03229208-01-01 All Purpose Clamping (APC) Manual DE.PDFA.pdf - 第20页
2 UNIVERSALKLEMMEN (APC) 2.2 BETRIEBSMODUS ABLÄUFE 20 EIGENSTÄNDIGES HANDBUCH UNIVERSALKLEMMEN (APC) 12/2019 4. "Snug Ein": Die hintere Schiene bewegt sich nach vorne, um die Kante des Substrats festzu- halten …
2 UNIVERSALKLEMMEN (APC)
2.2 BETRIEBSMODUS ABLÄUFE
EIGENSTÄNDIGES HANDBUCH UNIVERSALKLEMMEN (APC) 12/2019 19
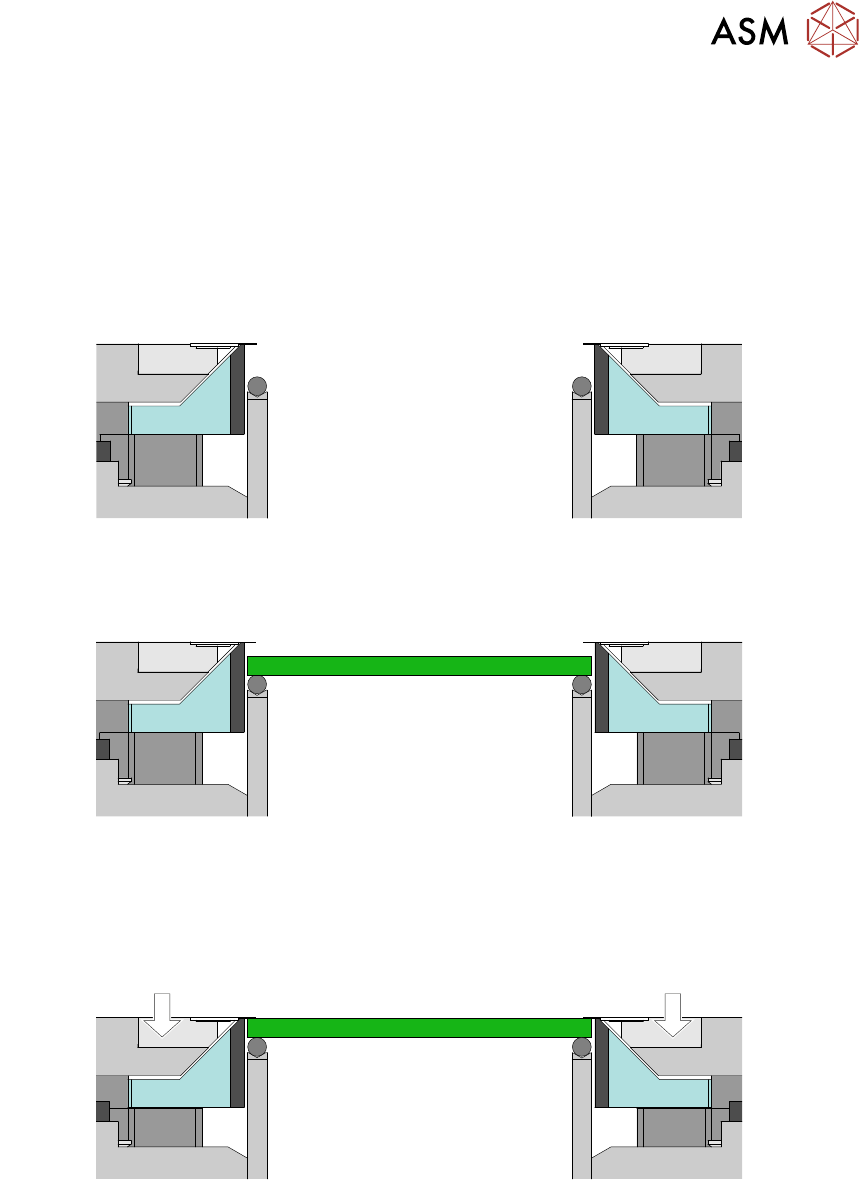
2.2.2 "Snug und Klemme" Modud
Der "Snug und Klemme" Modus Betriebsablauf ist wie folgt:
1. Der Startstatus des APC Moduls:
– Die oberen Klemmen werden erweitert.
– Die mittleren Platten sind hochgefahren.
– Snug ist Aus
– Z-Klemmen sind Aus.
2. Das Substrat kommt beim Substratstop auf den Transportbändern an.
3. Die oberen Klemmen senken sich und halten vorübergehend das Substrat fest gegen die
Transportbänder und die Substratstüzen, um Bewegungsprobleme zu vermeiden, wenn der
Snugger aktiviert wird. Die mittleren Platten werden durch die Z-Klemmen in Position verrie-
gelt.
2 UNIVERSALKLEMMEN (APC)
2.2 BETRIEBSMODUS ABLÄUFE
20 EIGENSTÄNDIGES HANDBUCH UNIVERSALKLEMMEN (APC) 12/2019
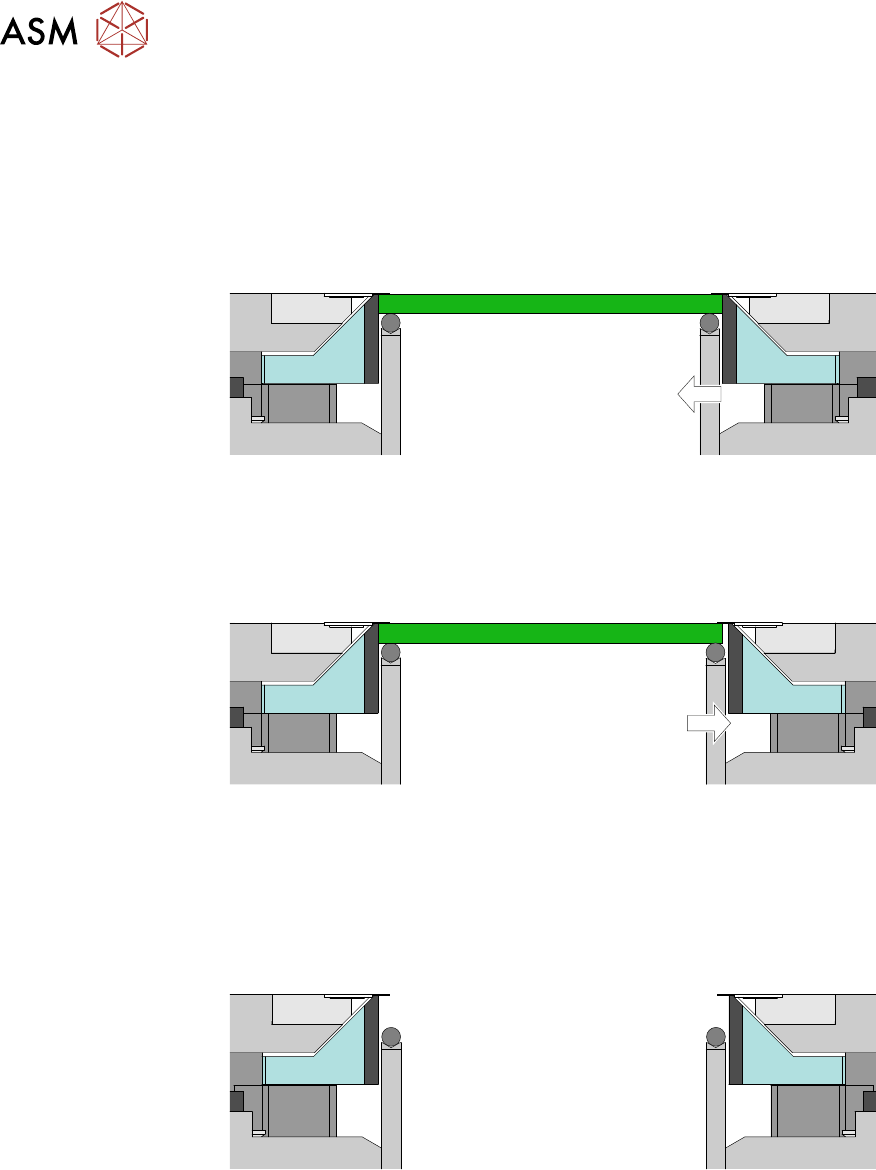
4. "Snug Ein": Die hintere Schiene bewegt sich nach vorne, um die Kante des Substrats festzu-
halten (die maximale Vorwärtsbewegung beträgt 2 mm, eine größere Bewegung würde zu
einem sog. "Substrat gefallen" Fehler führen).
Die Machine führt einen Druckzyklus durch: Der Hebetisch bewegt die Schienen nach oben
zur Druckhöhe, das PCB-Substrat wird bedruckt und die Schienen kehren wieder zur Trans-
porthöhe zurück.
5. "Snug Aus": Der Snugger bewegt sich vom PCB-Substrat weg.
Z-Klemmen sind Aus.
6. Die mittlere Platte/oberen Klemmen heben sich.
Das Substrat wird aus dem Drucker zu den Transportbändern geführt und ein weiteres Sub-
strat wird eingeführt. Dieser Zyklus wiederholt sich, bis der komplette Stapel an Substraten
bedruckt wurde, bzw. bis der Druckvorgang unterbrochen/gestoppt wird
2 UNIVERSALKLEMMEN (APC)
2.2 BETRIEBSMODUS ABLÄUFE
EIGENSTÄNDIGES HANDBUCH UNIVERSALKLEMMEN (APC) 12/2019 21
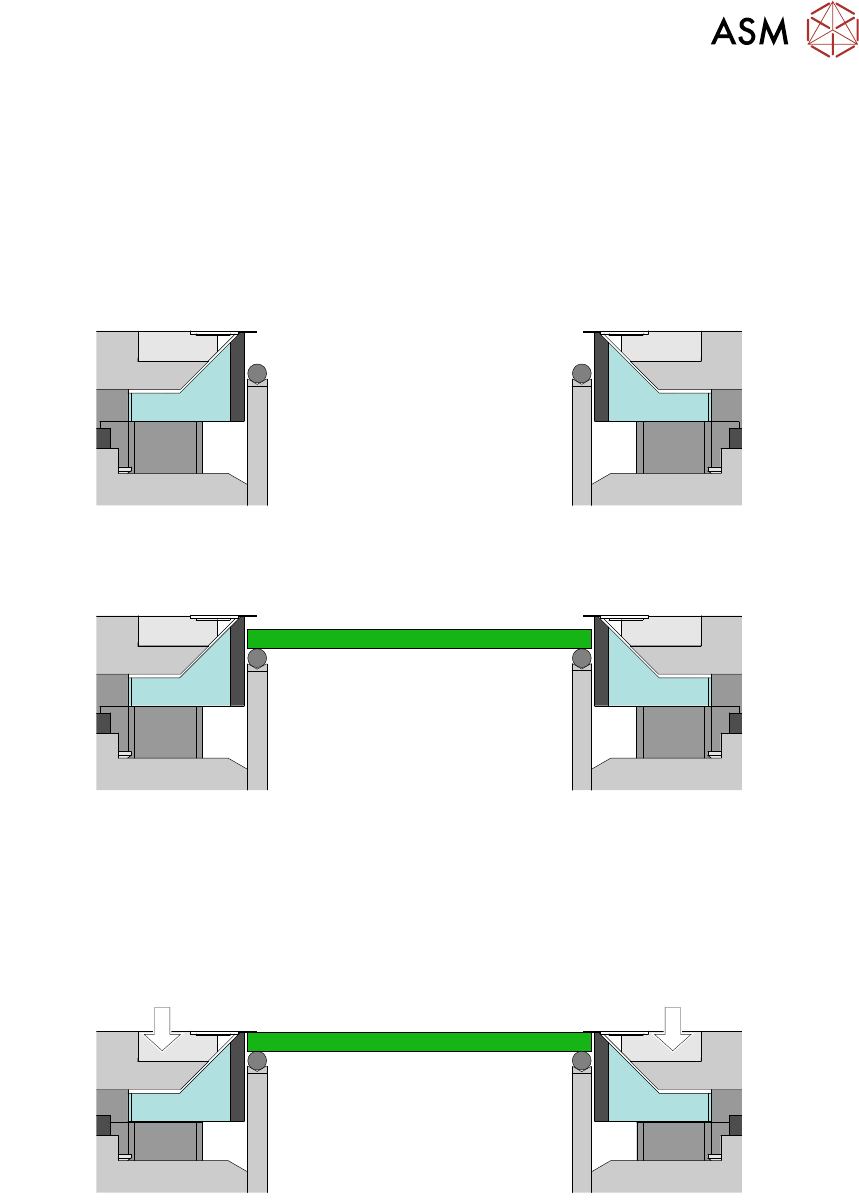
2.2.3 Klemm-Modus
Der "Klemme" Modus Betriebsablauf ist wie folgt:
1. Der Startstatus des APC Moduls:
– Die oberen Klemmen werden erweitert.
– Die mittleren Platten sind hochgefahren.
– Snug ist Aus
– Z-Klemmen sind Aus.
2. Das Substrat kommt beim Substratstopp auf den Transportbändern an.
3. Die oberen Klemmen senken sich und halten das Substrat fest gegen die Transportbänder
und die Substratstüzen. Die mittleren Platten werden durch die Z-Klemmen in Position verrie-
gelt.
Die Maschine führt einen Druckzyklus durch: Der Hebetisch bewegt die Schienen nach oben
zur Druckhöhe, das PCB-Substrat wird bedruckt und die Schienen kehren wieder zur Trans-
porthöhe zurück.