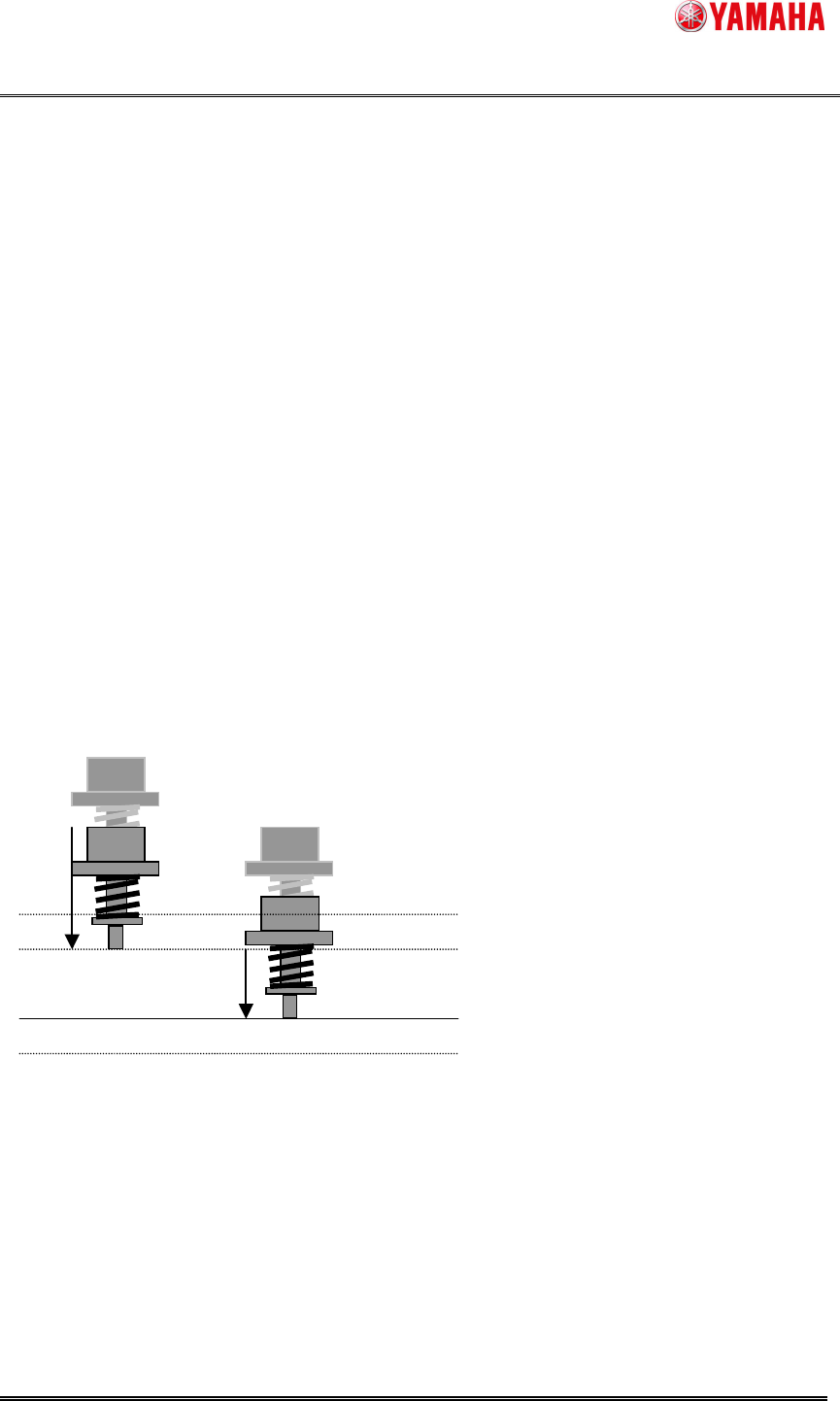
(1) Measurement of vacuum release
By comparing vacuum release level (2) with vacuum sealing level (6), it is judged whether
buffing adheres (7).
1. XY-axis moves to [Brow STN position X], [Brow STN position Y].
2. Z-axis moves of head to [Brow STN height (mm)] + [Height change speed (mm)] at
speed of 100%.
3. Vacuum ON of head waits by [Vacuum timer (msec)].
4. Measurement of vacuum release.
(2) Measurement of grounding vacuum level before a buffing.
The vacuum level for judging whether buffing adheres by (7) is measured.
1. Z-axis moves [Brow STN height (mm)] + [Grounding height (mm)] of head by speed
[Grounding down speed (%)] %.
2. Vacuum ON of head waits by [Vacuum timer (msec)].
3. Measurement of grounding vacuum level before a buffing.
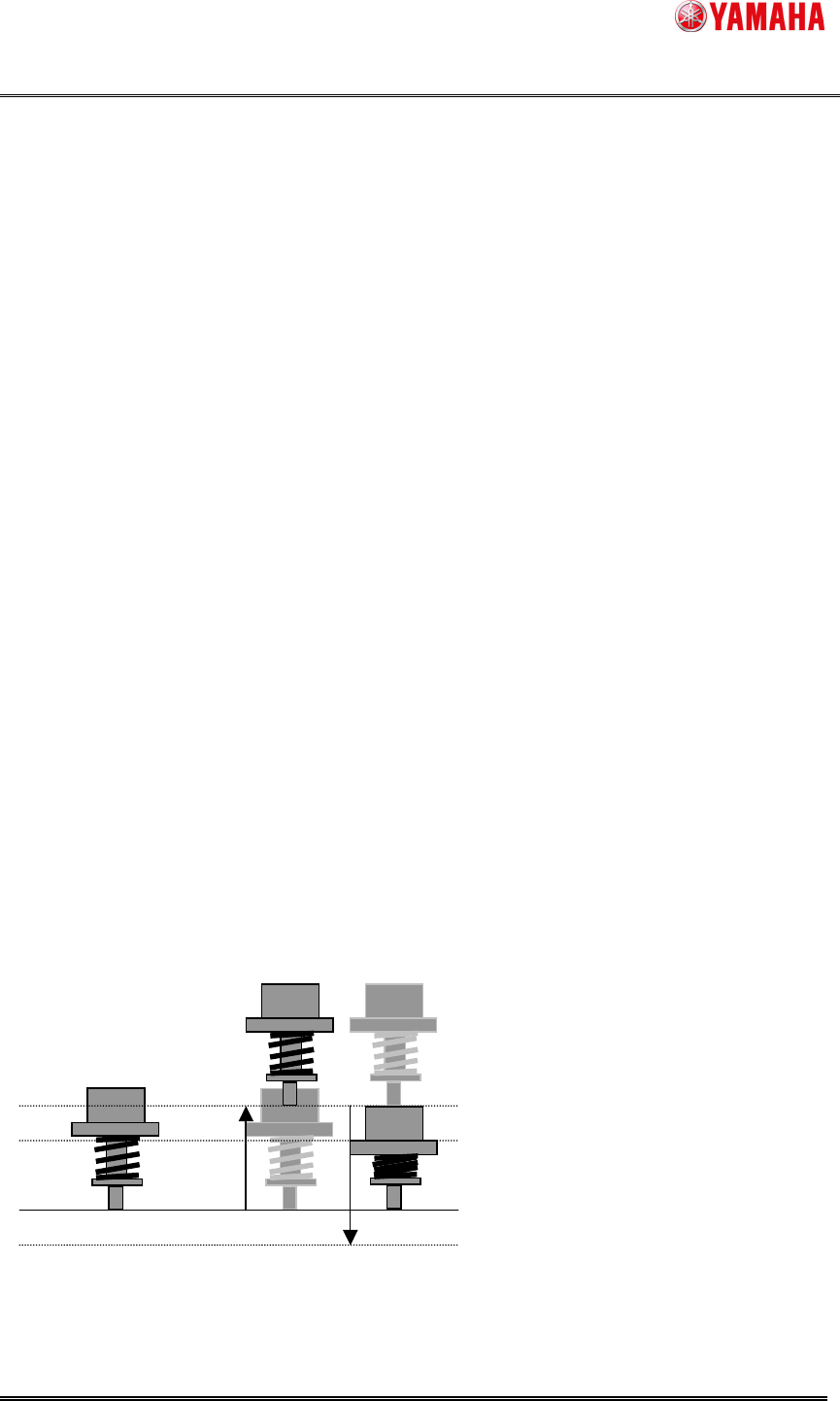
(3) Press-in by servo buffing.
The Z-axis is moved to the coordinates for performing a load check.
1. Z-axis moves [Brow STN Height (mm)] + [Buffing check approach stroke (mm)] of head
by speed 100%.
2. Servo buffing Z-axis moves [Load of harden check (N)] to [Measurement Height (mm)] +
[Buffing check approach stroke (mm)] + [Buffing stroke (mm)] head by speed [Slide
down speed (%)]
(2)
Measurementheight(mm)
Speedchangeheight(mm)
Buffingcheckapproachstroke(mm)
Buffingstroke(mm)
(1)
YAMAHA Motor Co. Ltd.,
IM Company
SMT Software Engineering Group
MDOC-SOFT50052
26/27
(4) Load check execute by servo buffing.
In execute to judge whether it adheres while buffing is extended, the load check by servo
buffing is performed.
1. Load check by servo buffing.
Load check by servo buffing is Target coordinates at the time of press-in by the servo
buffing are compared with coordinates after it moves.
If coordinates after it moves have not reached within the range of intersection of target
coordinates, it is judged, [High Level Buffing Error] (The nozzle has friction with the
buffing action, or the nozzle is clogged up.).
(5) Load check execute by current level of Z-axis motor.
Action of buffing is checked with the current value of a Z-axis motor.
1. Load check execute by current level of Z-axis motor.
Load check execute by current level of Z-axis motor is the current level at the time of
press-in by the servo buffing is measured at 8ms cycle.
And the current differences are compared at intervals of [Sampling count] for the
maximum value and minimum value.
When the difference between the maximum value and minimum value exceeds
[Tolerance of the current difference], it is judged [Low Level Buffing Error] (The nozzle
has slight friction with the buffing action.).
Moreover, it is possible not to check it by changing a set value of [Current level check] to
[Not Use] for this check either.
Measurementheight(mm)
Speedchangeheight(mm)
Buffingcheckapproachstroke(mm)
Buffingstroke(mm)
(3)(4)(5)
(2)