INS-SFABRAG-005S0SmartFAB立式元件供料器使用说明书.pdf - 第52页
5. 维修保养 INS-SFABRAG-005S0 44 SmartFAB 立式元件供料器 9. 在固定侧 的引脚切刀 (12) 与活 动侧的引脚切刀 (8) 之 间插入 0.02 mm 垫片 ( 图号: 2MHAFJ0060**)。将偏心销 (6) 向上推 直至填平间隙,固定活动侧的 切刀 (8) 与偏心销 (6) 后,拔 出垫片。此后 需要进行 「 0.01 mm 垫片 ( 图号 :2MHAFJ0059* *) 能够插入 0.03 …
INS-SFABRAG-005S0 5. 维修保养
SmartFAB
立式元件供料器 43
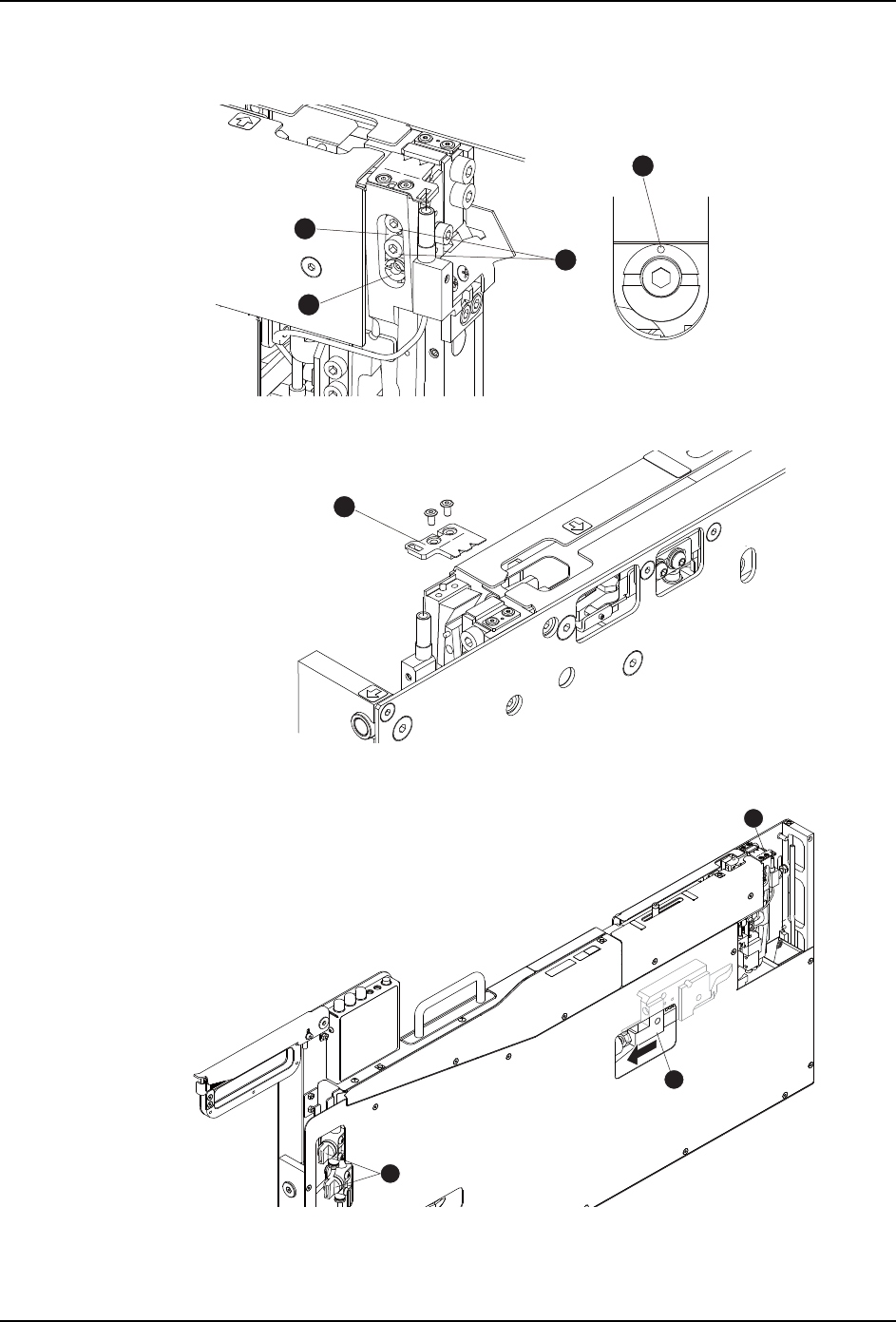
6. 请拧开偏心销的固定螺栓 (a),旋转偏心销使将偏心销 (6) 的标示 (B) 朝上。然后拧松
螺栓 (7),将活动切刀 (8) 向下调试。(无法向下调试时,请暂时松开料带的切刀。)
7. 拆除引脚切刀 (9)。
8. 用手将挡块 (11) 移动到前方。
5.0
0.4
FREE
LOCK
01NST-3438
8
7
B
6
01NST-3413
5.0
0.4
FREE
LOCK
9
5.0
0.4
P
=
1
2
.
7
H
=
1
0
FRE
E
LOCK
01NST-3286b
11
10
4
N1SeFV5q
N1SeFV5q
Downloaded at 2015/10/08 22:10:151 by 3NEC4804 DL#YGHB5If0
5. 维修保养 INS-SFABRAG-005S0
44
SmartFAB
立式元件供料器
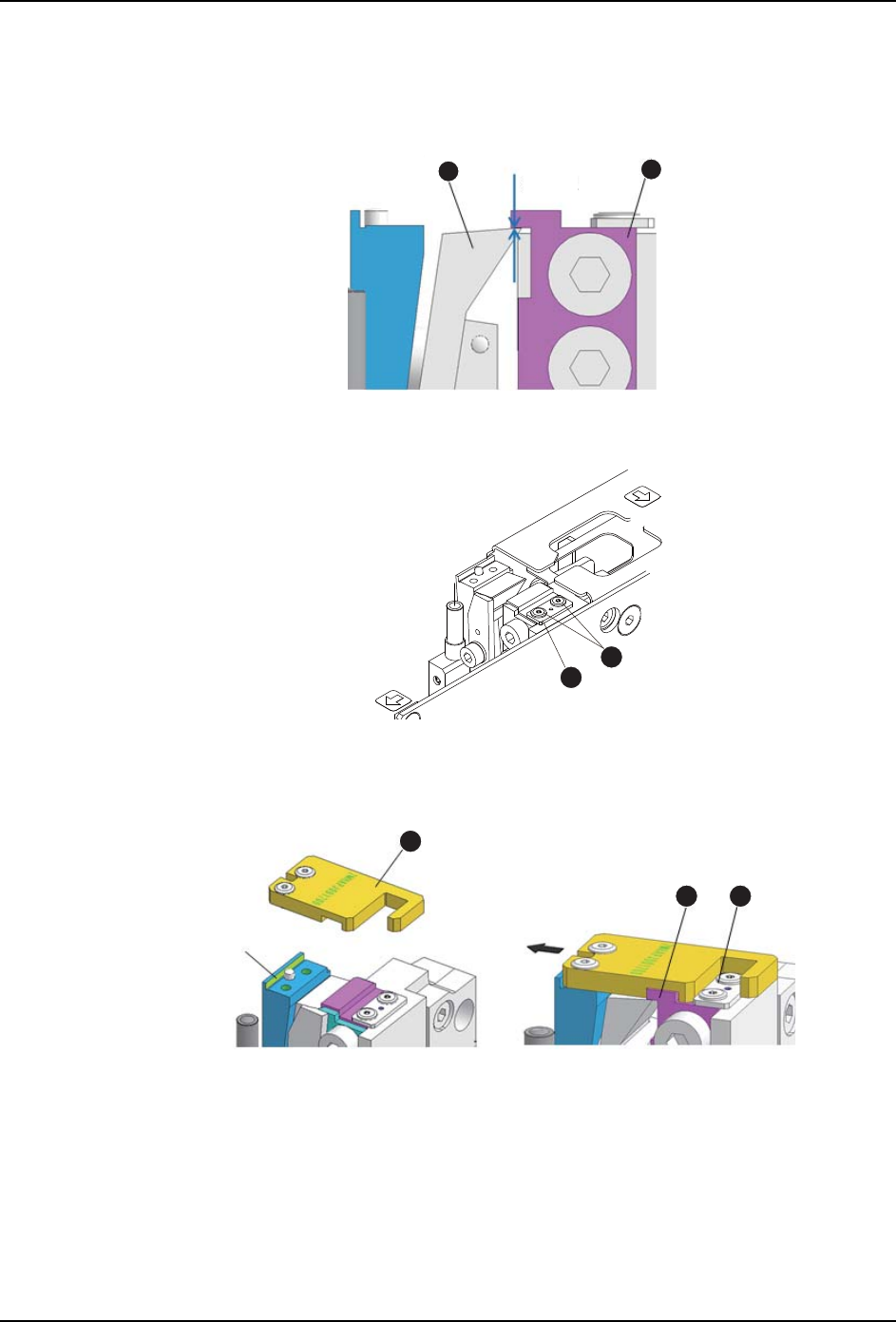
9. 在固定侧的引脚切刀 (12) 与活动侧的引脚切刀 (8) 之间插入 0.02 mm 垫片 ( 图号:
2MHAFJ0060**)。将偏心销 (6) 向上推直至填平间隙,固定活动侧的切刀 (8) 与偏心销
(6) 后,拔出垫片。此后需要进行 「0.01 mm 垫片 ( 图号:2MHAFJ0059**) 能够插入
0.03 mm 垫片不能插入 ( 图号:2MHAFJ0061**)」的确认。
10.接下来固定基准定位板。请拧开用于固定基准定位板 (13)的2颗螺丝(14)。
11.请搭载将定位板安装专用治具 (图号:2MHAFJ0012**)(15)。此时在基准面 (B) 上,
一半按照向指示方向推治具,一边注意治具不要搭接到固定侧的引脚切刀 (12) 或基准
定位板 (13) 上。
01NST-3287a
12
0.01 mm
8
01NST-3439
13
14
01NST-3414a
12
13
15
N1SeFV5q
N1SeFV5q
Downloaded at 2015/10/08 22:10:151 by 3NEC4804 DL#YGHB5If0
INS-SFABRAG-005S0 5. 维修保养
SmartFAB
立式元件供料器 45
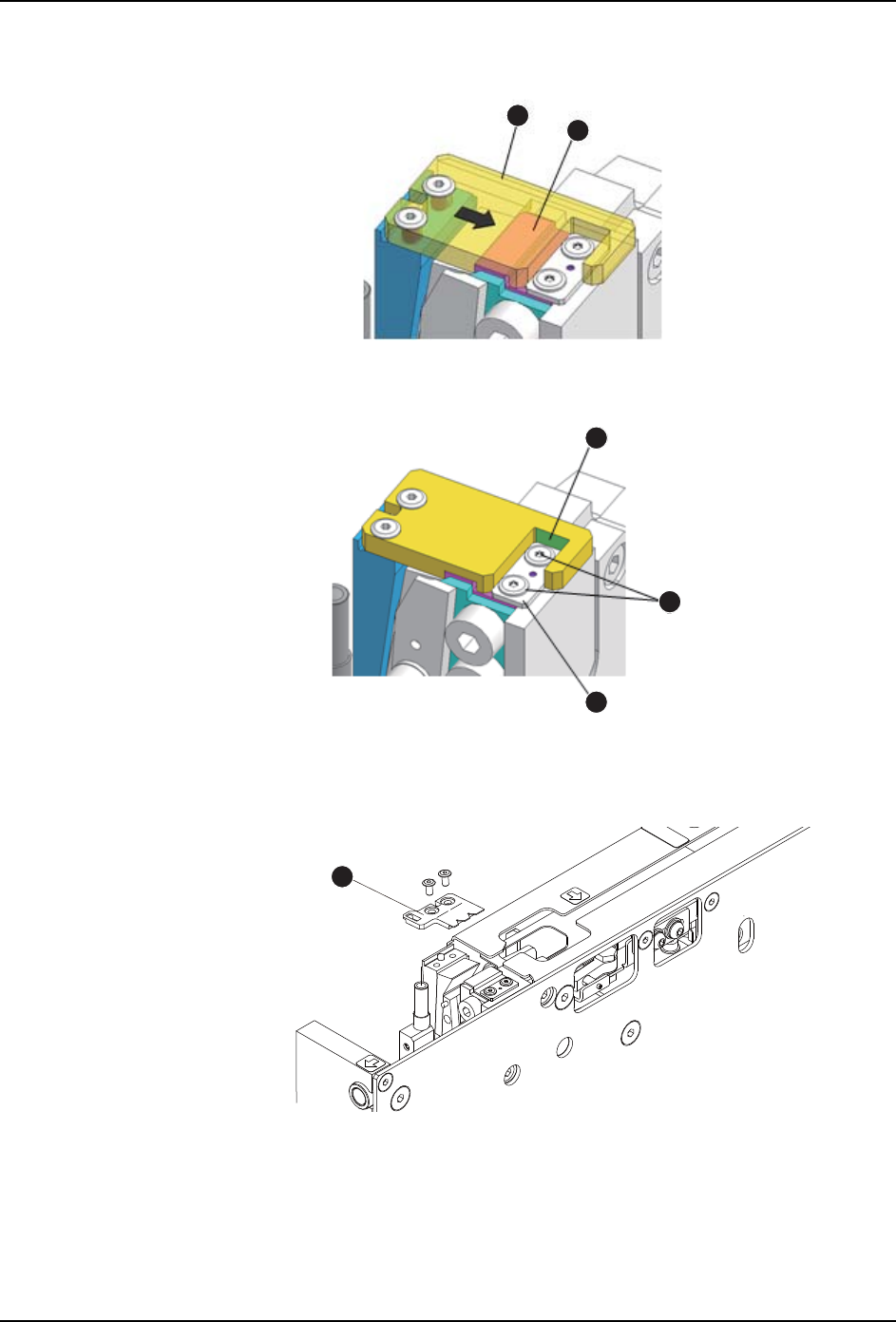
12.将定位板安装准用治具 (15) 压在固定册引脚切刀 (12) 上。
13.保持该状态将基准定位板 (13)推至基准面 (C)进行定位。然后拧紧螺栓 (14)。
14.卸载定位板安装专用治具 (15),然后安装引脚夹板 (9)。引脚夹板的安装方法请参照
<X0/>。 " 4.3.1 更换引脚夹板 "
15.完成固定刀片的更换作业。不更换活动刀片时,请安装输送槽并打开送汽缸专用的手控
阀。
備考 : 如在手控阀打开的状态下运转机器,则不能送料与切割引脚,发生错误。
01NST-3289b
15
12
01NST-3415a
C
14
13
01NST-3413
5.0
0.4
FREE
LOCK
9
N1SeFV5q
N1SeFV5q
Downloaded at 2015/10/08 22:10:151 by 3NEC4804 DL#YGHB5If0