3MAINTENANCE__O.pdf - 第57页
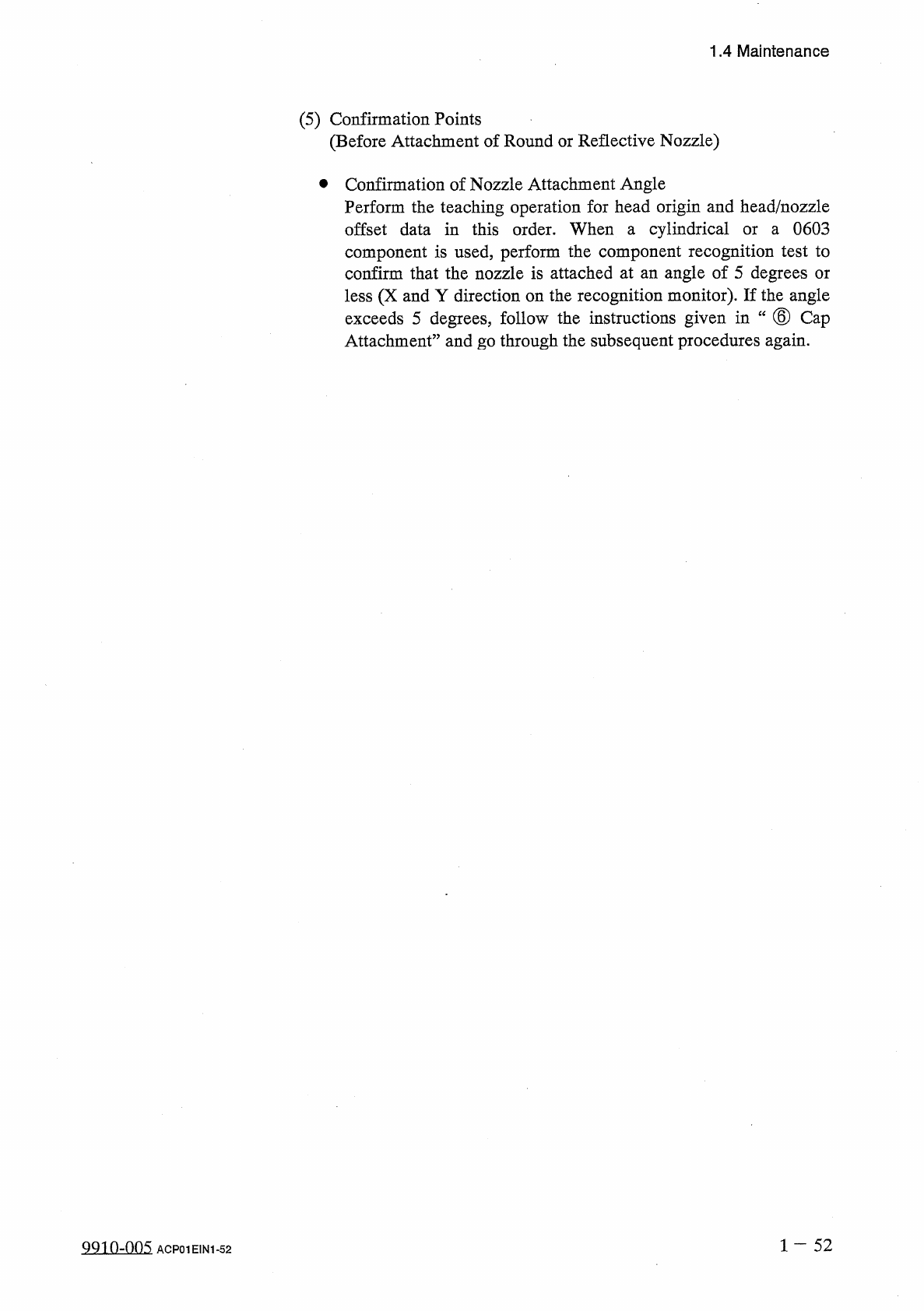
Vacuum Hole Upper Seal Apply grease to the full circumference such that a small amount of grease is left over as shown here after the miniature stroke bearing has moved up and down . H — Cap Apply a small amount of DAPHN…
1.4
Maintenance
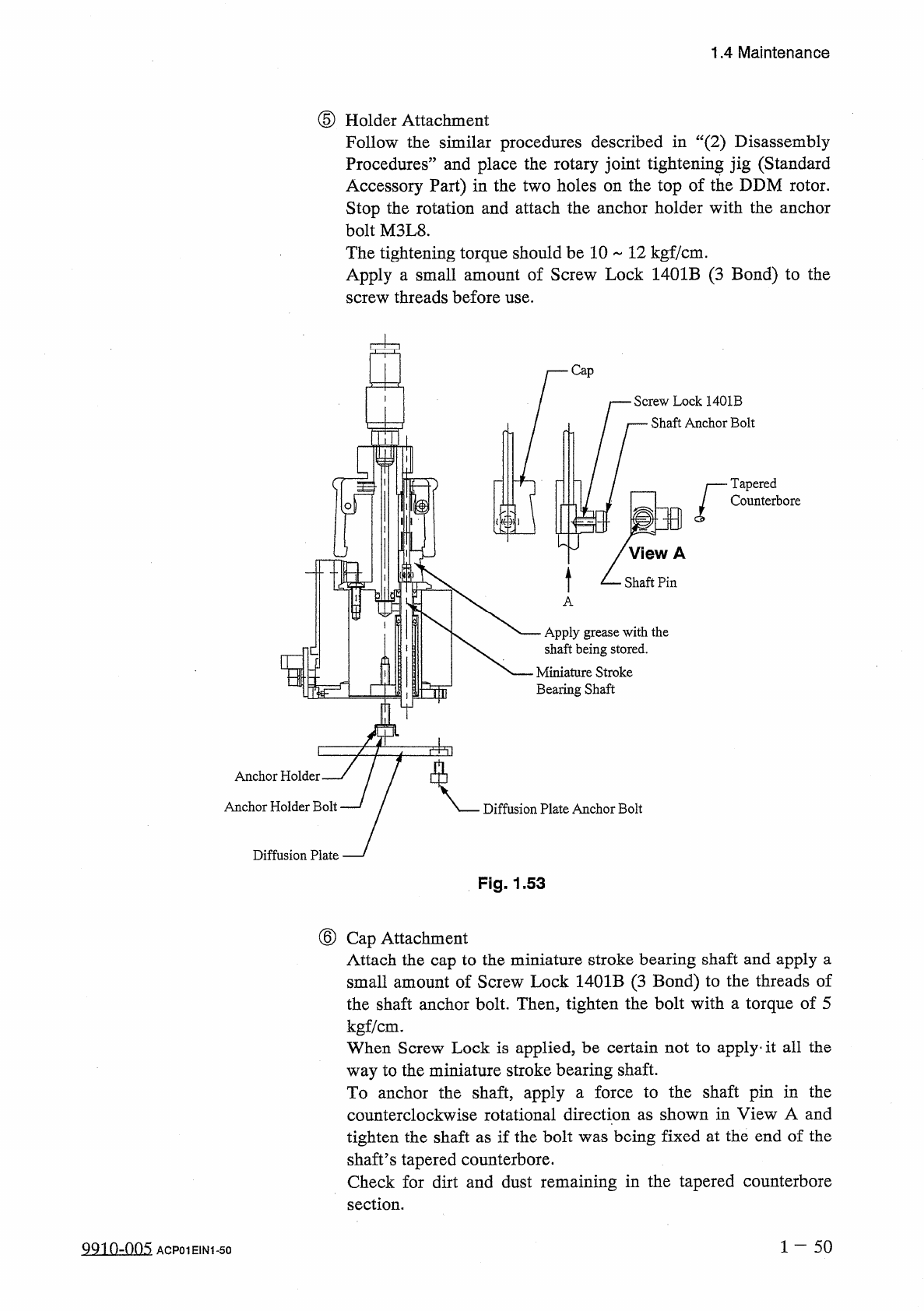
⑤
Holder
Attachment
Follow
the
similar
procedures
described
in
“
(
2
)
Disassembly
Procedures
”
and
place
the
rotary
joint
tightening
jig
(
Standard
Accessory
Part
)
in
the
two
holes
on
the
top
of
the
DDM
rotor
.
Stop
the
rotation
and
attach
the
anchor
holder
with
the
anchor
bolt
M
3
L
8
.
The
tightening
torque
should
be
10
12
kgf
/
cm
.
Apply
a
small
amount
of
Screw
Lock
1401
B
(
3
Bond
)
to
the
screw
threads
before
use
.
Screw
Lock
1401
B
Shaft
Anchor
Bolt
Tapered
Counterbore
Apply
grease
with
the
shaft
being
stored
.
匚
Miniature
Stroke
Bearing
Shaft
PI
]
T
]
Anchor
Holder
.
Anchor
Holder
Bolt
Diffusion
Plate
Anchor
Bolt
Diffusion
Plate
Fig
,
1.53
⑥
Cap
Attachment
Attach
the
cap
to
the
miniature
stroke
bearing
shaft
and
apply
a
small
amount
of
Screw
Lock
1401
B
(
3
Bond
)
to
the
threads
of
the
shaft
anchor
bolt
.
Then
,
tighten
the
bolt
with
a
torque
of
5
kgf
/
cm
.
When
Screw
Lock
is
applied
,
be
certain
not
to
apply
.
it
all
the
way
to
the
miniature
stroke
bearing
shaft
.
To
anchor
the
shaft
,
apply
a
force
to
the
shaft
pin
in
the
counterclockwise
rotational
direction
as
shown
in
View
A
and
tighten
the
shaft
as
if
the
bolt
was
being
fixed
at
the
end
of
the
shaft
’
s
tapered
counterbore
.
Check
for
dirt
and
dust
remaining
in
the
tapered
counterbore
section
.
1
-
50
QQ
10
-
005
ACP
01
EIN
1
-
50
Vacuum
Hole
Upper
Seal
Apply
grease
to
the
full
circumference
such
that
a
small
amount
of
grease
is
left
over
as
shown
here
after
the
miniature
stroke
bearing
has
moved
up
and
down
.
H
—
Cap
Apply
a
small
amount
of
DAPHNE
EPONEX
GREASE
No
.
1
to
the
full
circumference
located
2
to
3
mm
above
the
hole
.
1.4
Maintenance
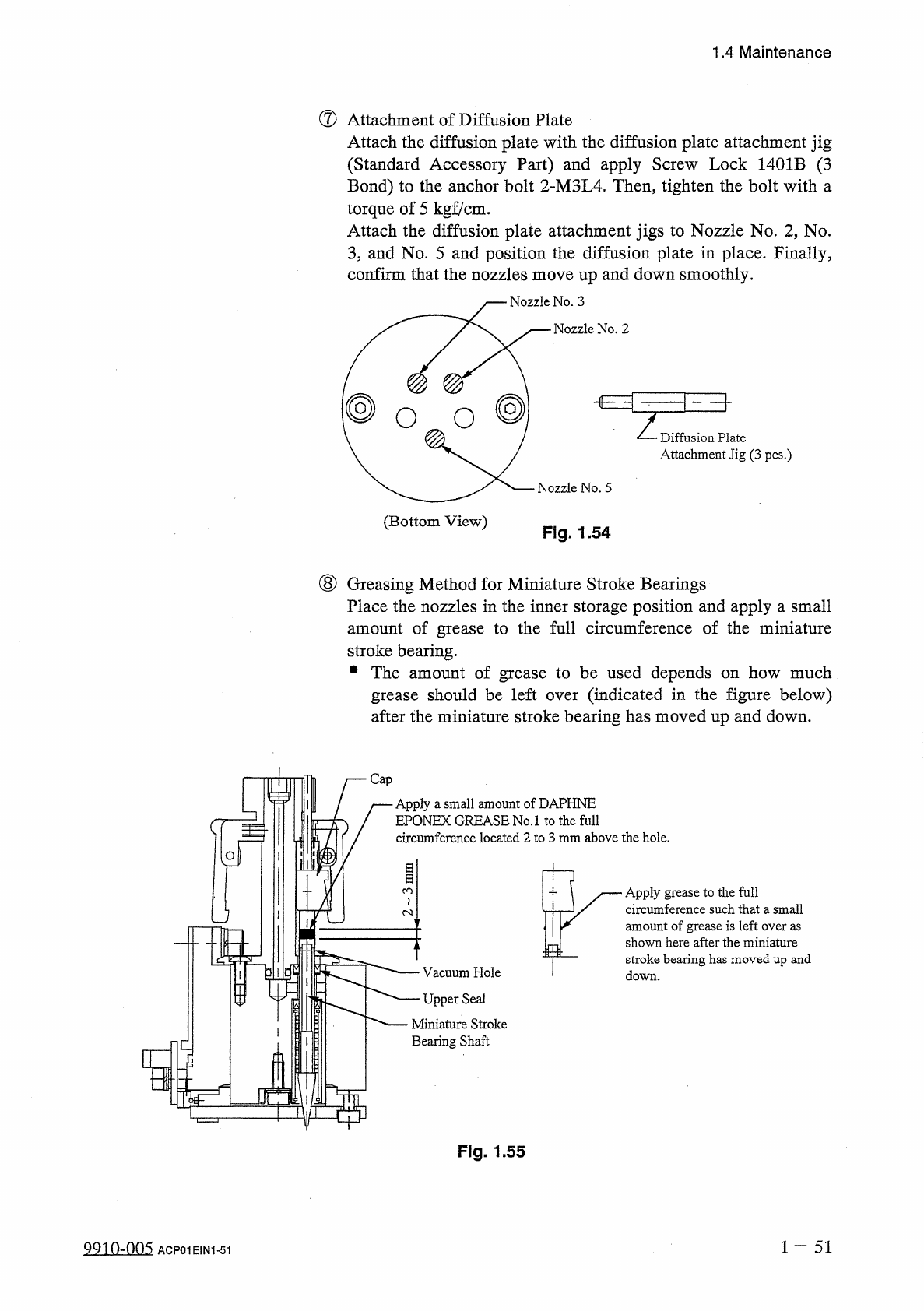
⑦
Attachment
of
Diffusion
Plate
Attach
the
diffusion
plate
with
the
diffusion
plate
attachment
jig
(
Standard
Accessory
Part
)
and
apply
Screw
Lock
1401
B
(
3
Bond
)
to
the
anchor
bolt
2
-
M
3
L
4
.
Then
,
tighten
the
bolt
with
a
torque
of
5
kgf
/
cm
.
Attach
the
diffusion
plate
attachment
jigs
to
Nozzle
No
.
2
,
No
.
3
,
and
No
.
5
and
position
the
diffusion
plate
in
place
.
Finally
,
confirm
that
the
nozzles
move
up
and
down
smoothly
.
j
—
Nozzle
No
.
3
Nozzle
No
.
2
@
O
O
Z
Diffusion
Plate
Attachment
Jig
(
3
pcs
.
)
Nozzle
No
.
5
(
Bottom
View
)
Fig
.
1.54
(
8
)
Greasing
Method
for
Miniature
Stroke
Bearings
Place
the
nozzles
in
the
inner
storage
position
and
apply
a
small
amount
of
grease
to
the
full
circumference
of
the
miniature
stroke
bearing
.
•
The
amount
of
grease
to
be
used
depends
on
how
much
grease
should
be
left
after
the
miniature
stroke
bearing
has
moved
up
and
down
.
(
indicated
in
the
figure
below
)
over
Miniature
Stroke
Bearing
Shaft
Q
Fig
.
1.55
1
~
51
Q
9
in
-
nn
5
ACP
01
EIN
1
-
51
UIUICO
iif
1.4
Maintenance
(
5
)
Confirmation
Points
(
Before
Attachment
of
Round
or
Reflective
Nozzle
)
參
Confirmation
of
Nozzle
Attachment
Angle
Perform
the
teaching
operation
for
head
origin
and
head
/
nozzle
offset
data
in
this
order
.
When
a
cylindrical
or
a
0603
component
is
used
,
perform
the
component
recognition
test
to
confirm
that
the
nozzle
is
attached
at
an
angle
of
5
degrees
or
less
(
X
and
Y
direction
on
the
recognition
monitor
)
.
If
the
angle
exceeds
5
degrees
,
follow
the
instructions
given
in
u
®
Cap
Attachment
”
and
go
through
the
subsequent
procedures
again
.
1
一
52
QQ
10
-
nn
5