XP142E 系统手册 SYS-XP142-1.0S.pdf - 第149页
第 3 部 第 3 章 编辑器 E d i t i o n 1 . 0 3 - 3 - 3 1 X P - 1 4 2 E 系统手册 Pick-up Point Offs et X 不 想 从指定料 站 的 X 方向的中 心 处吸取供料器供 应 的元件时用此设定。设定修正量时 的元件方向以 Dire ction 0 为基准。要设定向右 偏 移 5mm 时请输入“ 5 ” 。 (-12.7mm~12.7mm) MCSX335S Pick-…

第 3 章 编辑器 第 3 部
XP-142E 系统手册 3-3-30 Edition 1.0
Lead Center Tolerance
请输入引脚弯曲度的公差值。(0.000mm~99.999mm)
输入[0]后自动设定为引脚长度的 30%。
但是,只可在 Vision Type 为 100 时使用 。
P Pattern
是定义引脚的反射方式的数据。(0~255)
Vision Type 是 100 (OF&CONNECTOR:前光处理) 时,请输入 14,引脚较暗背景
较亮时请输入 13。
Process
Maximum Nozzle Diameter
吸取对象元件时使用,输入元件的最大直径。
(0.0mm~99.9mm)
Minimum Nozzle Diameter
吸取对象元件时使用,输入元件的最小直径。
(0.0mm~99.9mm)
Nozzle Name
要使用特定的吸嘴时,从名称目录中选择。(最大 15 字符)
Pick-up Auto Offset
设置是否使用吸取点自动修正功能。
YES: 使用吸取点自动修正功能 :0
NO: 不使用吸取点自动修正功能 :1
第 3 部 第 3 章 编辑器
Edition 1.0 3-3-31 XP-142E 系统手册
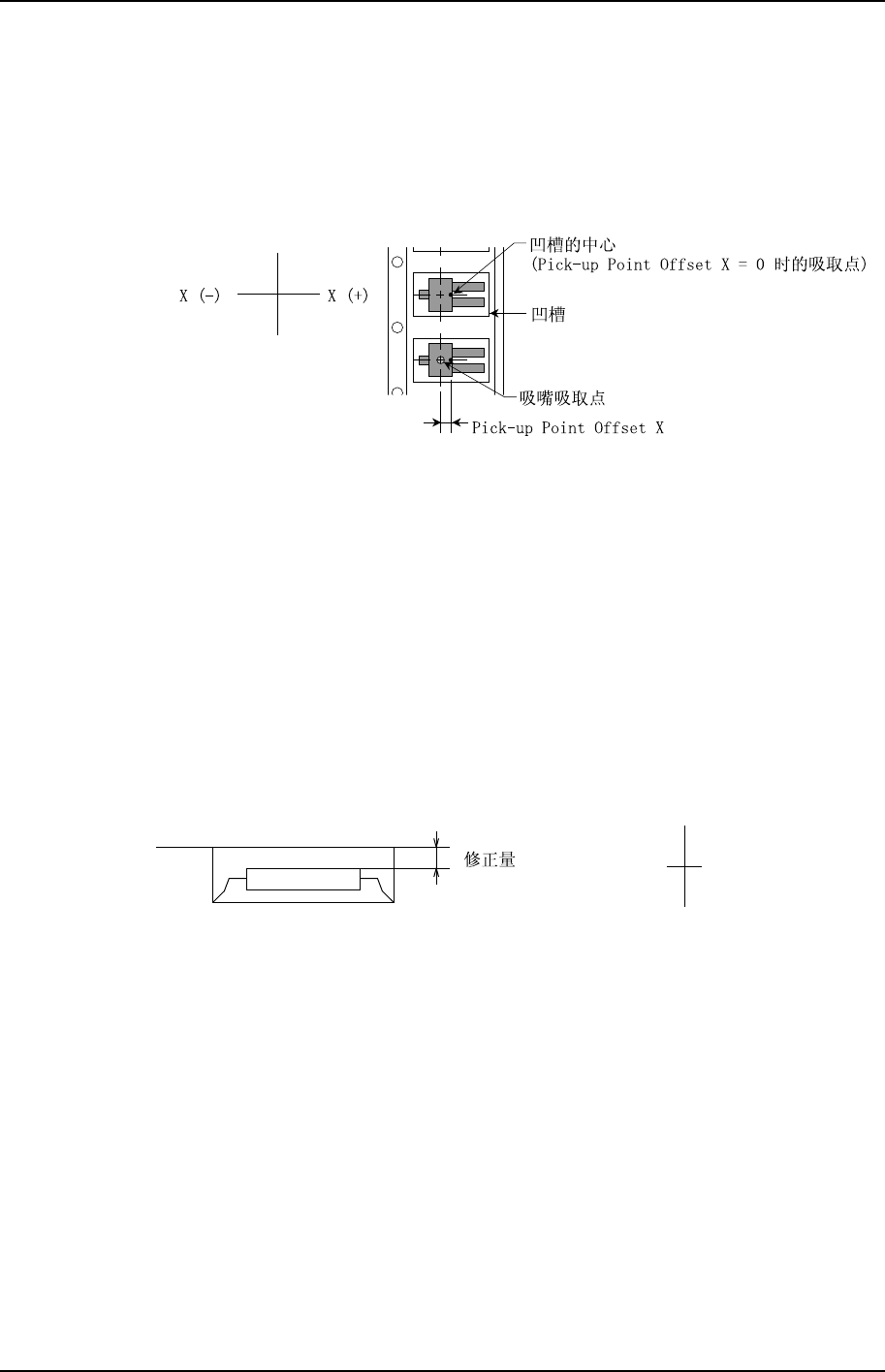
Pick-up Point Offset X
不想从指定料站的 X 方向的中心处吸取供料器供应的元件时用此设定。设定修正量时
的元件方向以 Direction 0 为基准。要设定向右偏移 5mm 时请输入“5”。
(-12.7mm~12.7mm)
MCSX335S
Pick-up Point Offset Y
不想从指定料站的 Y 方向的中心处吸取供料器供应的元件时用此设定。设定修正量时
的元件方向以 Direction 0 为基准。要设定内偏移 5mm 时请输入“5”。
(-12.7mm~12.7mm)
Pick-up Point Offset Z
不想从指定料站的通常高度吸取供料器供应的元件时用此设定。要向下修正 1mm 时请
输入“-1”。(-12.7mm~12.7mm)
MCSX336S
Z (+)
Z (-)
Soft Pick Speed
为减轻进行吸取动作时对元件造成的冲击,而设定 Z 轴下降和上升的速度。值越小速度
越慢。输 入 0 时,机器判断为 10.0。吸取时取这个输入值和 Slow Place Speed 两者中
较慢的数据为有效值。吸取元件期间、Part Transport Speed 也需考虑,取这些数据
中最慢的速度为有效值。(0.0~10.0)

第 3 章 编辑器 第 3 部
XP-142E 系统手册 3-3-32 Edition 1.0
Part Transport Speed
对于较重元件,根据从吸取到贴装之间的传送速度有可能使吸嘴产生偏移。为防止因传
送速度过快引起偏移。在此设定的速度适用于机器在持有元件期间的全部的伺服 轴的速
度。将输入“0”时作为 100%,在吸取元件期间,此 值和 Soft Pick Speed、Slow Place
Speed、Soft Place Speed 中的最 慢的速度为有效(0%~100%)。
Placing Offset X
以 Direction 为 0 并且贴装角度为 0°作为基准设定 X 方向的贴装修正量。
(-100.00mm~100.00mm)
Placing Offset Y
以 Direction 为 0 并且贴装角度为 0°作为基准设定 Y 方向的贴装修正量。
(-100.00mm~100.00mm)
Placing Offset Z
设定贴装时将元件压在电路板上时的冲程量。以 0 输入时仅压下 0.3mm。
(-20.00mm~20.00mm)
Placing Mode
指定移向元件贴装坐标时各伺服轴的到达精度。当选择重视贴装速度时选 2,重视贴装
精度时选 1。
Standard:0 Vision Type 不到 100 时,以低精度模式进行贴装。
Vision Type 在 100 以上时,以高精度模 式进行贴装。
Fine-Slow:1 以高精度模式进行贴装。
Fine-Fast:2 以低精度模式进行贴装。
Slow Place Speed
设定从吸取到贴装过程中 Z 轴上升和下降的速度。减轻吸取或贴装时对元件的冲击。值
越小速度越慢。输入 0 时,机器判断为 100。吸取时取这个值和 Soft Pick Speed 两者
中较慢的数据为有效值。吸取元件期间、Part Transport Speed 也需考虑,取这些数
据中最慢的速度为有效值。贴装时这个值和 Soft Place Speed 中较慢的速度进入有效
状态。吸取元件期间、Part Transport Speed 也需考虑,取这些数据中最慢的速度为
有效值。(0%~100%)