XP142E 系统手册 SYS-XP142-1.0S.pdf - 第151页
第 3 部 第 3 章 编辑器 E d i t i o n 1 . 0 3 - 3 - 3 3 X P - 1 4 2 E 系统手册 Soft Place Speed 设定贴装时 Z 轴 下 降 和上 升 的 速度 。 减 轻 贴装时对元件的 冲 击 。 值越 小 速度越 慢 。输 入 0 时,机器 判断 为 10.0 。贴装时取这个 值 和 Slow Plac e Spee d 两者 中 较慢 的数据为有 效值 。吸取元件 期间 、 …

第 3 章 编辑器 第 3 部
XP-142E 系统手册 3-3-32 Edition 1.0
Part Transport Speed
对于较重元件,根据从吸取到贴装之间的传送速度有可能使吸嘴产生偏移。为防止因传
送速度过快引起偏移。在此设定的速度适用于机器在持有元件期间的全部的伺服 轴的速
度。将输入“0”时作为 100%,在吸取元件期间,此 值和 Soft Pick Speed、Slow Place
Speed、Soft Place Speed 中的最 慢的速度为有效(0%~100%)。
Placing Offset X
以 Direction 为 0 并且贴装角度为 0°作为基准设定 X 方向的贴装修正量。
(-100.00mm~100.00mm)
Placing Offset Y
以 Direction 为 0 并且贴装角度为 0°作为基准设定 Y 方向的贴装修正量。
(-100.00mm~100.00mm)
Placing Offset Z
设定贴装时将元件压在电路板上时的冲程量。以 0 输入时仅压下 0.3mm。
(-20.00mm~20.00mm)
Placing Mode
指定移向元件贴装坐标时各伺服轴的到达精度。当选择重视贴装速度时选 2,重视贴装
精度时选 1。
Standard:0 Vision Type 不到 100 时,以低精度模式进行贴装。
Vision Type 在 100 以上时,以高精度模 式进行贴装。
Fine-Slow:1 以高精度模式进行贴装。
Fine-Fast:2 以低精度模式进行贴装。
Slow Place Speed
设定从吸取到贴装过程中 Z 轴上升和下降的速度。减轻吸取或贴装时对元件的冲击。值
越小速度越慢。输入 0 时,机器判断为 100。吸取时取这个值和 Soft Pick Speed 两者
中较慢的数据为有效值。吸取元件期间、Part Transport Speed 也需考虑,取这些数
据中最慢的速度为有效值。贴装时这个值和 Soft Place Speed 中较慢的速度进入有效
状态。吸取元件期间、Part Transport Speed 也需考虑,取这些数据中最慢的速度为
有效值。(0%~100%)

第 3 部 第 3 章 编辑器
Edition 1.0 3-3-33 XP-142E 系统手册
Soft Place Speed
设定贴装时 Z 轴下降和上升的速度。减轻贴装时对元件的冲击。值越小速度越慢。输 入
0 时,机器判断为 10.0。贴装时取这个值和 Slow Place Speed 两者中较慢 的数据为有
效值。吸取元件期间、Part Transport Speed 也需考虑,取这些数据中最慢的速度为
有效值。(0.0~10.0)
Alt. Feed Trigger
生产程序中的供料器安装中设定了次料粘时,设定在什么条件下移动至次料站。
供料器元件的时候
这个设定可通过固有值文件的项目“__ DchangeTrigger”来选择。选择 3 时,元件数
据在 Alt. Feeder Trigger 中的设 定值进入有效状态。这时从以下选项中选择适当的条
件。
0:Error:料尽、吸取错误、影像处理 错误
1:No Part:料尽、吸取错误
2:Miss:料尽、吸取错误
注意) 如果所有补件次数都为吸取错误时,机器判断为料尽,此时 1:No Part、2:Miss 为
相同动作。
Recovery Times
机器侧的补件模式设定为自动补件时,以在此设定的补件次数进行补件。(0~255)
注意) 在机器上设定的补件次数仅在元件数据中没有设定补件次数时有效。
Part Dump Position
对因影像处理错误而排出元件的地方的设定。
Box: 将不良元件废弃到搬运轨道旁边的不良元件排出箱。
Tray:将不良元件废弃到搬运轨道旁边的不良元件排放 盘。
第 3 章 编辑器 第 3 部
XP-142E 系统手册 3-3-34 Edition 1.0
Vision
Vision Type
将元件形状作为 Vision Type 从以下进行选择。显示出数据的设定条件,但不意味着影
像处理能 力,保证范围。
注意) Vision Type不是 18 时、即使对象元件的影像由自动生成的模板进行处理、也不可能完
全不发生错误,发生错误时,选择 Vision Type18,然后请参考 MSA 影像处理说明书或本
手册第 4 部“影像处理”,创 建模板文件,确认影像处理是否正常后,再进行元件的贴装。
10 :角芯片 (对象尺寸∶0603~4532)
18 : XP 的其他设定 (XP-242E 机器除 10、20、100、124、130、180、230
以外均为此值)
20 : Mini Mode 系列 (1 个要素不属于此范畴)
100 : QFP&CONNECTOR (指引脚间距最小为 5mm,至少包含 1 个由 5 根
以上引脚构成的要素的元件。最大引脚数/要素数:128,最大要素数:
128)
124 : J 引脚元件
130 : 黑色主体 BGA (用 MSA 方式来描述要素)
180 : 铝电解电容
Camera Position
选择用于元件的影像摄入的相机。
Auto 使用元件供应平台附近的相机。在平台 1 吸取时使 用 Side1 的相机、在平
台 2 吸取时使 用 Side2 的相机。
Front 使用 Side1 的相机。
Rear 使用 Side2 的相机。
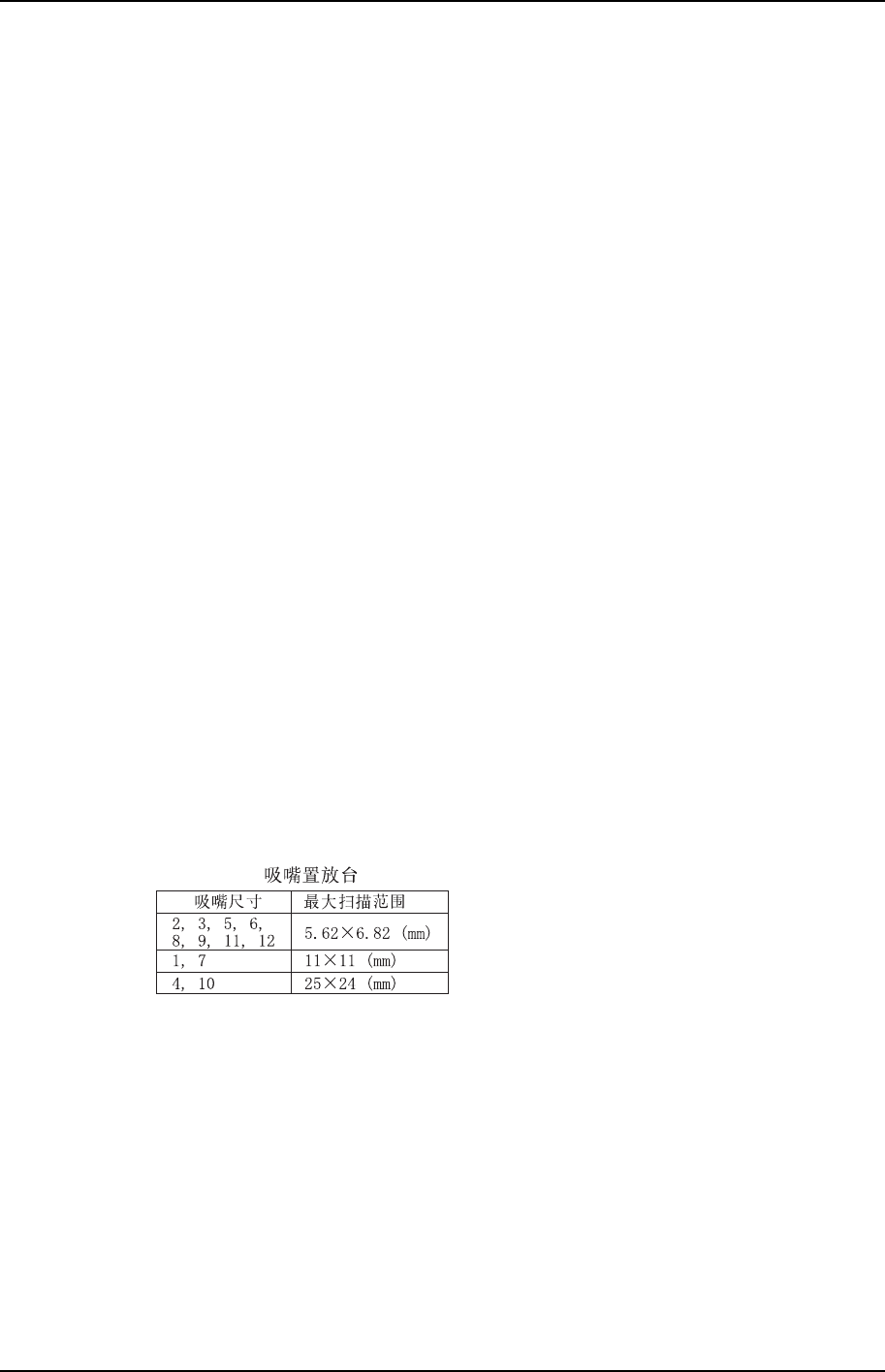
Scan Area X
设定影像处理范围。设 定 为 0 的时 候,由元件尺寸自动计算而决定元件影像的取 入尺寸。
请与 Scan Area Y 同时设定一个能够完全覆盖这个元件的值。(0.00mm~24.00mm)
XP1S2158S