CM101维修手册.pdf - 第252页
CM101-D 维修手册 2.1 关于机器参数 Pa ge 2- 16 2.1.4 动作参数设定 该参数基本上不需要变 更。 即使因为确认动作而变 更了数值, 但如果关闭电源后 再启动本机, 则恢复为与按 下 “ 默认值 ” 时相同 的数值。 想要保持变更的数值时 ,按主变更按钮,将 [ 标准 ] 更改为 [ 特殊 ] 。 关闭电源后,变更的数 值即被保持。 ∗ 请将光标移动到要变更 的位置进行变更,输入 数据。 • 如果按 [ 默认值…

CM101-D
维修手册
2.1
关于机器参数
Page 2-15
4.
参数前
∗
本说明列出了包括根据规格显示的参数名在内的所有参数名称。
(
参考画面
)
No.
参数名称
参数
1
‘
部品排出传送带前侧
’
使用元件排出传送带时请设为
“
有
”
,没有使用时请设为
“
无
”
。
2
‘
部品排出传送带种类
’
使用
42 mm
宽的排出传送带时请设定为
[42 mm
宽度
]
,使用
100 mm
宽的排出传送带时请
设为
[100 mm
宽度
]
。
3
‘
基板识别反射镜
’
使用基板识别反射镜时,请设为
“
有
”
,没有使用时请设为
“
无
”
。
∗
实装超过
6.5 mm
的元件时
(
包括前工序的实装
)
,因与元件干涉,故不能使用。
EJM5B-Mp-0084
EJM5B-C-MMC02-A01-00
CM101-D
维修手册
2.1
关于机器参数
Page 2-16
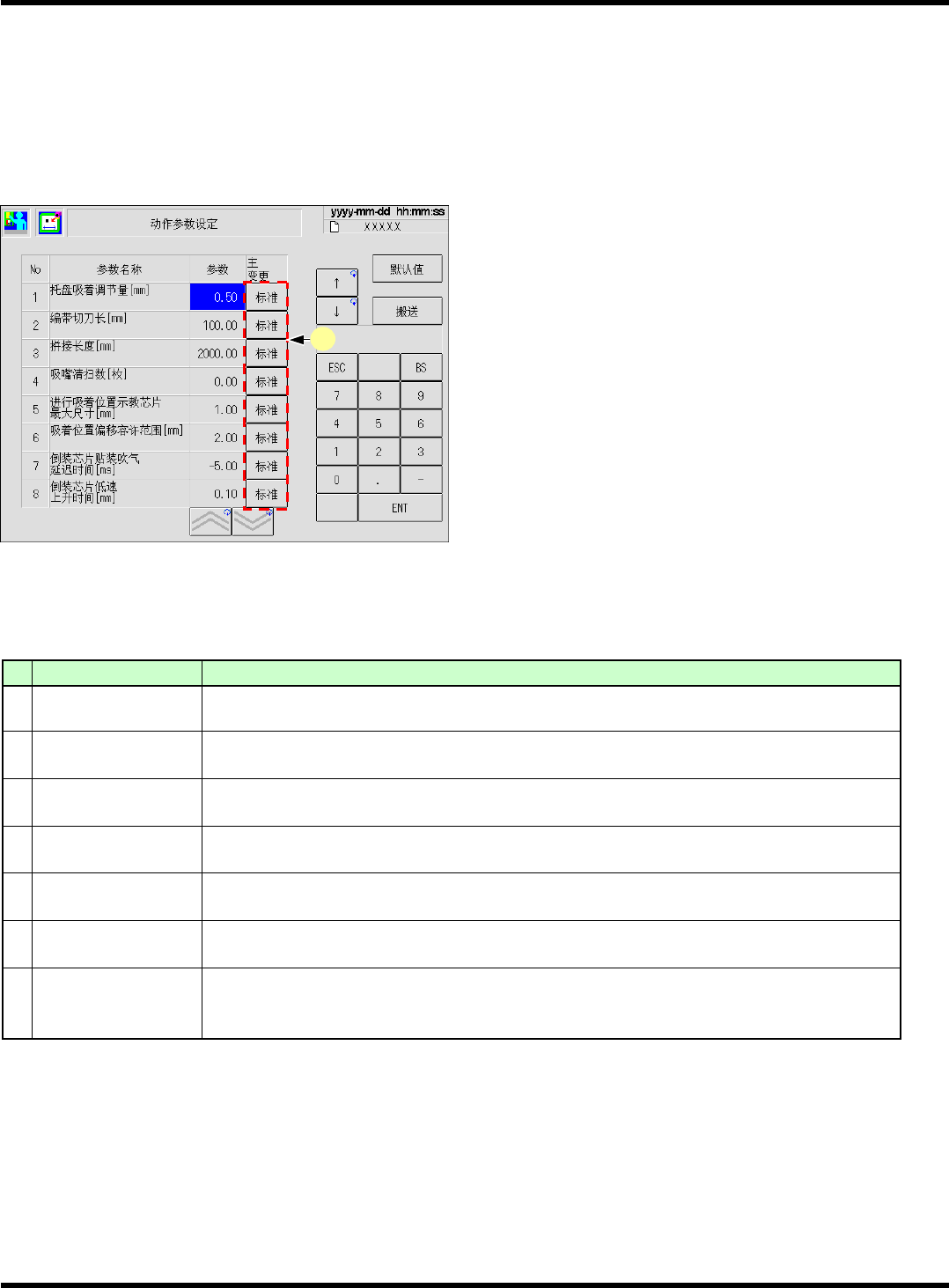
2.1.4
动作参数设定
该参数基本上不需要变更。
即使因为确认动作而变更了数值,但如果关闭电源后再启动本机,则恢复为与按下
“
默认值
”
时相同
的数值。
想要保持变更的数值时,按主变更按钮,将
[
标准
]
更改为
[
特殊
]
。
关闭电源后,变更的数值即被保持。
∗
请将光标移动到要变更的位置进行变更,输入
数据。
•
如果按
[
默认值
]
,则
‘
主变更
’
为
[
标准
]
状态的参数
恢复为默认值。
a. ‘
主变更
’
每按一次按钮,则切换为
[
标准
]
或
[
特殊
]
。
[
标准
]
如果设定为标准,则即使变更了数据,重新启动
本机时,都恢复为标准值。
按
[
默认值
]
按钮也会恢复到标准值。
[
特殊
]
数据变更后,如果设定为特殊,则即使重新启动
本机,变更后的数据也将被保持。即使按
[
默认
值
]
,数据也不会回到标准值。
(1/2)
No.
参数名称
内容
1
‘
托盘吸着调节量
[mm]’
托盘吸着时,加算此调整量,并动作。
2
‘
编带切刀长
[mm]’
根据该值,就判断是否已达到在自动运转中切割编带的时限。当最长的空编带达到该值时切
断编带。根据部品进给间距和供料器进给的次数计算出来。
3
‘
拼接长度
[mm]’
当剩余编带长度达到自动运转中的编带拼接警告值时,把达到拼接长度的供料器设为警告状
态。
4
‘
吸嘴清扫数
[
枚
]’
用该值清洁自动运行过程中的吸嘴。
每个工作台的生产枚数达到该值时,前后吸头的吸嘴会被用吹风强制清洁。
5
‘
进行吸着位置示教芯
片最大尺寸
[mm]’
对尺寸在该值以下的芯片,进行吸着位置自动示教。但是,在选项设定中将该功能设定为
“
无
”
时,则该值没有任何作用,不进行自动示教。
6
‘
吸着位置偏移容许范
围
[mm]’
芯片识别的结果、吸着位置比该值大时,判定为识别错误。
7
‘
倒装芯片贴装吹气延
迟时间
[ms]’
按照在此所设定的时间,当贴装倒装芯片时,使贴装吹气置于
OFF
的时间推迟。以吸嘴程
序库的设定值为基准。
(
仅限于有多功能吸头
)
下一页
EJM5B-Mp-0142
a
EJM5B-C-MMC02-A01-00
CM101-D
维修手册
2.1
关于机器参数
Page 2-17
(2/2)
No.
参数名称
内容
8
‘
倒装芯片低速上升时
间
[mm]’
贴装倒装芯片后,按照本参数 + 贴装压入量将以低速上升,然后以平常的贴装速度上升。
此参数为0 mm时,按照贴装压紧量将以低速上升。
(仅限于有多功能吸头)
9
‘
报警器停止时间
[s]
(0:
连续
)’
在此设定的时间过后,蜂鸣器自动停止。
设定为‘0’时不停止。
10
‘
主供料器超时时间
[s]’
到主供料器的吸着准备结束为止的等待时间。
11
‘
操作方式自动退出时
间
[min]’
在此设定的时间内没有进行操作时,自动变更为操作员模式。自动运行状态和机器参数示教
中,不会变为操作员模式。
12
‘
提高生产效率高精度
安全余裕
Z[mm]’
按照在此所设定的时间,使实装后的
XY
启动的时间推迟。
由于为了提高生产性,实装后的XY启动时间较快,因此根据基板厚度、部品厚度的不均匀,
有时会引起实装精度的降低。发生这种情况发生时,请在该项目输入数值进行调整。
13
‘
供料器维护次数
(8 mm)’
∗
1
对
8 mm
供料器设定发出维护警告的次数。
实际发出警告的条件为
维护次数 ≥ 供料器维护次数 × 供料器维护警告率。
14
‘
供料器维护次数
(12, 16 mm)’
∗
1
对12 mm、16 mm供料器设定发出维护警告的次数。
15
‘
供料器维护次数
(24, 32 mm)’
∗
1
对24 mm、32 mm供料器设定发出维护警告的次数。
16
‘
供料器维护次数
(44, 56 mm)’
∗
1
对44 mm、56 mm供料器设定发出维护警告的次数。
17
‘
供料器维护次数
(72 mm)’
∗
1
对72 mm供料器设定发出维护警告的次数。
18
‘
供料器维护次数
(88, 104, 120 mm)’
∗
1
对88 mm、104 mm、120 mm供料器设定发出维护警告的次数。
19
‘
供料器维护警告率
’
∗
1
设定发出供料器维护警告条件的警告率。
20
‘
基板识别照相机灯
1
偏移量
’
进行基板识别形状指定
(
手动
)
、基板识别区块匹配、不良标记识别时,将对基板照相机的
灯 1 的值加算。
21
‘
基板识别照相机灯
2
偏移量
’
进行基板识别形状指定
(
手动
)
、基板识别区块匹配、不良标记识别时,将对基板照相机的
灯
2
的值加算。
22
‘
基板识别照相机阈值
偏移量
’
进行基板识别形状指定
(
手动
)
、基板识别区块匹配、不良标记识别时,将对基板照相机的
阈值加算。
23
‘
吸着位置示教重试阈
值
[%]’
是检测拼接的接缝来进行一次进给时的吸着位置自动示教用芯片尺寸错误判定阈值。
如果是
0
,与以前相同,超过
±
1 mm
时将判断为错误,不会进行重试。
∗
1:
仅在将供料器维护警告的选项功能设为有效时显示。
EJM5B-C-MMC02-A01-00