FX-1_QA表.pdf - 第58页
QA表 NO. 11 (1/2) NO. 11 (2/2) 机种 FX-1 零件名称 线路板的传送 确认方法及调整方法(故障处理方法) 功能名称 X方向的线路板定位(与止动装置相关) 编制日期 2003/9/1 1.速度控制器的调整,先旋紧至全闭状态,然后回旋指定圈数。 质量保证类型 功能 · 安全性 / 可靠性 / 安全性 / 商品外观 调整后用螺母固定。 质量特性(规格调整值) 1.速度控制器开度:A侧(安装在圆柱体上)从全闭旋开一…
QA表 NO. 10 (1/2) NO. 10 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
夹钳位置的线路板识别(与停止,C输出传感器相关)
编制日期 2003/9/1
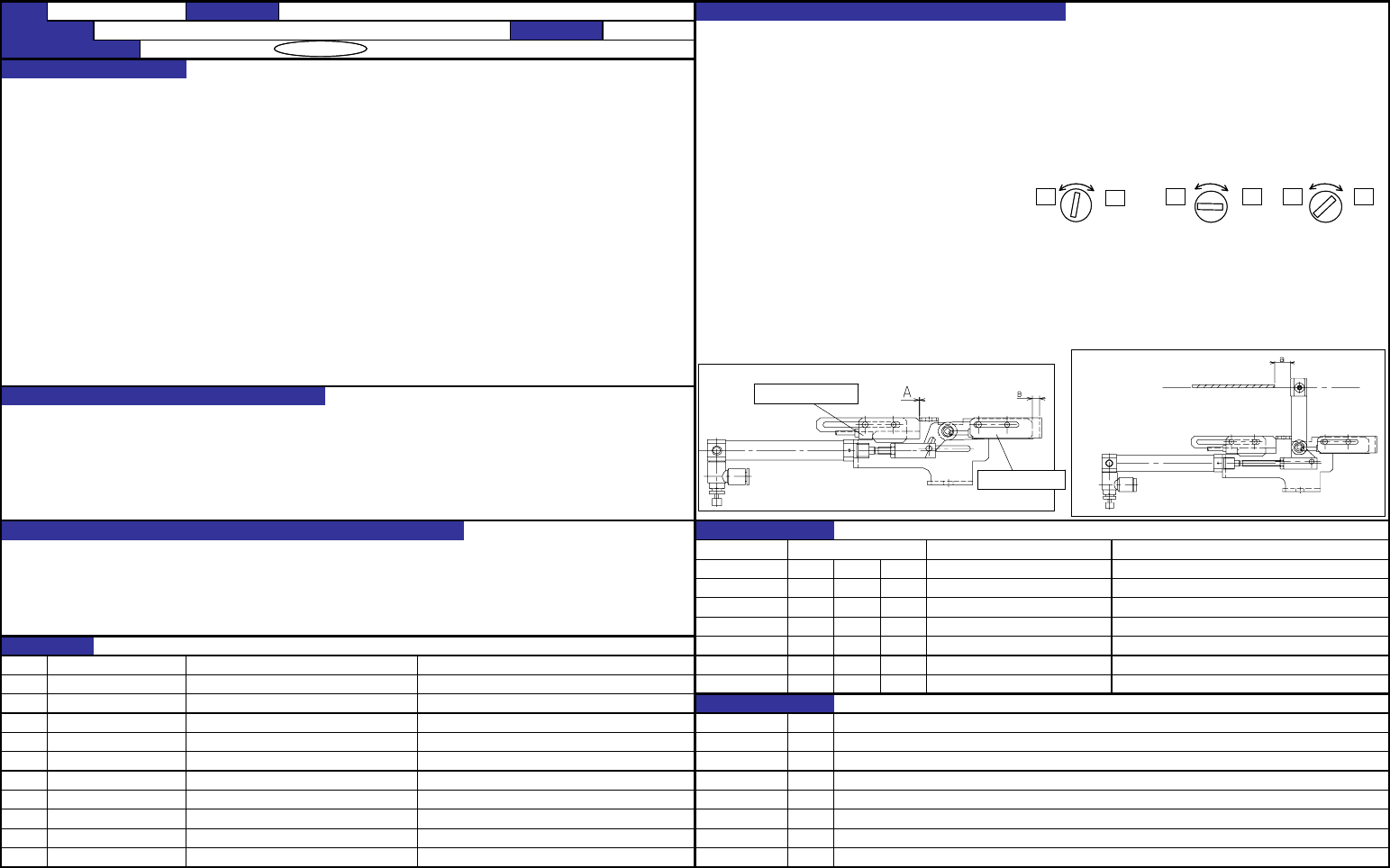
1.灵敏度调整方法(停止传感器、C输出传感器通用)
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
①放一块黑色玻璃纤维环氧树脂基板,慢慢地按MIN→MAX方向旋转调节螺丝,到传感器ON时停止。
质量特性(规格调整值)
(位置A,如下图所示)
1.停止传感器的位置:(A尺寸参考值0mm)(参照右图) ②移动X轴使之位于止动装置的正上方。在此状态下,按MAX→MIN方向慢慢拧动调节螺丝,
※停止传感器ON~止动装置前端的距离 25mm(参照右图) 在传感器OFF的位置停止。(位置B,如下图所示)
• 传感器的动作确认,可在接通电源后在「手动控制」→「传送个别控制」的画面上进行。
2.C·输出传感器位置:(B尺寸3.4mm)(参照右图) • X轴的确认,可利用贴装头示教在Y坐标(75mm~14mm)之间移动进行。
③设定调整螺丝,使之位于位置A和位置B的中间。
3.传感器灵敏度
能检测到传送路传感器上设置的黑色玻璃环氧树脂线路板(无光泽)。
不误测到X轴。 2.停止传感器位置的调整方法
①在「手动控制」→「传送个别控制」画面上启动止动装置(ON)0,竖起止动装置。
4.传感器调整后使用的基板 ②缓缓手动送入线路板,移动传感器的位置,使传感器ON的位置到止动装置触头的距离为40mm。
调整停止传感器位置后,使用铝制样板基板(t4、2.0kg)进行确认。 ③在「手动控制」→「传送个别控制」画面上自动送入线路板,
测量线路板停下时的位置与止动装置触头间的距离。(距离a)
④将停止传感器的位置移动(距离a+1)mm左右,并固定传感器。
(25mm左右) 固定传感器时,要对准止动装置的端部,不要让传感器倾斜。
功能的作用(规格调整值的意义)
1.CENT电动机停止信号触发产生速度调节。
2.输入电动机启动触发产生速度调节(输入缓冲→CENT缓冲线路板传送时)。
3.对应线路板的颜色。
预想故障(由于规格调整值的不恰当而产生的故障) 故障发生纪录
1.因线路板的减速不足而引起与止动装置的碰撞。
日期 发生时期 内容 处理对策
或者因减速过快而使线路板未到达止动装置。
CDE
2.因输入电动机启动慢而使线路板传送周期变长。
CDE
3.在线路板颜色变化时产生检测不良。
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
L825E1210A0 停止传感器ASM
CDE
②
L832E1210A0 C输出传感器ASM 变更纪录
③
日期
NO.
内容
④
2003/9/1
J4T110
新增
⑤
2003/11/26
J4T267
确认方法以及调整方法变更
⑥
2003/12/15
J4T322
调整尺寸变更
⑦
2004/1/23
J4T396
调整方法变更
⑧
2004/6/14
0003533
停止传感器位置38±1mm→25±1mm,A尺寸13.5mm→0mm的变更
⑨
2004/7/28
0003880
4.传感器调整后使用的基板、增加
⑩
7-10
STOPセンサを(距離a+1)mm移動させる
停止传感器
C输出传感器
MIN
MAX
MIN MAX MIN MAX
①位置A ②位置B ③设定位置
QA表 NO. 11 (1/2) NO. 11 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
X方向的线路板定位(与止动装置相关)
编制日期 2003/9/1
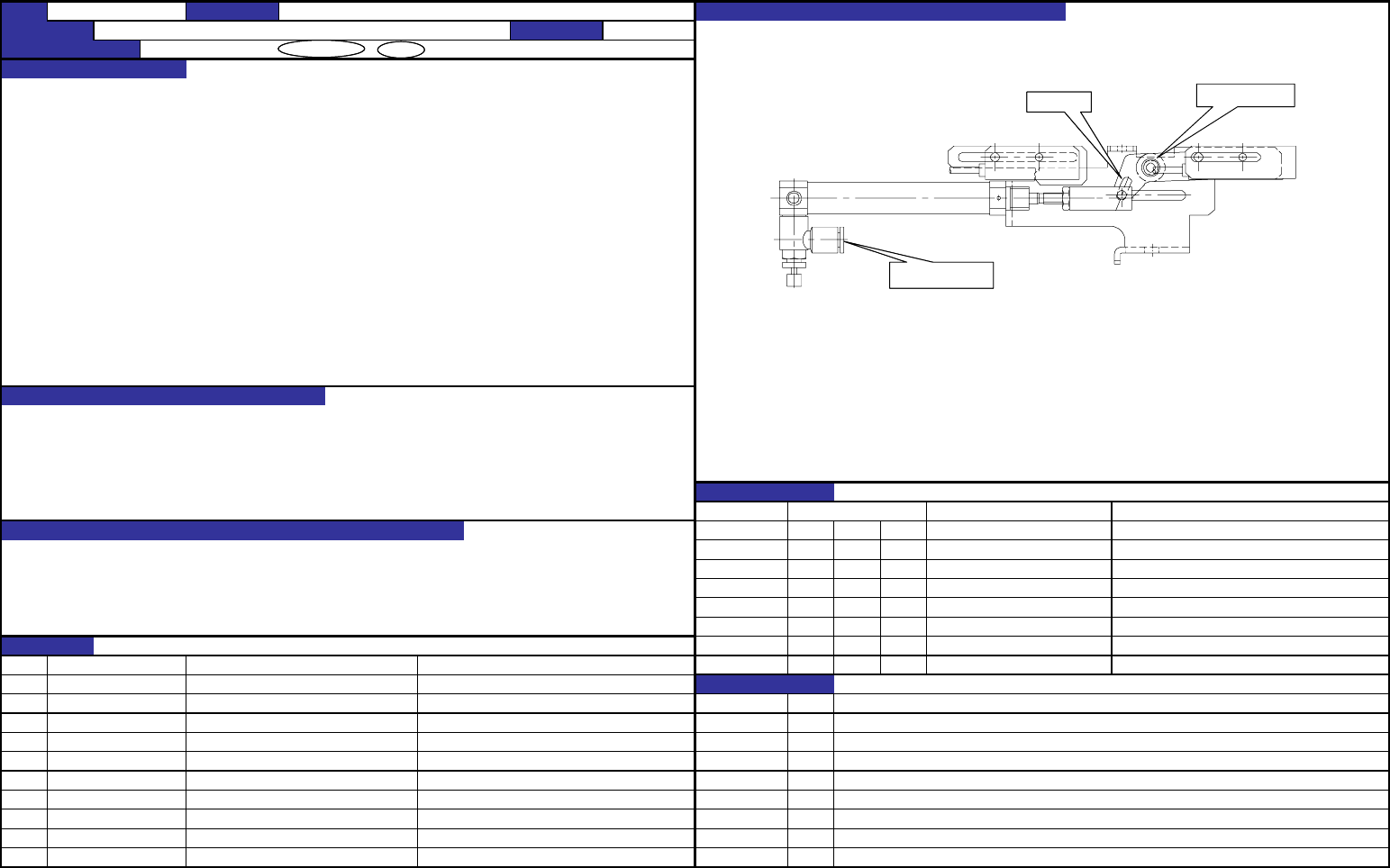
1.速度控制器的调整,先旋紧至全闭状态,然后回旋指定圈数。
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
调整后用螺母固定。
质量特性(规格调整值)
1.速度控制器开度:A侧(安装在圆柱体上)从全闭旋开一周。
2.止动板的移动平稳。
2.ON/OFF空气管,观察止动板的移动。
止动板的支点部分的粘合剂出来,润滑剂不足。
功能的作用(规格调整值的意义)
注意止动销插入到导向长孔的情况。
1.以适当的速度运行线路板止动装置。
2.维持线路板止动装置的运行速度。防止与其它部件间的干扰。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.速度慢:向止动装置移动的线路板到达时,运行还未完成。
CDE
速度快:止动板等的损坏。可靠性下降。
CDE
2.止动装置不能运行至适当位置,贴装位置不一致。
CDE
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
PC010507000 速度控制器 变更纪录
②
日期
NO.
内容
③
2003/9/1
J4T110
新增
④
⑤
⑥
⑦
⑧
⑨
⑩
7-11
止动板支点部分
长孔
A侧的速度控制器
QA表 NO. 12 (1/2) NO. 12 (2/2)
机种
FX-1 零件名称
线路板的传送
确认方法及调整方法(故障处理方法)
功能名称
Y方向的线路板外形定位(与推顶器相关)
编制日期 2003/9/1
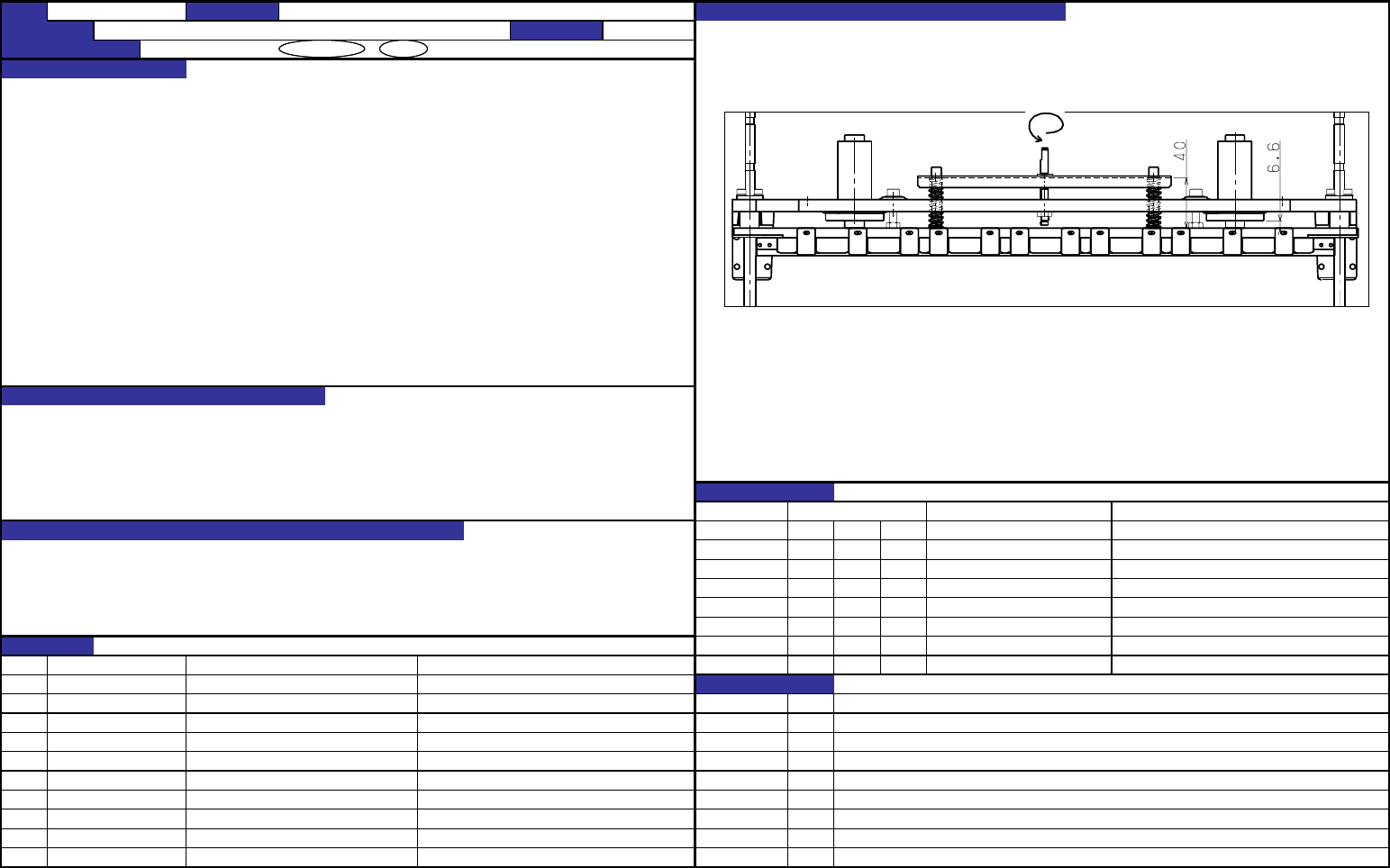
1.在导轨底座R与衬套间夹一金属板,把间隙调整到6.6mm。
质量保证类型 功能·安全性 / 可靠性 / 安全性 / 商品外观
2.旋转导轨导向轴,把弹簧长度调整到40mm。
质量特性(规格调整值)
1.导轨底座R与衬套的间隙:6.6mm
2.弹簧长度 40mm
功能的作用(规格调整值的意义)
1.确保Y方向适当的推顶量。
2.确保适当的弹簧压力。
故障发生纪录
日期 发生时期 内容 处理对策
预想故障(由于规格调整值的不恰当而产生的故障)
CDE
1.突出量大的情况:线路板从PWB导向平板RA,RB脱落,上下方向不能夹钳。(线路板可能被勾住)
CDE
突出量小的情况:不能把线路板推到基准导轨。夹钳位置不稳定,贴装精度下降。
CDE
2.压力高:陶瓷线路板等的损坏。
CDE
压力低:线路板Y方向的推顶不充分。
CDE
CDE
对象零件
CDE
NO.
货号 品名 相关质量特性
CDE
①
变更纪录
②
日期
NO.
内容
③
2003/9/1
J4T110
新增
④
⑤
⑥
⑦
⑧
⑨
⑩
7-12