FX-1_QA表.pdf - 第35页
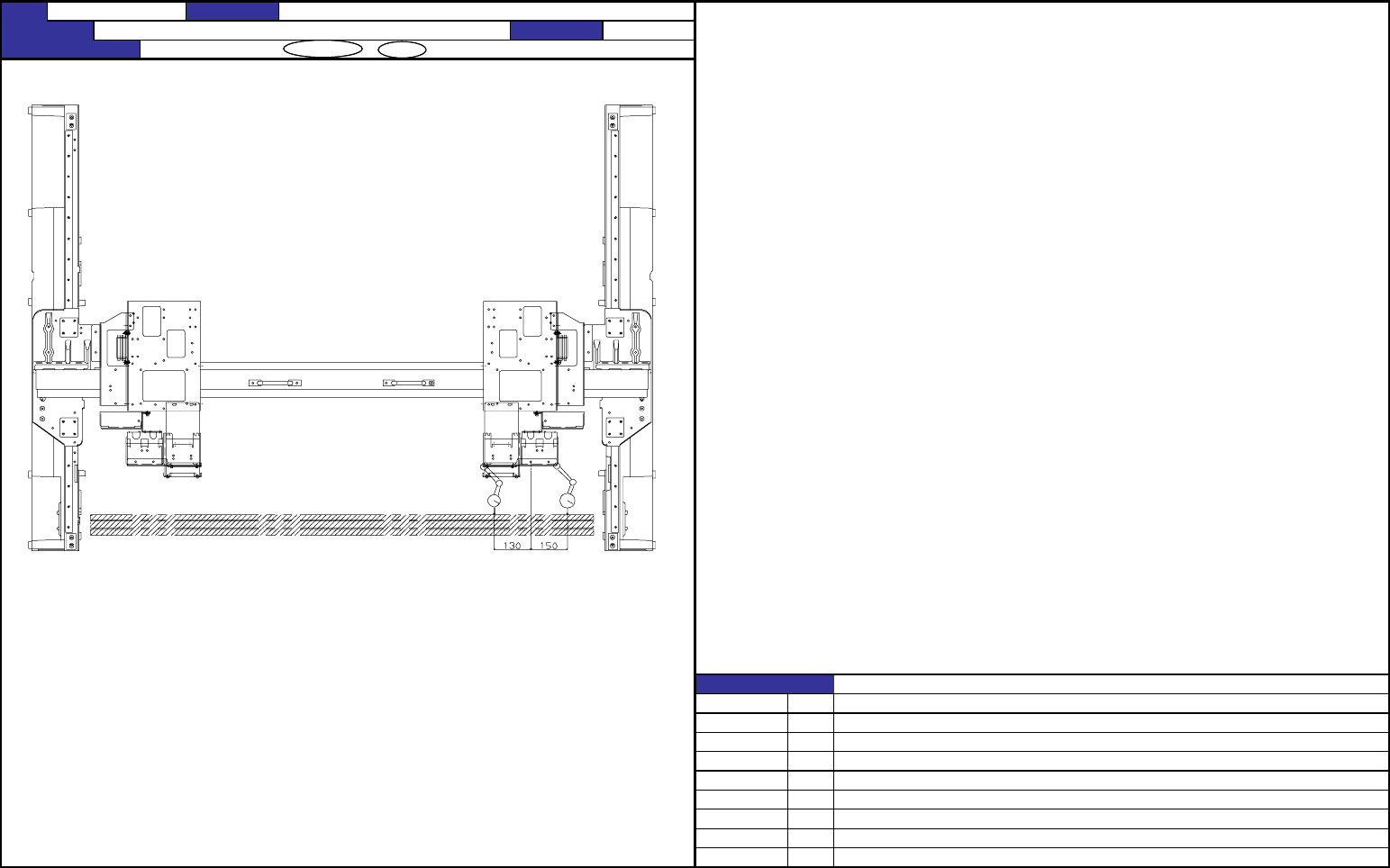
QA表 NO. 13 (1/2) NO. 13 (2/2) 机种 FX-1 零件名称 XY装置(7) 功能名称 X轴的直度(2/2) 编制日期 2003/10/1 质量保证类型 功能 · 安全性 / 可靠性 / 安全性 / 商品外观 1.确认方法 ①在线路板传送通道上夹住样板基板,在上面放上伸缩器。 ②在贴装头的摄像头中心左侧130mm处装上游标卡尺。 ③在贴装头振动的左右两端,调整伸缩器的位置使游标卡尺的值为“0”。 ④在贴装头的摄像…
QA表 NO. 12 (1/2) NO. 12 (2/2)
机种
FX-1 零件名称
XY装置(7)
确认方法及调整方法(故障处理方法)
功能名称
X轴的直度(1/2)
编制日期 2003/10/1
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
请参照下一页以后的部分。
质量特性(规格调整值)
X轴的直度:0.03mm/L线路板上的全振动。
※贴装头在完成时的状态。
功能的作用(规格调整值的意义)
1.对贴装精度Y方向的偏移有影响。
2.特别是在进行同时吸附的时候,对吸附的可靠性有影响。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.贴装精度的下降。
CDE
2.吸附错误的发生。
CDE
3.因吸附不良而产生芯片跳起,激光器错误的发生。
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
变更纪录
②
日期
NO.
内容
③
2003/10/1 新增
④
⑤
⑥
⑦
⑧
⑨
⑩
5-12
QA表 NO. 13 (1/2) NO. 13 (2/2)
机种
FX-1 零件名称
XY装置(7)
功能名称
X轴的直度(2/2)
编制日期 2003/10/1
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
1.确认方法
①在线路板传送通道上夹住样板基板,在上面放上伸缩器。
②在贴装头的摄像头中心左侧130mm处装上游标卡尺。
③在贴装头振动的左右两端,调整伸缩器的位置使游标卡尺的值为“0”。
④在贴装头的摄像头中心右侧150mm处装上游标卡尺。
变更纪录
⑤从原点开始,记录坐标314,364,414到1014每隔50的左右两侧的游标卡尺的数值。
日期
NO.
内容
⑥确认X轴的直度,即所有的坐标点都在0.03mm以下。
2003/10/1 新增
⑦将数据输入到X轴弯曲修正表格,并以文本文件(TEXT)形式保存。
⑧从MS参数的弯曲修正表读入步骤⑦所产生的文件并保存。
5-13
QA表 NO. 14 (1/2) NO. 14 (2/2)
机种
FX-1 零件名称
XY装置(8)
确认方法及调整方法(故障处理方法)
功能名称
磁性膜的间隙(沟)
编制日期 2003/10/1
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
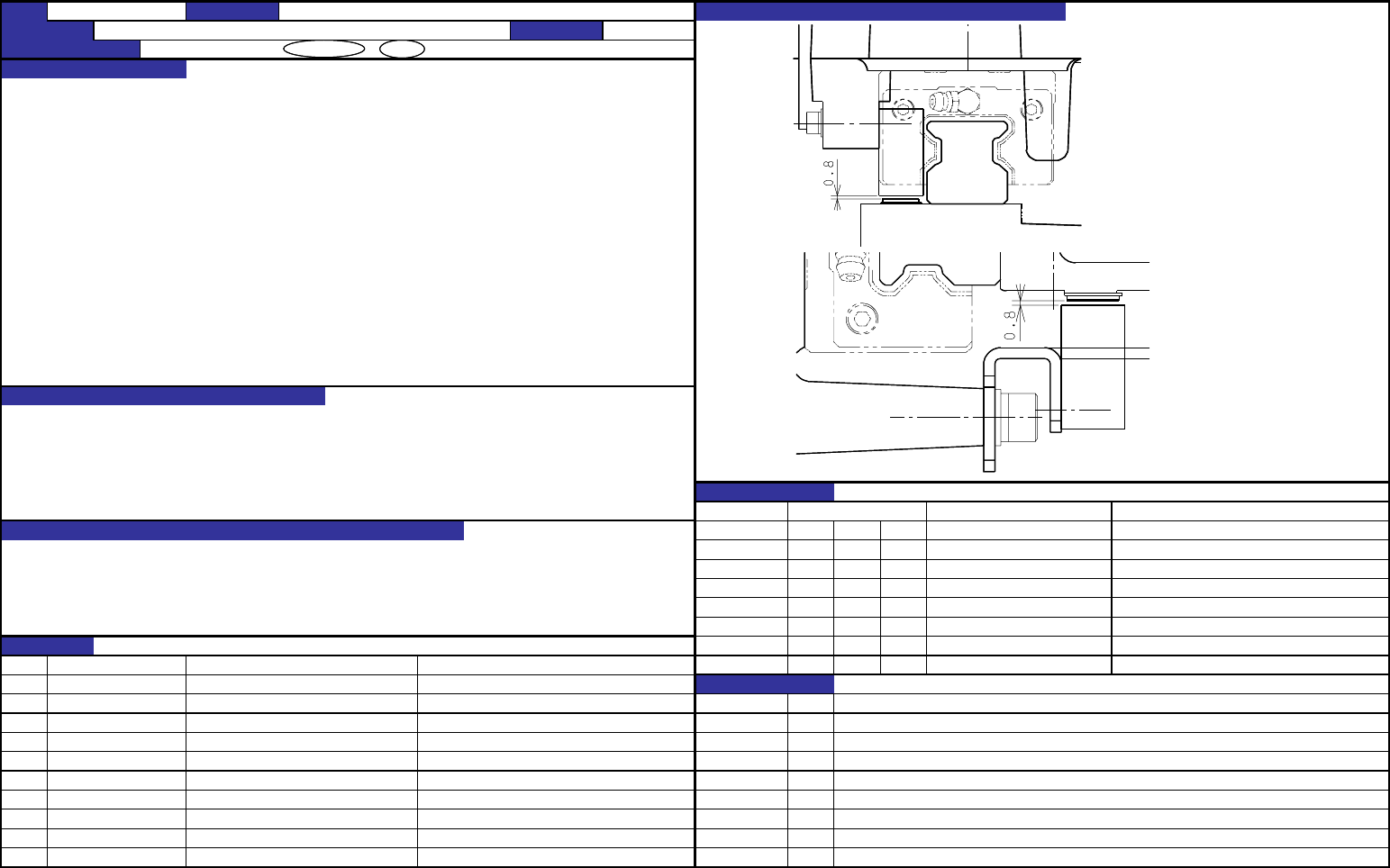
1.磁性膜与传感器头的间隙(沟)
质量特性(规格调整值)
1.磁性膜与传感器头的间隙(沟):0.8mm±0.1mm 1-1.调整方法
①拧松固定传感器的螺栓。
Y轴 ②在磁性膜与传感器头的间隙里夹
t0.8的工具。
③旋紧螺栓,拔出t0.8的工具。
X轴
功能的作用(规格调整值的意义)
1.对XY轴的位置进行控制时的正确反馈很重要。
2.是引起XY轴的磁性膜杂音的原因,使XY轴不能正常运行。
(一次电源电压下降后,需要重新启动电源)
3.引起膜与传感器头的相对位置的改变,与XY轴的运行直接相关。
故障发生纪录
日期
发生时期
内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.XY轴运行的停止。
CDE
2.传感器的损坏。
CDE
3.XY轴的不正常运行。
CDE
4.贴装精度的下降。
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
变更纪录
②
日期
NO.
内容
③
2003/10/1 新增
④
⑤
⑥
⑦
⑧
⑨
⑩
5-14