JUKI-750 760中文说明书.pdf - 第34页
. T rial: 选择此项,则可针对此零件做个别着装。 . X,Y speed: 指 HEAD 于 X,Y 方面移动之速度。 . PICK Z DOWN: 指 HEAD 吸取零件时,下降之速度。 . PICK Z UP: 指 HEAD 吸取零件后,上升之速度。 . PLACEMENT Z DOWN: 指 HEAD 着装零件时,下降之速度。 . PLACEMENT Z UP 指 HEAD 着装零件后,上升之速度 . Theta spee…
.Pitch in X and Y:
指 TRAY 盘上零件与零件之间距(X 及 Y 方向)。
.The number of components:
指 TRAY 盘上零件的数量(输入行与列)。
*注意事项
A: 若 LASER 校正零件后拋料,可能是 LASER 所侦测零件之零件面位置有
问题,可尝试更改 LASER POSITION LA 之位置。
B: 若上述之方法无效,可尝试更改 COMPONENT TYPE,如 SOT 校正不良,
可设为 CHIP 校正。
C: SOCKET 为较特殊零件,机台设定之 LASER POSITION 为 0,校正模式
为 ALOGl,若有角度偏移,可将 LASER POSITION 改为-0.12。-0.15,
校正模式改为 ALOG2。
D: 机台可针对零件做自动 MEASURE 功能
D-l)小零件可计算出长、宽、高。
D-2)大零件可计算出高度。
D-3)QFP 可计算出长、宽、高、PITCH、脚长。
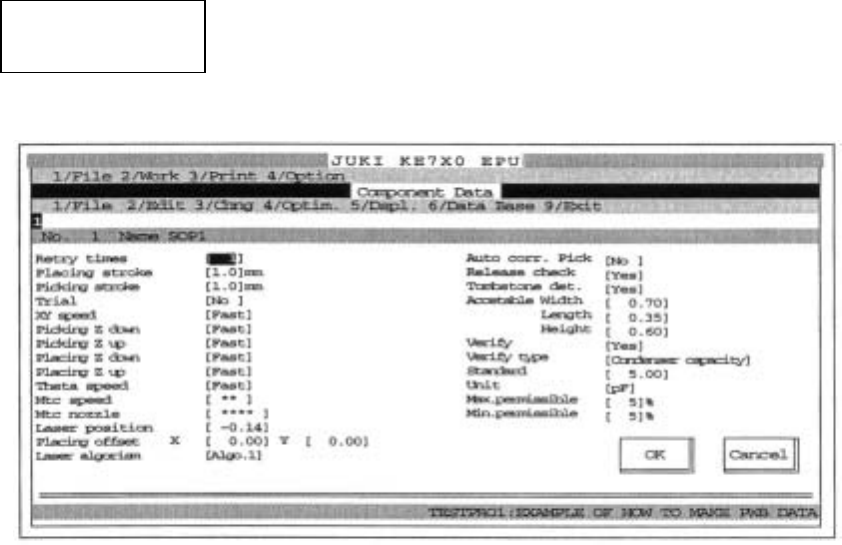
EXPANSION
选择此项后即可进入如下图之扩充资料设定:
.RETRY TIMES:
指当 HEAD 吸取不到零件时,设定再吸取几次仍吸不到零件即停机(可设 1-9 次)。
.PLACENIENT STROKE:
指零件着装时,HEAD 于 Z 轴下降至基准面后,再下降之距离(可设定 0-4mm)。
.PICK STROKE:
指 HEAD 吸取零件时,到达零件而后再下降之距离。
- 33 -
Refong
.Trial:
选择此项,则可针对此零件做个别着装。
.X,Y speed:
指 HEAD 于 X,Y 方面移动之速度。
.PICK Z DOWN:
指 HEAD 吸取零件时,下降之速度。
.PICK Z UP:
指 HEAD 吸取零件后,上升之速度。
.PLACEMENT Z DOWN:
指 HEAD 着装零件时,下降之速度。
.PLACEMENT Z UP
指 HEAD 着装零件后,上升之速度
.Theta speed
指零件旋转角度之速度
.MTC/MTS speed:
指 MTC Shuttle 送料速度
.MTC nozzle:
指 MTC 取料及送料 Shuttle 上吸嘴的大小
.Compo abandonment:
指拋料的地点
.Laser Position:
指 LASER 校正零件时所侦测之零件位置。以零件 TOP 面为零,往下则
为负值(无正值),但不可超过零件厚度。
.Recog. Offset X.Y:
可针对此零件着装位置做 X,Y 方向修正。
.LASER ALGORITHM:
指 LASER 校正零件的模式,共三种:
l)ALOG1:针对小零件
2)ALOG2:针对大零件
3)ALOG3:针对直立式圆柱体
.Auto corr. Pick:
指取料点是否自动修正
.Release check:
指是否侦测零件是否有释放
.CHIP STAND DETECTION:
指吸取零件时,零件是否站立之侦测。
- 34 -
Refong
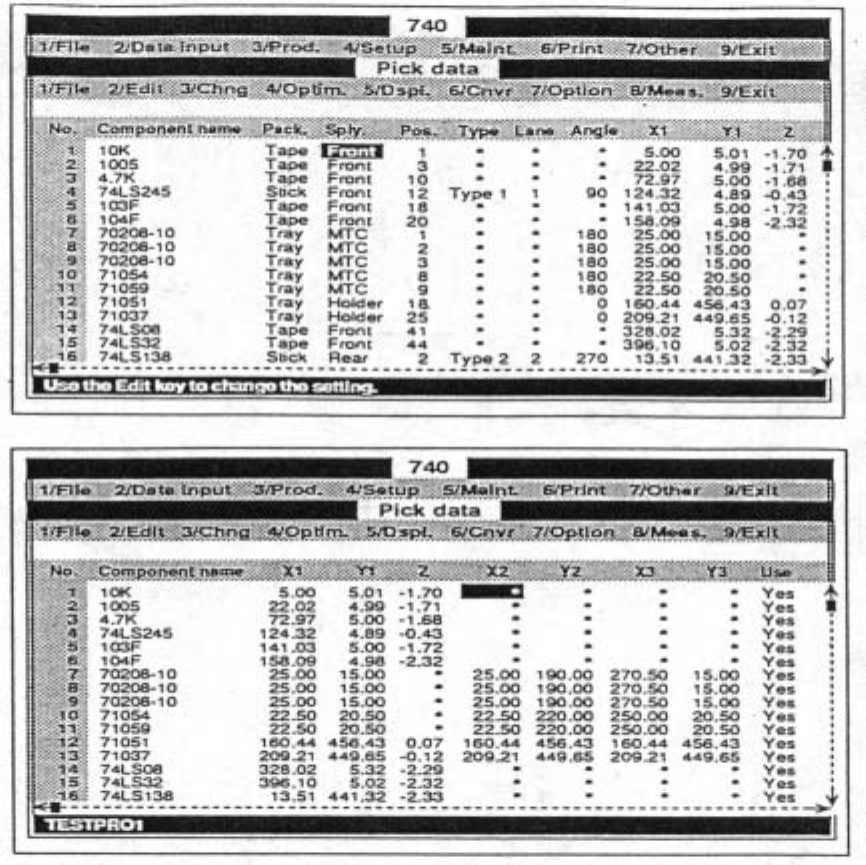
3-5 PICK DATA(料站资料)
.机台会根据 COMPONENT DATA 的资料自动输入零件名称及包装方式
.SPLY: 指将此零件设置在机台的前方(FRONT)或后方(REAR)或是以
TRAY HOLDER 及 MTC 方式摆放。
.POS: 指零件所装置之 FEEDER 站数(机台上有站数编号)。
.TYPE: 适用于管状料(1-9 种 TYPE)。
.LANE: 适用于管状料(指振荡器上第几管位置)
.ANGLE: 指零件上料时之角度(通常亦设为 0。)
.Xl、Yl、Z: 指零件吸着之 X.Y 位置及 Z 轴高度。
.X2、Y2、X3、Y3: 适用于 TRAY HOLDER 及 MTC 时另两点之位置(此种方法是以
三点位置计算出 TRAY 盘上所有零件之 PICK 位置)。
- 35 -
Refong