JUKI-750 760中文说明书.pdf - 第42页
4-4 3/Machine setup 1/Set Up group 2/Mech. Set up 9/Exit 1/ATCnozzle setup ‥. 1/ATC slide plate >> 2/Vacuum value without nozzle... 2/Stopper pin >> 3/Reference pin position ‥. 3/Support plate >> 4/Shap…
4-3 2/Opt. Option
NO.
选 项 中文说明
1
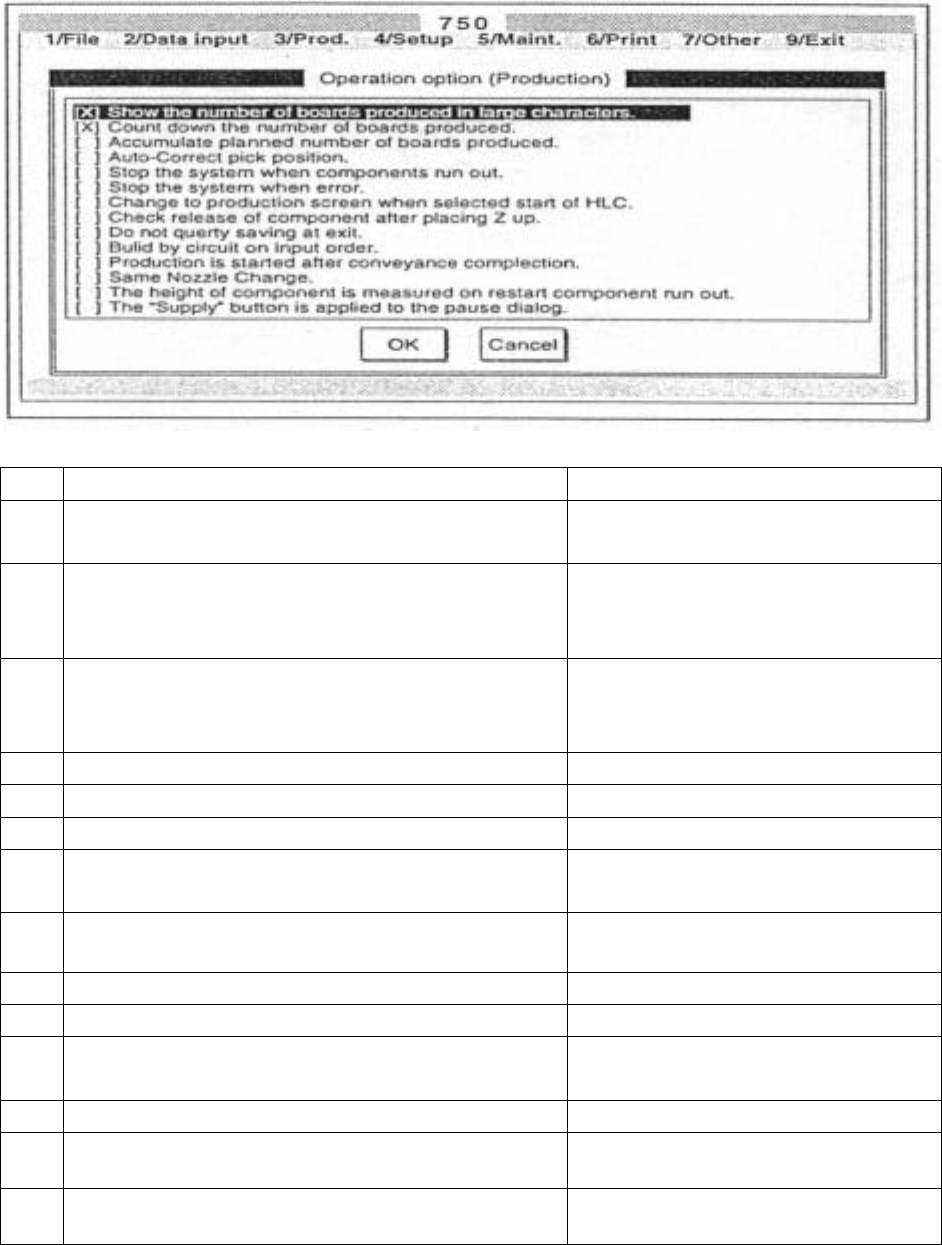
Show the number of boards produced inlarge
characters.
用放大字型显示生产数量。
2
Count down the number of boards produced
假设生产数量设为 1000,则计数器
从 10000,不选择此项则计数器从
01000。
3
Accumulate planned number of boards
produced.
此项功能为中途跳出生产画面,然
后又进入生产画面时,计数器是否
要累计。
4
Auto-Correct pick position
取料点自动校正。
5
Stop the system when components run out.
零件打完后才停止。
6
Stop the system wnen error.
发生错误时,就停止。
7
Change to the production screen when select
start of HLC
按生产键(RUN)后就跳到生产画
面。
8
Check release of component after placing Z
Up.
在 Z 轴上升后检查零件是否已释放
9
Do not query saviog at exit.
若没有疑问,就存盘离开。
10
It produces every circuit in input order.
以输入的顺序生产。
11
Production is started after conveyance
completion.
版子转换(传送)完成后,才生产
12
Replaces the nozzles simultaneously.
设定吸嘴同时更换与否。
13
The height of component is measured on
restrt component run out.
零件高度检测。
14
Displays the “Supply”button on the “Pause”
Screen.
显示暂停讯息。
- 41 -
Refong
4-4 3/Machine setup
1/Set Up group 2/Mech. Set up 9/Exit
1/ATCnozzle setup‥. 1/ATC slide plate >>
2/Vacuum value without nozzle... 2/Stopper pin >>
3/Reference pin position‥. 3/Support plate >>
4/Shape clamp position‥. 4/Shape clamp cylinder >>
5/MTC shuttle pick position‥. 5/MTC shuttle >>
6/Component scrap position‥.
7/IC collection belt position.
8/Device enable‥.
A/Multi-station line‥.
B/PWB transport‥.
C/Signai Soht
D/Verification of a component
F/Bad mark sensor teaching‥.
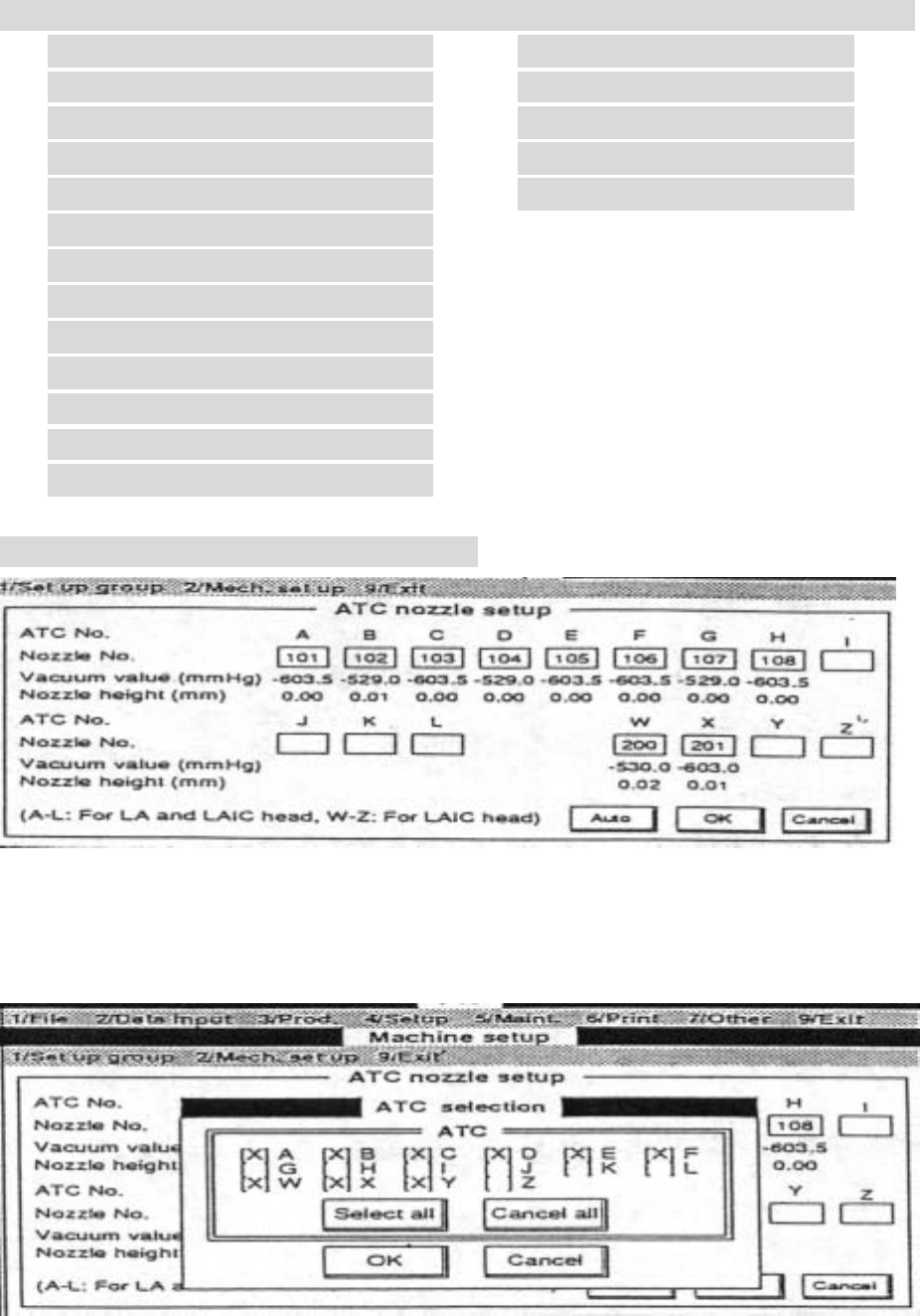
1/ATCnozzle setup
‥.
此处是 AT C 上 NOZZLE 编号及位置设定:
A) 将光标移至”A”按 F10,L-HEAD 会自动到 A 位置抓取吸嘴,侦测 NOZZLE 之 VACCUM
及 HEIGHT 并判断出该位置是几号吸嘴
B) 若将光标移至 AUTO 位置选项,则 HEAD 会自动到所设定之位置侦测吸嘴, 如下图:
- 42 -
Refong
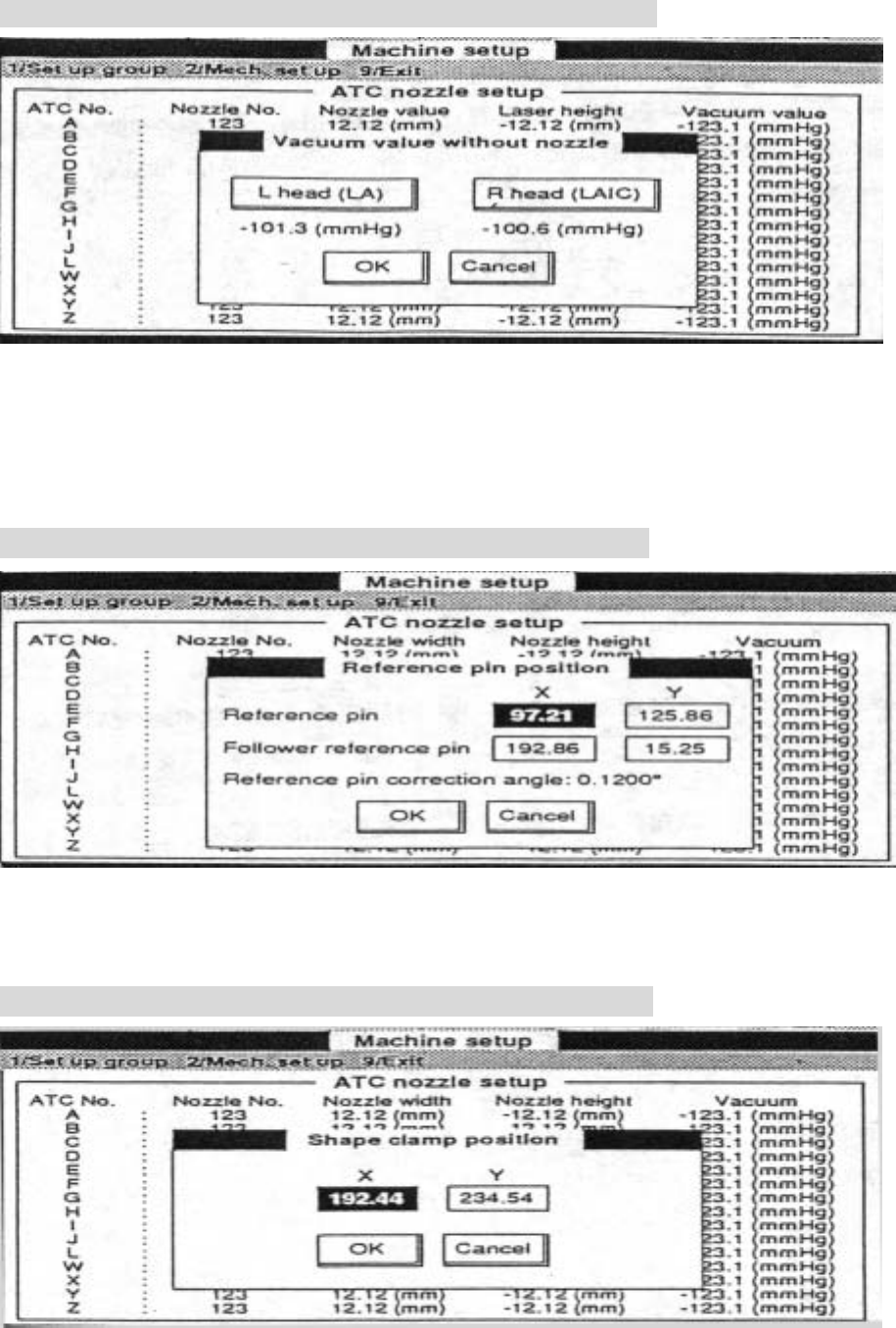
2/Vacuum value without nozzle...
此处可设定 HEAD 上无吸嘴时的真空压力值。
A) 若真空值过高,则吸清洁 DEMPER SHAFT(气闸、进气)及 VACCUM SENSOR(真
空感测气)。
B) 若真空值过低,则须清洁 EJECTOR(排气)。
3/Reference pin position
‥.
此处是指固定 PIN 对机台原点之坐标,用来设定基版(孔定位)原点之参考坐标,若有移
动过固定 PIN,则此坐标须重新修正。
4/Shape clamp position
‥.
此处是指编定位参考点对机台原点之坐标
(
*通常此处我们不去动它
)
- 43 -
Refong