INS-SFABRAG-005S0SmartFAB立式元件供料器使用说明书.pdf - 第31页
INS-SFABRAG-005S0 4. 生产 SmartFAB 立式元件供料器 23 3. 拧松螺栓 (8),然后将 金属板 (9) 向下调试 。再拧开螺栓 (5),共 3 处。在送料 机构 (6) 与挡块 (4) 之间插入块规 (7)。插入时请避免块 规接触连动爪 ( 图中标示 )。调试送料 机构 (6) 的位置使其与块规之间号无缝隙,然 后拧紧螺栓 (5)。紧固螺栓 (5) 取出块规 (7)。上下调试金属板 (9) 使之与送料机构…
4. 生产 INS-SFABRAG-005S0
22
SmartFAB
立式元件供料器
4.3.2 变更引脚切刀长度
在供料器上安装引脚切刀长度不同的元件时,需要变更料带输送单元的高度。按照下面的
步骤进行变更。
工具类
六角扳手,块规
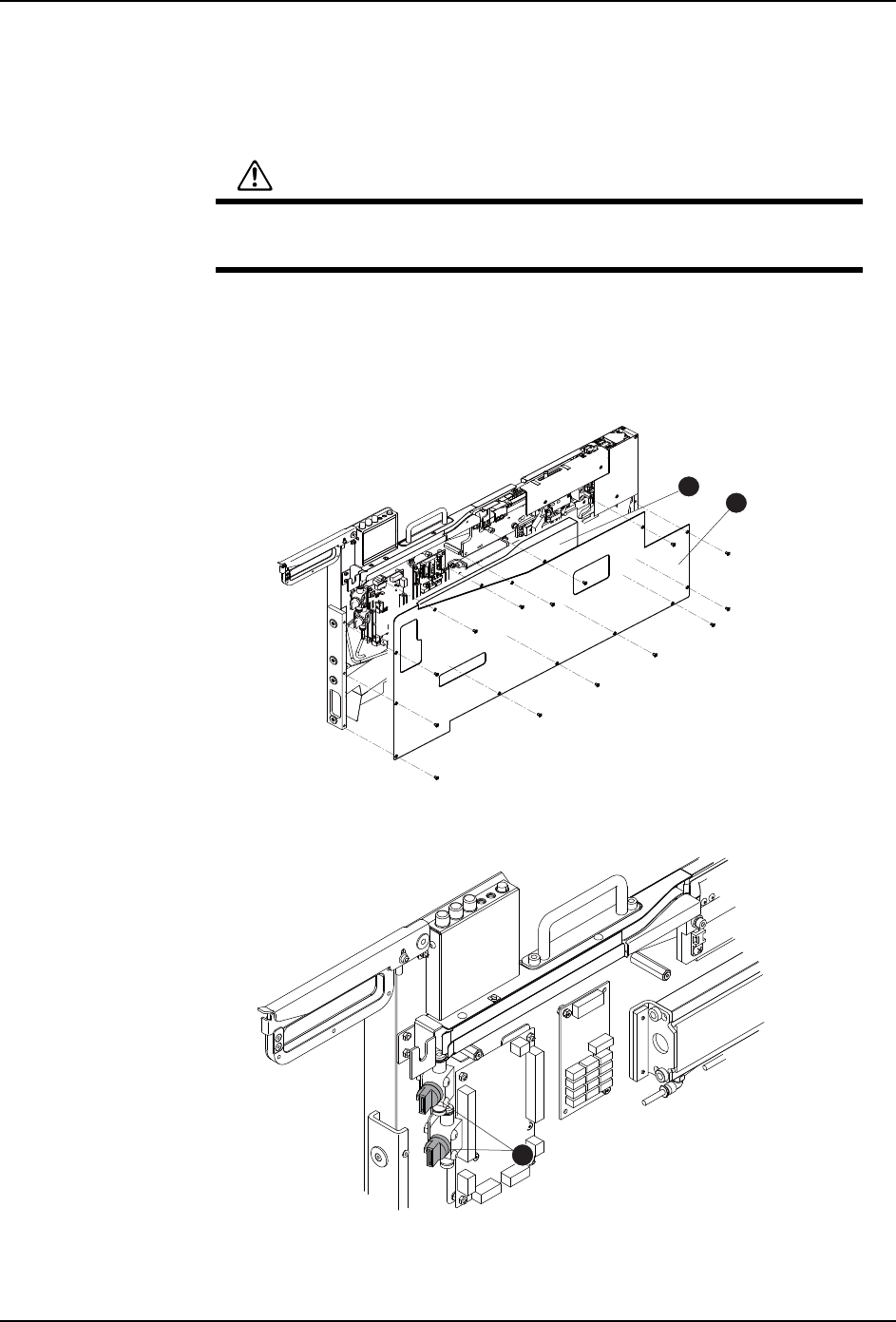
1. 拆除供料器侧挡板 (1) 与侧挡板 (2)。
2. 请旋转汽缸的气阀 (1), 排出气体。打开上下 2 个阀。
注意
变更引脚切刀长度时,不要将手指或工具等夹在引脚切刀内,请在没有向
供料器供电以及供气的状态下进行作业。
5.0
0.4
P
=
1
2
.7
H=
10
F
R
E
E
L
OC
K
01NST-3273a
1
2
01NST-3274a
3
N1SeFV5q
N1SeFV5q
Downloaded at 2015/10/08 22:10:151 by 3NEC4804 DL#YGHB5If0
INS-SFABRAG-005S0 4. 生产
SmartFAB
立式元件供料器 23
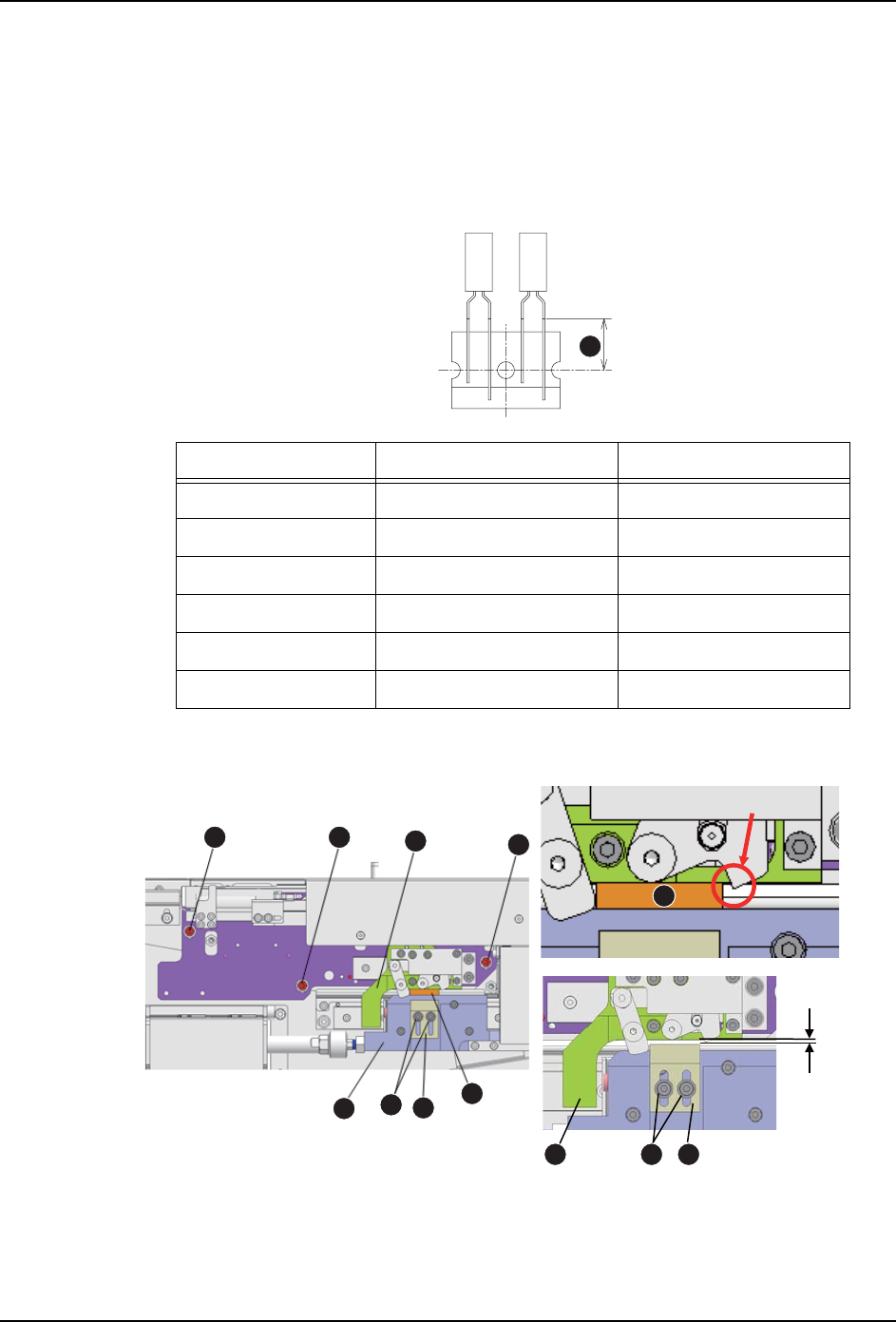
3. 拧松螺栓 (8),然后将金属板 (9) 向下调试。再拧开螺栓 (5),共 3 处。在送料机构 (6)
与挡块 (4) 之间插入块规 (7)。插入时请避免块规接触连动爪 ( 图中标示 )。调试送料
机构 (6) 的位置使其与块规之间号无缝隙,然后拧紧螺栓 (5)。紧固螺栓 (5) 取出块规
(7)。上下调试金属板 (9) 使之与送料机构 (6) 间保持大约 2 mm 的间距,然后紧固螺栓
(8)。
切刀长度与块规厚度的关系。
備考 : 如果不能准备普通的规块,则请利用本公司指定的产品。
4. 请将打开的气阀返回到原位。
備考 : 如果在气阀打开的状态下生产,则无法送料与切割 , 出现错误。
切割长度 (A) (mm) 块规厚度 (mm) 块规的图号
15 t=2.7 2MHAFJ0062**
14 t=3.7 2MHAFJ0063**
13 t=4.7 2MHAFJ0064**
12 t=5.7 2MHAFJ0065**
11 t=6.7 2MHAFJ0066**
10 t=7.7 2MHAFJ0067**
01NST-3454
A
0.75.0
01NST-3275b
մ
ն
շ
2mm
5
5
5
6
4
8
9
7
6 8 9
2 mm
7
N1SeFV5q
N1SeFV5q
Downloaded at 2015/10/08 22:10:151 by 3NEC4804 DL#YGHB5If0
4. 生产 INS-SFABRAG-005S0
24
SmartFAB
立式元件供料器
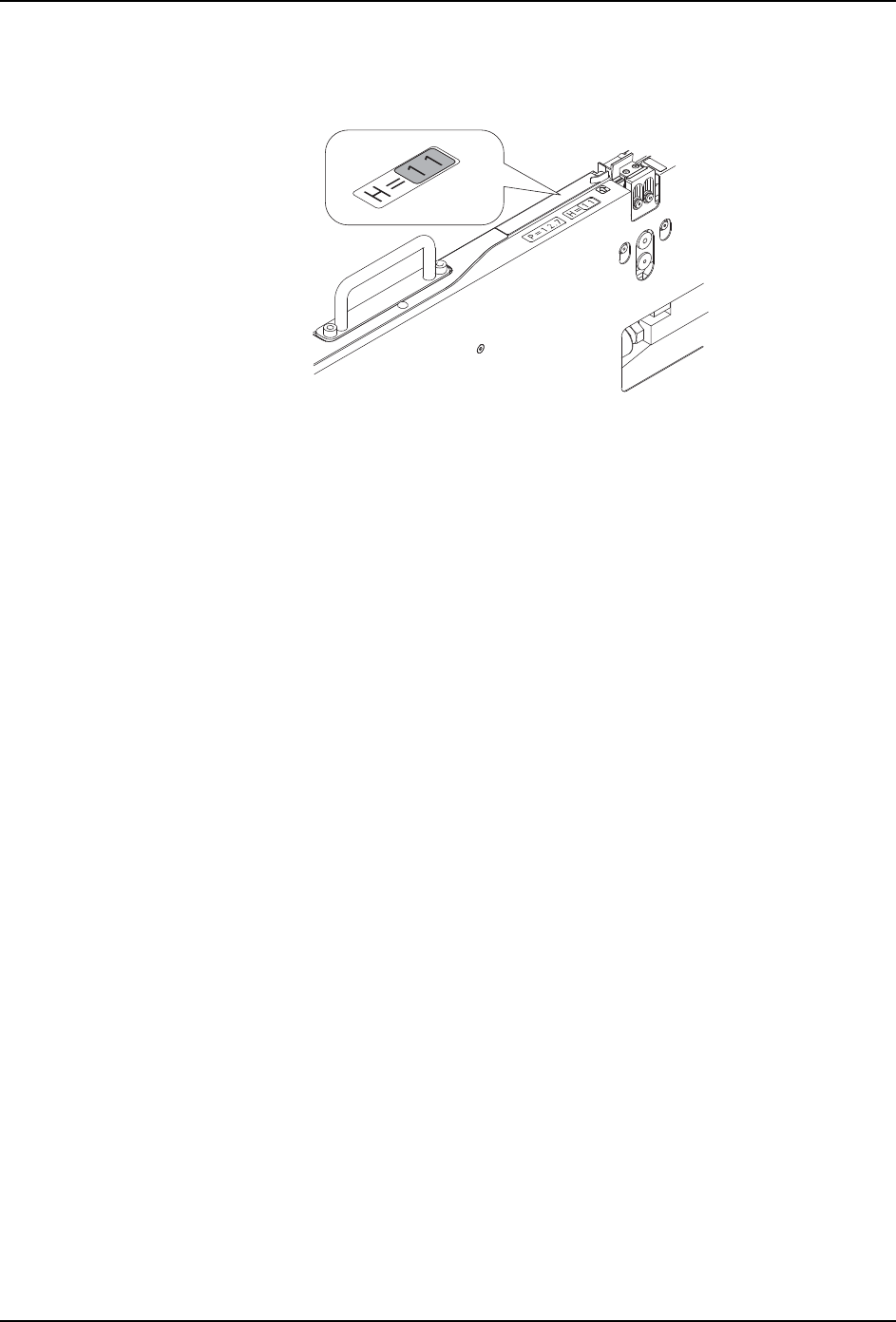
5. 将按照原样安装盖罩。
6. 请根据引脚的切割长度在挡板上粘贴数值贴纸。
01NST-3403
N1SeFV5q
N1SeFV5q
Downloaded at 2015/10/08 22:10:151 by 3NEC4804 DL#YGHB5If0