JUKI-750 760中文说明书.pdf - 第6页
附图二: 雷射线的校正方式 1 . 吸取零件 , 并调整 Z 轴高度,使雷射线 对准零件检测位置。 2. 先顺时钟方向旋转( - θ) 。 再逆时钟旋转( + θ) ,并开始量测零 件宽度 3. 从步骤 2 中我们可找到两个位置如图 3 、 图 4 ,因为吸料时,零件的中心点并 不会等于吸嘴的中心点,所以我们可 将 X 、 Y 的位置用偏移量 dy 、 dx 来作 修正,如此便可找出零件的中心点。 4. 同时我们也可经由上面的修正,而知…
零件高度2Omm的 对应机种(option)
周围零件高度
分割识别时的
零件高度
7mm l5mm
10mm
l2mm
l5mm
7mm
20mm
2mm
注:零件高度包括线路板翘起允许值(+2.00mm)和板边空隙(0.5omm)。
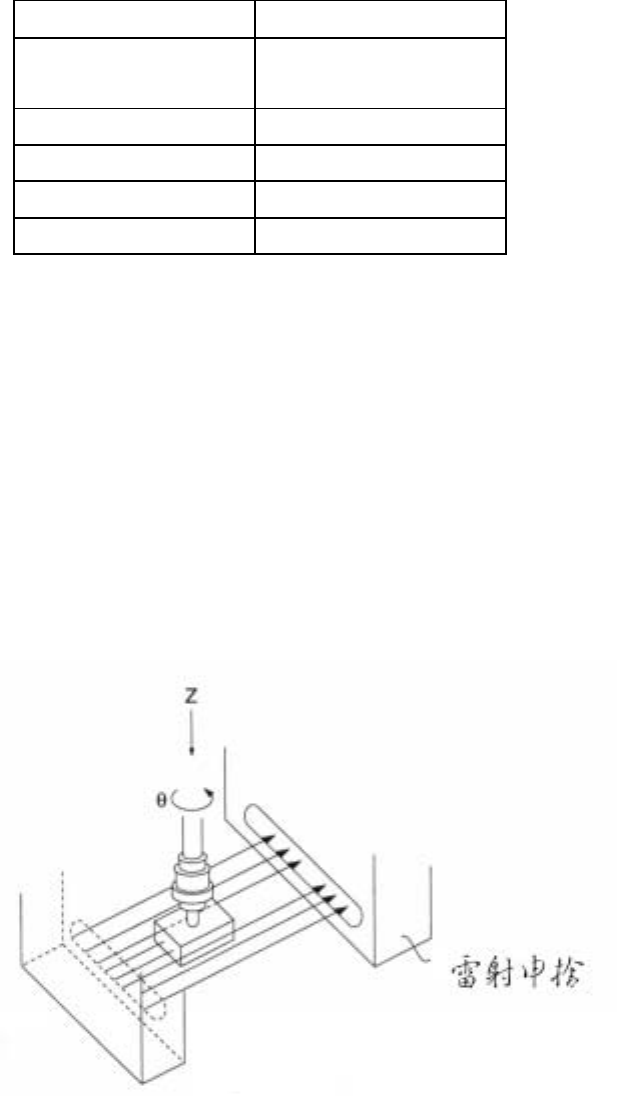
1-3. 雷射检测
JUKI 机台是以雷射线照射方式来检测零件的大小及角度,如图一:
图一
约有 2500~3000 条的雷射线通过,零件的大小及角度我们就可依照零件所遮断的
雷射线数来算出。如下页附图二:
- 5 -
Refong
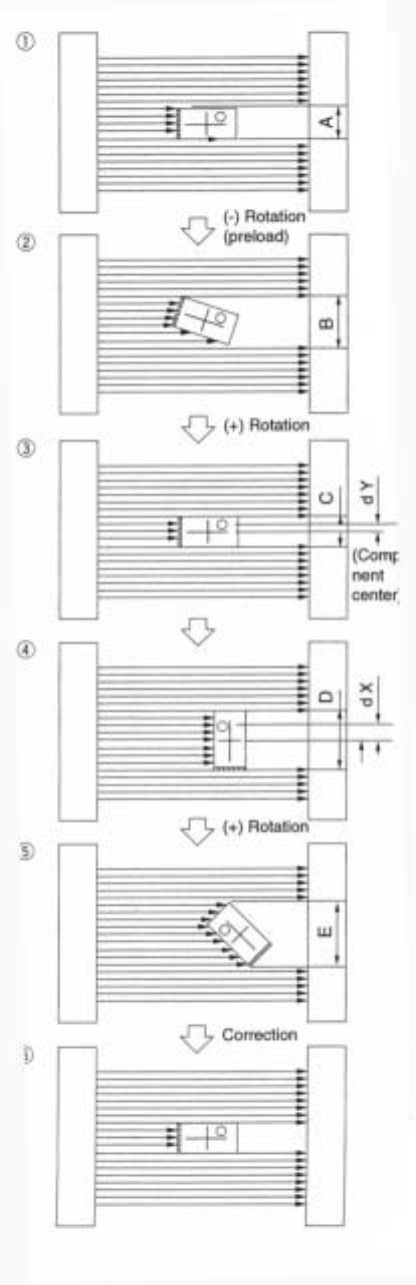
附图二:
雷射线的校正方式
1.吸取零件,并调整 Z 轴高度,使雷射线
对准零件检测位置。
2. 先顺时钟方向旋转(-θ)。
再逆时钟旋转(+θ),并开始量测零
件宽度
3. 从步骤 2 中我们可找到两个位置如图 3、
图 4,因为吸料时,零件的中心点并
不会等于吸嘴的中心点,所以我们可
将 X、Y 的位置用偏移量 dy、dx 来作
修正,如此便可找出零件的中心点。
4. 同时我们也可经由上面的修正,而知道
旋转的角度。
5. 着装零件
- 6 -
Refong
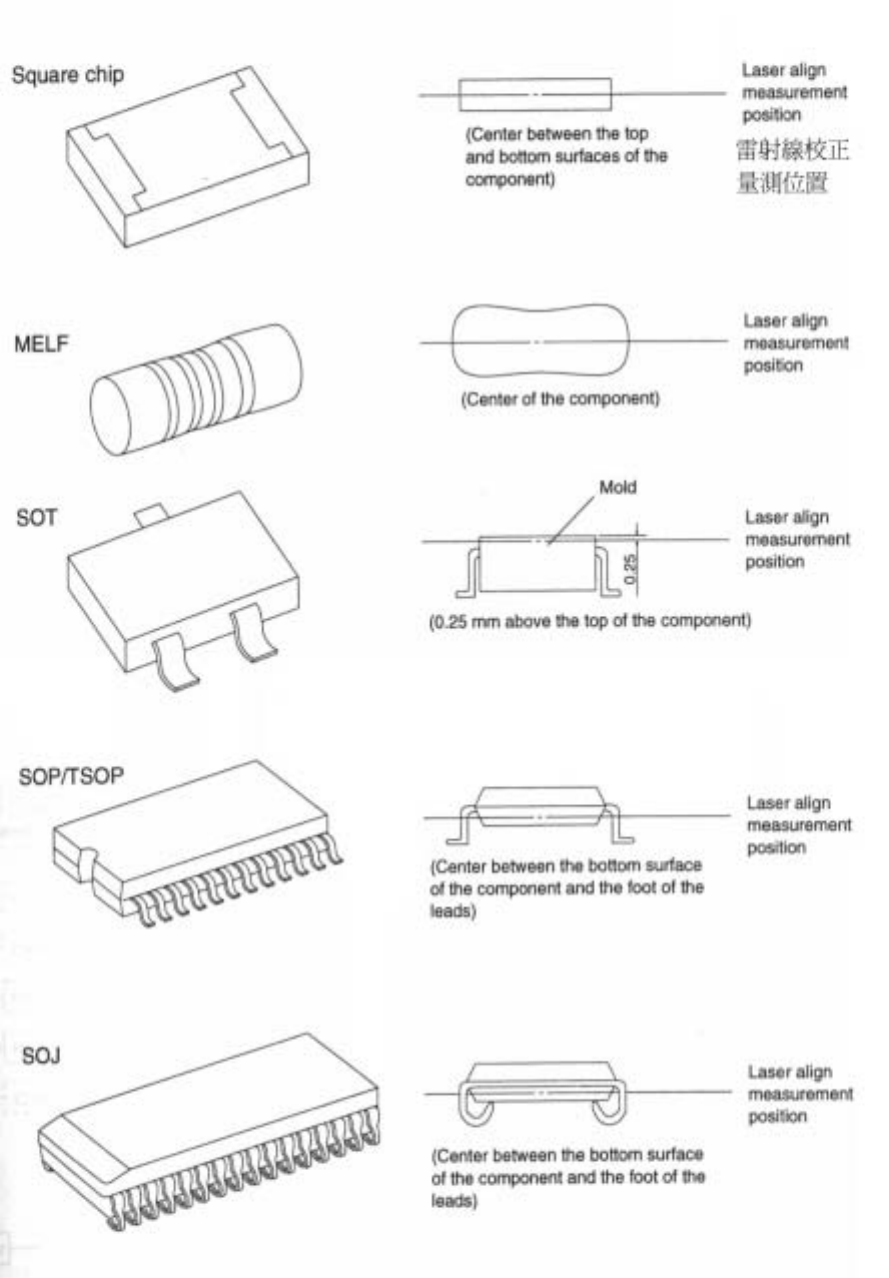
1-4. 零件的型态
- 7 -
Refong