00192485-02.pdf - 第39页
39 Then click o n OK. PLEASE NO TE Make sure t hat the n ozzle magazin es are alway s full. Confirm one Produce th e desired nozzle config uration in the magazine maga zi ne i ndi cat ed by the a rr ow . T o do this m ov…
38
Click on OK to execute the function.
Return all nozzles All nozzles are returned to the magazine of the nozzle changer.
Pick up all nozzles The revolver head picks up all nozzles from the nozzle magazine.
Remove all nozzles All of the nozzles in the revolver head are discarded into the rejects con-
tainer.
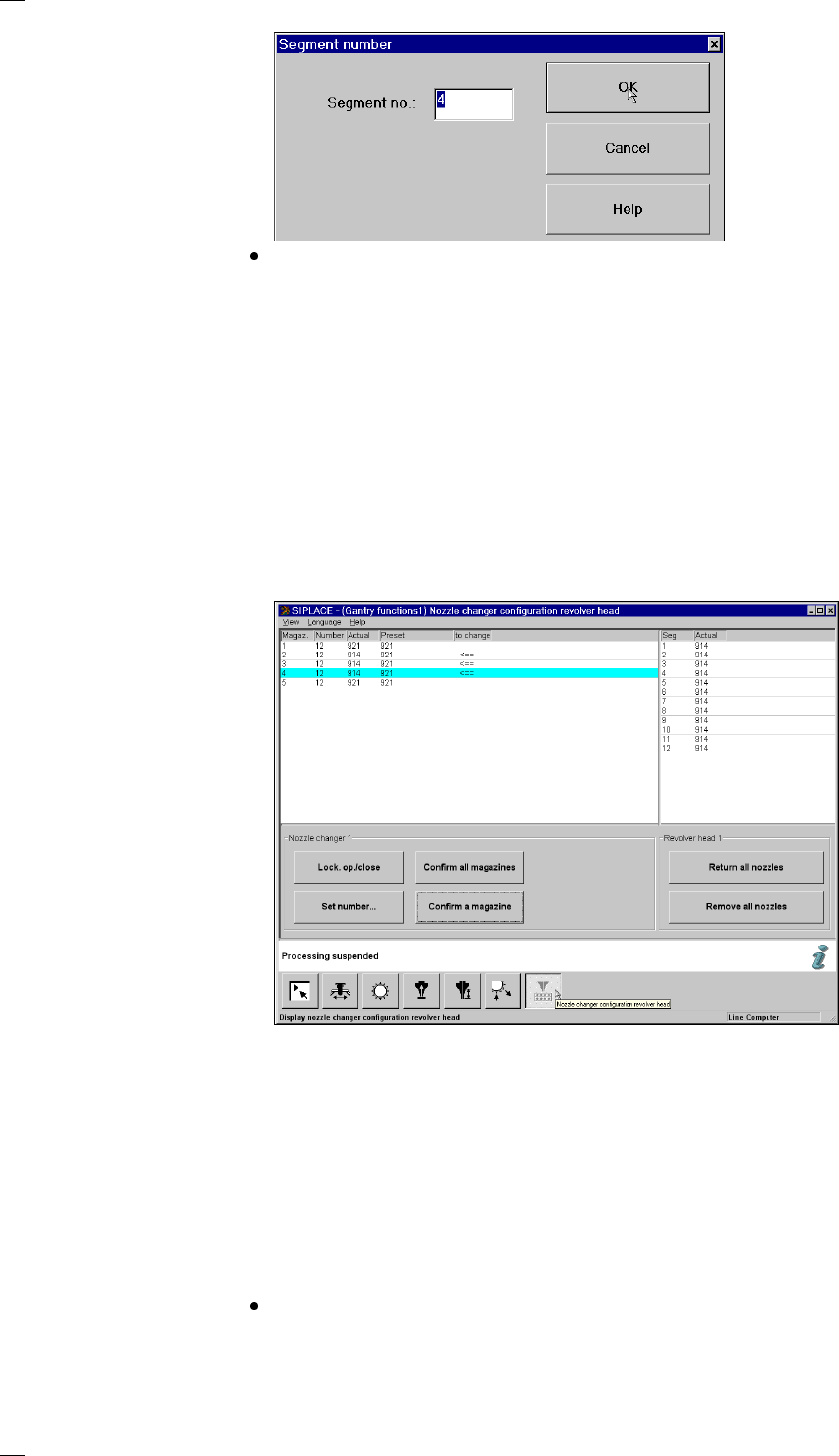
‘Revolver head nozzle changer configuration’ menu
You can use this menu to
– call up the nozzle types for the individual magazines
– check the nozzles and
– exchange nozzles.
Display box for the magazines
Magazine: Magazine number, up to 10
Number: Number of nozzles in the magazine
Actual: Current set-up in the nozzle changer
Desired: Set-up defined by the line computer
Arrow: If the desired and actual value are different, the difference is indicated by
an arrow.
Buttons in the ‘Nozzle changer’ box
Lock open/closed You can open or close the sliding plate on the selected magazine in order
to fill the nozzle changer magazine manually.
Set number … Click on ‘Set number …’ to open an input box where you can enter the
desired number of nozzles for the magazine.
Always start with nozzle number 1 and always fill the magazine with
nozzles of the same type. You can add between 0 and 12 nozzles. The
default value is 12.
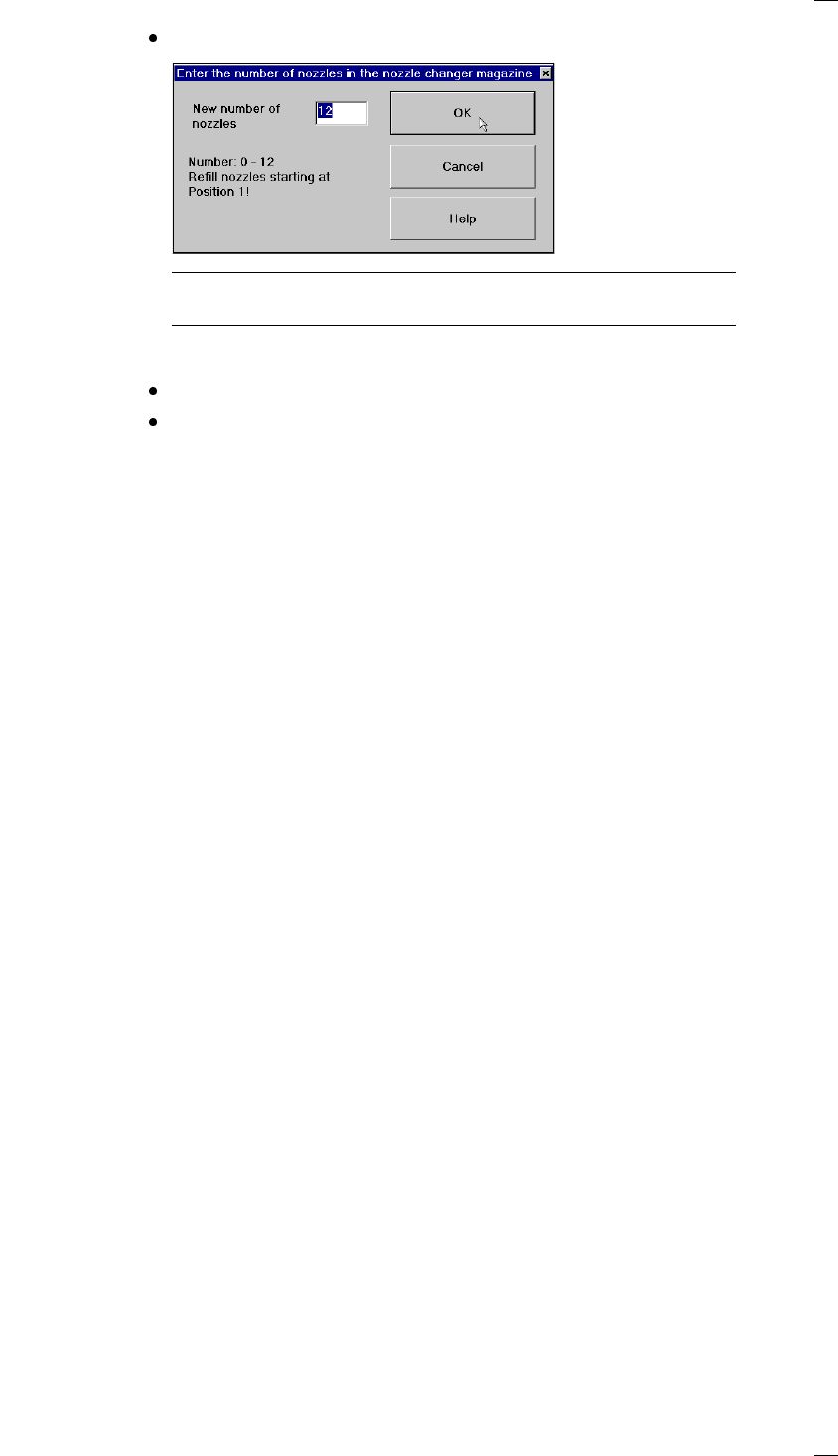
39
Then click on OK.
PLEASE NOTE
Make sure that the nozzle magazines are always full.
Confirm one Produce the desired nozzle configuration in the magazine
magazine indicated by the arrow.
To do this move the cyan bar in the list box to the appropriate line.
Click on ‘Confirm one magazine’. The desired and actual values must
tally.
Confirm all Once you have set up the nozzles in every magazine as desired, click on
magazines ‘Confirm all magazines’. The desired and actual values of all magazines
must tally.
‘Segments’ display box
Seg Segment number, up to 12
Actual Displays the nozzle type set up for each segment.
Buttons in the ‘Revolver head’ box
Return all Returns all the nozzles on the revolver head to the appropriate magazine
nozzles of the nozzle changer.
Reject all Throws all the nozzles on the revolver head into the reject bin.
nozzles
40
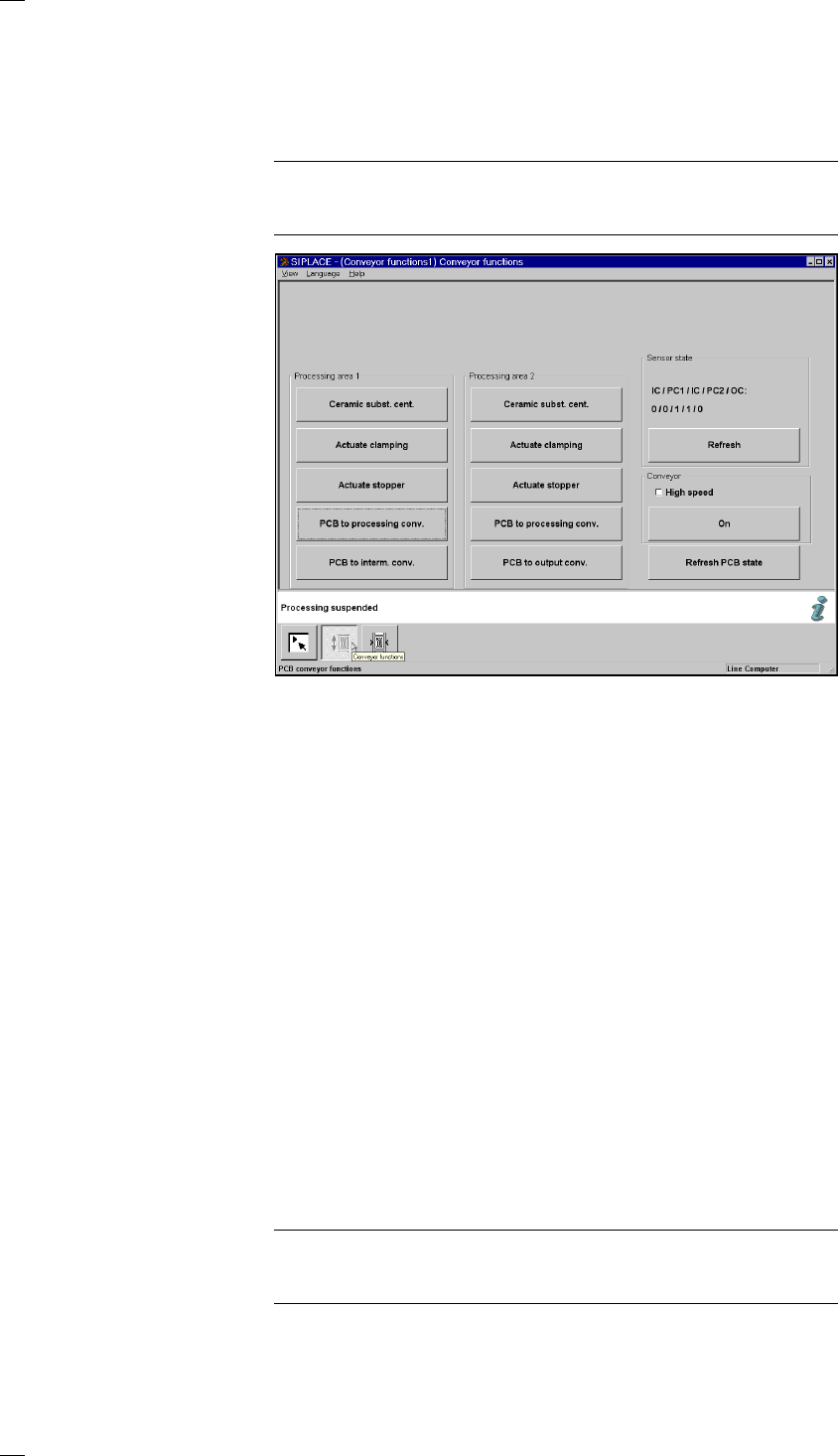
’Single functions PCB transport 1’ menu
This menu is used for checking and setting the function modules of the
PCB conveyor. If the twin conveyor option is installed, the Single functions
PCB transport 2 menu will be activated. The same functions as with PCB
transport 1 will then be available to you.
NOTE
To move the gantries, close the covers and then press the start button. All
gantry and head axes will move at low speed.
Buttons in the ‘Processing area 1’ and ‘Processing area 2’ boxes
The next three menu options act in the same way as a toggle switch.
The following menu options act in the same way as a switch (ON/OFF)
when they are clicked.
Ceramic substrate Click on the ’Ceramic substrate centering’ button to activate or
centering (option) deactivate clamping in order to center the substrate.
Activate clamping Click on the ’Activate clamping’ button to turn clamping on or off.
Activate stopper Click on the ’Activate stopper’ button to move the stopper in or out.
PCB to proc. conv. The PCB is transported from the input conveyor (IC) or intermediate con-
veyor (IC) to processing conveyor 1 (PC1) or processing conveyor 2
(PC2), where it is stopped and clamped in place.
PCB to interm. conv. The PCB is transported from processing conv. 1 (PC1) to the intermediate
conveyor (IC), where it is stopped and clamped in place.
PCB to output conv. The PCB is transported from processing conveyor 2 (PC2) to the output
conveyor (OC).
‘Sensor state’ box
Update sensor This menu option is used to check the statuses of the ultrasonic sensors.
IC/PC1/IC/PC2/OC on the input, placement, intermediate or output conveyor:
1 = has responded
0 = has not responded
‘Conveyor’ box
High Provides the option of setting different transport
speed speeds.
PLEASE NOTE
Make sure that there are no PCBs on the conveyor belts. The input
conveyor belt only runs at high speed.
On Starts the conveyor belts. The following dialog box appears.